Монтаж труб отопления – это ответственный этап строительных работ, от которого зависит комфорт проживания в доме. В идеале система отопления устанавливается еще во время строительства дома до сдачи готового объекта, но на практике нередко приходится переустанавливать систему с нуля. Например, купив старый дом или коттедж, новоиспеченный владелец желает модернизировать все инженерные системы в доме и выполняет полный демонтаж труб. В этом случае приходится заново разрабатывать проект с учетом особенностей планировки здания, делать расчеты тепловых потерь, составлять смету, закупать материалы и выполнять установку.
Виды соединений
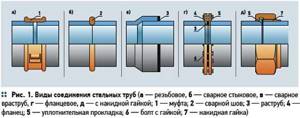
Современные коммуникации могут быть смонтированы из металлических, пластиковых, металлопластиковых, пвх, пнд и иных труб. Материал изготовления определяет выбор способа соединения стояков в единую конструкцию. Поэтому, элементы трубопроводной системы могут быть разборного и неразборного типов.
Среди множества разъемных стыковок в равной мере популярными являются соединения как с помощью резьбы, так и без нее. К резьбовым способам относятся соединения с использованием:
- сгона, муфты, контргайки;
- американки с накидной гайкой;
- резьбы двунаправленного типа.
Безрезьбовой способ включает в себя сочленение с применением:
- фланцев;
- сварки;
- компрессионных фитингов.
и иных приспособлений, в зависимости от материала изготовления труб.
Об этих типах соединений дальше расскажем более подробно.
Ковкий чугун и соединительные детали из него
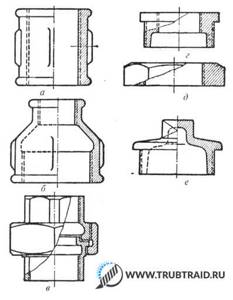
Наиболее распространенными частями из ковкого чугуна для соединения стальных труб, других деталей трубопроводов являются: А) прямые муфты Б) переходные муфты В) соединительные гайки Г) футорки Д) контргайки Е) пробки.
Для абсолютной герметизации системы при резьбовом соединении необходимо использовать уплотнители, например, прокладки. Кроме них, при иных видах скрепления используются дополнительные детали. Если необходимо применить сочленение элементов магистрали с помощью фланцев, то есть без муфты, то кроме прокладок еще необходимы болты.
При соединении стояков под углом пользуются соединительными частями из ковкого чугуна: прямыми и переходными угольниками, тройниками, крестами.
Муфта из чугуна обладает невысоким буртиком по всему периметру окружности торца, служащий для увеличения прочности детали, в отличие от стального аналога, на котором такой элемент отсутствует.
Качество соединений зависит не столько от способов уплотнения, материалов, как от мастера и качества его работы. Если он ответственный, аккуратный, обладает элементарными сантехническими знаниями, навыками работы с гаечным или трубным ключом, то лучшего специалиста – не найти. При соблюдении элементарных правил монтажа трубопроводных систем, магистраль будет функционировать на протяжении многих лет. Это может подтвердить каждый кто хотя бы один раз занимался монтажом трубопроводной системы, даже самой короткой и простой.
Пробуйте сами, экспериментируйте и увидите что вы – самый лучший специалист по монтированию трубопроводных систем с использованием резьбового способа соединения элементов магистрали.
Соединение в системе отопления
Промышленность производит трубы из различных материалов. Эти изделия используют для укладки водопроводов, канализаций, газопроводов, иных трубопроводных коммуникаций.

Во время прокладки систем отопления пользуются трубами из:
- стали;
- меди;
- пластика.
В зависимости от этого, стояки в отопительных конструкциях могут соединяться с помощью:
- cварки;
- резьбовых фитингов;
- фланцев;
- пресс-соединений;
- компрессионных и надвижных фитингов,
- и других способов с использованием инновационных современных технологий.
Отличия от компрессионных аналогов
По неопытности и незнанию всех нюансов монтажа труб из металлопластика пресс-фитинги можно спутать с фитингами компрессионными. У них тоже есть штуцер и гильза. Только обжим последней производится не инструментом, а за счет имеющейся в конструкции накидной гайки.
Главное различие между этими деталями – это разный тип получаемого в результате монтажа соединения. Компрессионный вариант при необходимости можно разобрать, а с опрессованным сделать этого не получится. Пресс-фитинг возможно лишь срезать с трубы для замены новым.

При образовании течи в месте соединения гайку компрессионного фитинга можно подтянуть, а необслуживаемый пресс-фитинг придется полностью снимать (+)
Однако вероятность образования протечки в пресс-соединении практически равна нулю. Не зря именно такой способ монтажа рекомендуют применять при устройстве теплых полов под стяжку и при замоноличивании трубопроводов в стену.
Случаи, когда такие фитинги начинают течь в бетоне, в практике сантехников возникают крайне редко. Это больше исключение из правил.
С другой стороны, для монтажа обоих типов пресс-фитингов требуется специализированный инструмент. А для затягивания гаек компрессионных изделий необходима лишь пара гаечных ключей.
В итоге – на одной чаше весов «дорогой инструментарий + более высокая надежность стыка», а на другой «отсутствие лишних трат + несколько более высокий риск протечек». Выбор здесь только за мастером и владельцем дома, где производится укладка трубопровода.
Резьбовое скрепление медных труб
Стальные трубы долгое время доминировали при монтировании систем отопления. Постепенно их начали заменять изделиями из других материалов.
Сегодня наступило время для медных и пластиковых труб. Их соединяют с помощью спайки, компрессионных и пресс-фитингов. Но резьбовое соединение в системе отопления металлических труб практически остается приоритетным среди всех видов сочленений.
Резьбовыми соединениями пользуются не только при прокладке труб отопления, но и при скреплении стальных, в том числе оцинкованных водопроводных стояков.
В газовых магистралях и особенно в трубопроводах высокого давления, в качестве соединения применяют сварку.
Сочленение с применением резьбовых фитингов характеризуется:
- быстротой сборки;
- высоким качеством, надежностью соединений;
- возможностью установки в труднодоступных местах.
Важно! Применяя резьбовую муфту, сгоны, контргайки, колена, краны можно не только быстро демонтировать, но и собрать трубопровод.
Без наличия фитингов с внутренней и внешней резьбой невозможно качественно смонтировать трубопровод из медных стояков. Чтобы установить эти детали системы, необходимо наличие резьбы не только на соединительных элементах, но и на концах стояков. С помощью фитингов подсоединяют все измерительные приборы.
При монтаже медных труб достаточно часто используется американка, которую справедливо считают одним из типов резьбовых соединений.
Важно! Применяя для гидросистем медные трубы помните, что медь плохо совмещается с иными металлами и сплавами, поскольку при контакте происходит химическая реакция, способная разрушить элементы отопительного контура.
Как крепить к стенам трубы из металлопластика
Хорошее крепление металлопластиковых коммуникаций продляет срок их службы. Трубы при нагреве удлиняются, их может «повести», кроме того, плохо и редко закрепленные коммуникации больше подвержены вибрации, плохо влияющей на надежность соединения. Поэтому металлопластиковые трубы должны быть надежно закреплены. Фиксаторы должны обязательно находиться близко к фитингу.

Крепления размещают с шагом 0,7-1 м, для отопления и горячего водоснабжения – 0,5-0,7 м. В магазинах полно всевозможных клипс и хомутов всех диаметров. Можно использовать и самодельные кронштейны. Крепятся крепления к бетонным стенам дюбелями 6×40 мм, к оштукатуренным, газо- или пенобетонным – 6×60 мм или еще более длинными.
Газовых
Десятки лет газовые магистрали монтировались с бесшовных металлических труб. Под воздействием коррозии их эксплуатационный срок значительно уменьшается. Этот фактор был одной из причин замены труб из металла на изделия из других материалов
:
- полиэтилена;
- меди;
- нержавеющей стали.
Каждый вид труб может стыковаться разными способами. А можно ли соединять газовые трубы резьбовым соединением
и если да, то стояки с каких материалов скрепляются резьбой? Да, можно. Например, с помощью резьбы соединяются стальные и медные изделия.
При стыковке газовых труб применяют также безрезьбовой метод.
В частности:
- пайкой хорошо можно сочленить медные или полиэтиленовые детали трубопровода;
- сварка успешно используется при прокладке стальных, медных магистралей. Например, стальные элементы можно сваривать автогеном или дуговым сварочным аппаратом;
- с применением фланцевых скреплений происходит монтаж магистральных трубопроводов. Кроме этого, фланцы устанавливают в тех точках трубопроводной системы, в которых расположено ответвление от главного газопровода к дому или квартире.
Виды инструментов для монтажа металлопластиковых труб
Для соединения металлопластиковых труб используют следующие инструменты:
- Труборез или ножницы для резки металлопластика.
- Угловую шлифмашинку (болгарку).
- Трубогиб.
- Строительный фен.
- Ручной пресс, или пресс-клещи.
Болгарка и строительный фен приводятся в действие электродвигателем. Бытовые трубогибы для металлопластиковых труб обычно с ручным приводом. Ручной пресс для обжима имеет несколько разновидностей с разными типами приводов.
Механические
Ручные или механические мини-клещи применяются для обжима водопроводных труб диаметром до 20 мм. Такие применяются для внутренней разводки горячей и холодной воды. Эти инструменты не имеют электропривода или гидроусилителей, для их срабатывания используется мускульная сила человека.
Ручной привод
Ручные трубогибы, самодельные станки Вольнова имеют более сложную конструкцию, чем простые инструменты. Усилие, необходимое для гибки, довольно значительно, и для приведения в действие таких конструкций используются рычаги.
Для обжима металлопластиковых труб отопления (25 мм, иногда 32 мм) используют стандартный ручной пресс для обжима пресс-фитингов. Для усиления мускульной силы человека используют шестеренчатую передачу, она же помогает правильно отрегулировать усилие обжима.
Гидравлические
Для опрессовки трубопроводов большего диаметра (до 32 мм) выпускают гидравлические модели клещей. В одной из рукояток клещей встроен усиливающий гидроцилиндр. При сжимании ручек в гидроцилиндре повышается давление, усилие передается на обжимную головку клещей. Такие клещи достаточно дороги (от 10 000 рублей), они требуют квалифицированного техобслуживания.

Электрогидравлический вариант
Все предыдущие модели используются при монтаже металлопластиковых инженерных систем в небольших объемах. При промышленном строительстве или если вы постоянно монтируете сантехнические системы имеет смысл приобрести мощный электрогидравлический прессовый инструмент. Такое оборудование применяют для монтажа трубопроводов диаметром до 108 мм.
У прессового электрогидравлического инструмента высокая производительность и самое качественное и герметичное обжатие. Аппараты комплектуются насадками для обжима труб разных диаметров. Электрические клещи для ходовых бытовых диаметров до 50 мм могут работать от аккумуляторов.
Металлических
По металлическим трубопроводам перемещают газ, воду, пар, бытовые стоки, иные рабочие среды.
Во время прокладки отдельных участков используют неразъемные соединения:
- сварку;
- резьбу;
- пайку.
К разъемным стыковкам относят
фланцы, сгоны, накидные гайки. Они используются в системах, которые часто демонтируются.
Металлические стояки применяются при прокладке водо- и газопроводов. Для сочленения с помощью резьбы необходимо воспользоваться сгоном, муфтой, контргайкой.
С помощью пайки соединяют медные трубы. Такие сочленения отличаются повышенной надежностью.
Как безрезьбовые виды соединения труб, так и резьбовые, бывают разборного и неразборного типов.
Разве может быть резьбовое приспособление неразборным, скажете вы?
Да, может. Встречаются ситуации, когда 2 трубы соединили резьбой, а потом приварили к неподвижным конструкциям. Это пример скрепления резьбой неразъемного типа.
Муфта с резьбой
Интересным видом сочленения стала стыковка с использованием резьбы двунаправленного типа
. Такое соединение осуществляется резьбовой муфтой при одновременном накручивании ее на оба стояка, если соединяемые трубы имеют разнонаправленные резьбы. Поэтому, перед тем, как сделать резьбовое соединение таких труб, необходимо еще раз убедиться в наличии различной направленности резьбы на стояках.
Главное – нужно выбрать хороший уплотнитель. Можно осуществить герметизацию силиконом. Хотя многие пользуются старым проверенным способом, используя ФУМ-ленту или уплотнительную нить и масляную краску.
Подробное описание каждого способа
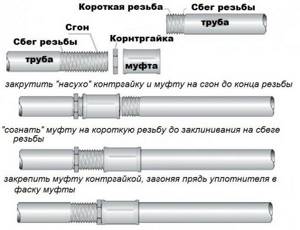
Резьбовое
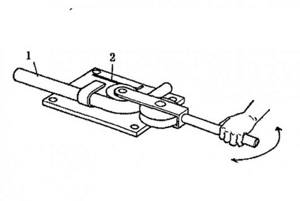
Выполнятся несколькими способами, самый распространенный – сгон.
Выполнить эту работу помогут такие инструменты:
- Трубный, гаечный ключ.
- Муфта с внутренней резьбой.
- Уплотнители для герметизации. Может быть: пеньковая веревка, лента ФУМ или герметик.
- Контргайка.
Две трубы имеют наружную резьбу. Наносим на них герметик. На одной длина резьбы больше чем на другой. Туда где больше витков накручивается гайка, до конца. Потом муфта. Затем накручиваем её на вторую часть, походу скручивая с первой. Когда муфта перестанет накручиваться, подпираем контргайкой
Затягиваем ключами, осторожно, что бы ни лопнула муфта
Фланцы
Для фланцевого стыка потребуется:
- два фланца;
- паронитная прокладка;
- болты, шайбы, гайки;
- ключи;
- ручная дуговая сварка;
- уровень.
Надо приварить фланцы. Не допускать смещения, они должны быть в одной плоскости.
Ловим с помощью уровня горизонталь. Прикручиваем два болта в верхние отверстия. Надеваем деталь на край тубы, так чтобы болты были вверху. Ставим на них уровень и ловим положение пузырька между полосок посередине. Когда поймали, делаем прихватку сваркой на верхней точке. Горизонтальная плоскость готова.
Переставляем уровень, в вертикальное положение, прислонив его к зеркалу фланца. Ловим уровень, слегка регулируя нижний конец фланца который еще не прихвачен. Установив вертикал, поставили вторую прихватку. И затем еще две получив четыре равномерных участка.
Затем сварщик обваривает фланец с двух сторон. Аналогично проделываются манипуляции со второй трубой.
Подклейка
Этот способ в металлических деталях применяется очень редко. Сам процесс не требует особого навыка от человека, но занимает очень много времени.
Для этой работы требуется:
- клей. БФ-2 или 88Н или ЭДП;
- кисточка.
Перед тем как клеить детали сначала наносят первый слой на их поверхности и дают обсохнуть. Этот слой будет скрепляющим. У каждого клея в инструкции написано время сушки. Дальше мажут второй слой и детали укладывают под пресс на сутки и даже более. Все зависит от клея.
После зачистить шов от подтека клея.

Обжимные соединители для стальных труб
Сварка
Сварочный процесс используется практически во всех состыковках металлических труб.
Для того чтобы получить шов применяют такие способы сварки, как:
Газовая сварка служит для получения неразъемных соединений в трубах малого диаметра с минимальной толщиной.
Пост газовой сварки состоит:
- баллона кислорода;
- ацетилена;
- резиновых шлангов;
- горелки.
Контактная сварка мало применяется. Больше этот способ зарекомендовал себя в работе с пластиковыми трубами.
Самый ходовой способ получения неразъемных соединений электродуговая сварка, делится:
- ручную
- полуавтоматическую в среде защитных газов
При строительстве трубопроводов соединения получают только сварочным путем
Важной частью является подготовка стыка к сварке
Труба должна соединяться с другой:
- без переломов и смещений;
- стык должен быть зачищен;
- сделать фаску;
- выставить зазор 1-3 мм.
Необходимое оборудование для сварки:
- электроды;
- источник питания (трансформатор или выпрямитель);
- кабеля;
- средства индивидуальной защиты сварщика спецовка, рукавицы, щеток.
Пайка полиэтиленовых труб встык и с помощью электромуфты
Раструб
Данный вид соединения получил широкое применение в чугунных трубах для нефтегазодобывающей промышленности, жилищно-коммунальном хозяйстве. Один из самых простых вариантов неразъемных стыков.
Основным процессом получения стыка является заделка зазора между раструбом и поверхностью конусной трубы. Для этого используется цементный материал.
Для заделки раструба применяют цемент марки 300—400, который тщательно перемешивают с водой в пропорции девять частей цемента на одну часть воды. Раструб заполняют цементным раствором с помощью совка и начеканивают чеканкой до тех пор, пока последняя не начнет отскакивать от цемента.
Прессование
Этот способ получения неразъемного шва стал нужным при соединениях малого диаметра из цветных металлов. Обычная электродуговая сварка не способна по своим техническим параметрам сварить такие металлы, поэтому в этом случае нашли другой подход.
Для состыковки таких тонкостенных труб цветного металла используют пресс-фитинги с обжимными гильзами. Они выполняют обжим во внутренней части трубы, а наружные уплотнители обеспечивают стыку герметичность.
Оцинкованных
Цинк относится к тем металлам, которые не подвергаются коррозии. Поэтому, лучшей защиты для стальных труб от воздействия влаги – не придумаешь.
Процесс оцинкования предвидит покрытие внутренней и внешней поверхности стояка цинком. Срок эксплуатации такого трубопровода определяется качеством покрытия и толщиной наносимого слоя металла.
Соединяются оцинкованные стояки с помощью резьбы или сварки. Многие считают, что оцинкованные трубы вообще запрещается использовать для прокладки водопроводов. Но это не так. Дело в том, что такие стояки не рекомендуется применять для транспортировки горячей воды.
А вот использование изделий для снабжения дома холодной водой не представляет никакой опасности для человеческого организма. Главное, чтобы питьевым трубопроводом пользовались постоянно, и вода не застаивалась в трубах. Тогда в такой жидкости наличие цинка будет около 5 мг/л, что ниже максимально допустимой концентрации в сутки (норма 12-15 мг/л).
Важно! Степень концентрации цинка можно определить самостоятельно: если показатели наличия цинка повышенные, то вода имеет вяжущий привкус.
Оцинкованный стояк
Используют оцинкованные стояки для прокладки автономного водопровода. С их помощью обустраивают скважины, хотя ГОСТ не предвидит использование таких стояков в качестве обсадной трубы.
Дело в том, что водообмен в скважине – небольшой, что не исключает возможности ухудшения химического состава воды. Плюс к этому, под воздействием грунтовой среды, если стыки ненадежно уплотнены, возможна электрохимическая коррозия.
Поэтому, на вопрос, нужно ли герметизировать резьбовое соединение обсадной трубы
ответ однозначный: да, нужно.
В случае свинчивания стыка пользуются резьбовыми герметиками. К наиболее качественным относятся уплотнители серии РУСМА, надежно герметизирующие и защищающие резьбовые соединения.
Производители и технические характеристики
Итальянские полипропиленовые трубы и фитинги Valtec («Валтек») выпускаются в трех категориях: обычные тонкостенные, армированные стекловолокном и фольгой. При этом производитель заявляет, что фольга содержит 99,4% алюминия. Склеиваются слои между собой при помощи клеевых составов из Японии и США, которые дают прочность прослойки в 70 Н/10 мм при норме 15 Н/10 мм. Фитинги фирма изготавливает из PP-R 100, что является гарантом его долговечности. Есть некоторые конструктивные особенности фитингов Valtec: их раструбы имеют коническую форму, и при сварке не образуется валика расплавленного материала. Еще один нюанс: комбинированные фитинги (с металлической резьбой) имеют восьмигранную наружную форму, что позволяет при работе с ними использовать стандартные ключи.

Полипропиленовые трубы и фитинги Valtec
Немецкая компания Banninger Kunststoff-Produkte GmbH также производит трубы и фитинги из полипропилена марки рандом-сополимер. Это сырье химически нейтрально, позволяет использовать трубопроводы этой фирмы для подачи питьевой воды. При этом стоит помнить, что в Германии приняты самые жесткие нормы безопасности строительных материалов в Европейском союзе. Так что, если немцы готовы использовать их для подачи питьевой воды, то сомневаться в их безопасности не приходиться. Единственным недостатком полипропиленовых труб и фитингов Banninger может стать их далеко немаленькая цена.

Полипропиленовые трубы и фитинги Banninger
Безупречную репутацию имеет продукция чешской фирмы Wavin Ecoplastic. Это именно тот «экопластик», который отличается отличным качеством, а не подделки. До покупки того, что продавцы вам называют «экопластиком» уточните страну происхождения продукции. Если это не Чехия, то перед вами одна из поделок, за качество которой ручаться сложно. Чем же так хороши полипропиленовые трубы и фитинги «Экопластик»? Тем, что производитель гарантирует, что они выдержать 20 атмосфер, а для изготовления использованы только качественные материалы. Экопластик Стаби – армированные фольгой трубы, Экопластик Fiber и Basalt+ армированы базальтовым волокном. Остальные для горячего водоснабжения или отопления непригодны, но для холодной воды очень даже хороши.

Полипропиленовые трубы и фитинги Wavin Ecoplastic
Достаточно хорошие отзывы на форумах имеют полипропиленовые фитинги и трубы турецкой ). Они имеют хорошее качество и невысокие цены. Выпускаются:
- Простая труба PN10 и PN16.
- Со стекловолоконным армированием (fiber) Kalde PN16.
- Суперпайп (superpipe) Kalde – трубы с алюминиевым армированием, но фольга не сплошная, а перфорированная. Потому при сварке не требует зачистки и торцевания. Производитель говорит о том, что при температуре среды не более 70оС, срок службы трубопровода из таких элементов составит 50 лет. Для более горячих сред срок сокращается.
Естественно, для каждого вида труб выпускаются набор фитингов.

Полипропиленовый трубы турецкой фирмы Kalde с перфорированным алюминием
Еще один турецкий производитель – фирма Tebo. Полипропиленовые трубы и фитинги этой марки изготавливаются из стойкого нового полимера Polypropylene Random Copolymer («Рандом сополимер» PPR тип 3)
Эта фирма большое внимание уделяет сертификации: имеются документы соответствия ГОСТ, DIN и TSE. Диаметр изделий от 20 до 160мм, виды продукции — PN10, PN20, PN25
Для армирования используется цельная фольга, потому зачистка при сварке труб PN25 обязательна.

Полипропиленовые трубы и фитинги Tebo
Присутствует на рынке еще одна турецкая компания SPK. Ее продукция имеет достаточно высокое качество, а цены на некоторые изделия на 50% ниже чем у европейских производителей. При этом используется сырье из Голландии, а оборудование на заводах – немецкое. Качество труб и фитингов SPK высокое: они переносят эксплуатацию в условиях Сибири, что является достаточно веским доводом в пользу этой кампании.

Полипропиленовые трубы и фитинги SPK
Это далеко не все производители, но наиболее часто используемые и имеющие достойное качество.
Металлопластиковых
Старые металлические трубы, служившие долгое время, обычно заменяют металлопластиковыми. Такая замена связана с наличием ряда положительных характеристик, которыми владеет металлопластик в сравнении с другими материалами.
Он отличается:
- долгим сроком эксплуатации;
- простотой монтажа;
- надежностью и прочностью;
- невысокой стоимостью;
- возможностью функционировать в широком температурном диапазоне: от -8⁰С до +95⁰С, что представляет возможность применять его для систем отопления.
Металлопластиковые стояки могут сочленяться:
- с использованием компрессионных фитингов;
- с помощью пресс-фитингов.
Перед выполнением стыковки, необходимо выполнить чертеж размещения стояков, сантехнических устройств, контролирующих приборов.
Потом нужно сделать точные замеры и отрезать необходимые куски трубы, разложить их вдоль будущего трубопровода. Чтобы на торцах не оставались заусеницы и шероховатости, заточенным сверлом или круглым напильником зачистить торцы. Калибровщиком выровнять деформированные края и труба готова к монтажу.
Популярные производители и модели
Изделия бренда Banninger
Одними из самых популярных производителей фитингов считаются немцы. Сюда можно отнести фирмы:
- Banninger – это трубы и соединения из экологически чистых материалов, не меняющих вкус воды и ее химические свойства. Все изделия обладают необходимой прочностью и легкостью, не ржавеют и не засоряются при эксплуатации, не передают вибрацию и не рвутся при замерзании.
- Aquatherm – немецкое качество и полное соответствие сертификатам. Соединения этой фирмы имеют широкий спектр применения, их можно использовать в отоплении, любом водоснабжении и даже в судостроении.
- Wefatherm – трубы и соединения полностью удовлетворяют всем требованиям, которые предъявляются к трубопроводам самого разного назначения. Данная компания производит изделия из материалов нового поколения, например, полипропилен, армированный стекловолокном. Такие трубы и фитинги имеют минимальное температурное расширение, при сборке не нужно делать зачистку (снижает стоимость монтажа).
- Экопластик – это чешская компания, являющая собой стандарт качества. Ее продукция не уступает немецкой, а цены значительно ниже. Заявленный срок эксплуатации труб и фитингов – 50 лет.
- ТЕВО – турецкий производитель продукции из полипропилена, не первый год соперничают на рынке с чехами и даже немцами. Большой ассортимент трубопроката и соединений к нему.
- BLUE OCEAN и Dyzain – китайцы на рынке полипропиленовых изделий. В целом у производителей из этой страны качество не слишком высокое, но именно эти два зарекомендовали себя хорошо. Их товары обладают необходимыми характеристиками. Особенным преимуществом является невысокая стоимость. Среди минусов отмечаются некоторые затруднения при монтаже.
- PRO AQUA, RBK, Santrade, Heisskraft, Политек – отечественные производители полипропиленовых изделий, по качествам не уступающие иностранцам. Основное преимущество российских фирм – только их изделия могут выносить давление в 70 Атм, соответственно, они будут иметь самый продолжительный период эксплуатации.
Пвх
Статистика утверждает, что при ремонте инженерных сетей около 75% старых стояков меняются на пвх (поливинилхлоридные) трубы. Прокладка новых коммуникаций также чаще всего осуществляется с использованием пвх стояков. Почему так растет их популярность?
Дело в том, что:
- монтаж магистрали можно выполнить своими руками. Этот факт выгодно отличает стояки от подобных изделий с других материалов;
- их стоимость – достаточно бюджетная, что помогает сэкономить значительные средства;
- изделия – прочны и надежны;
- конструкции отличаются устойчивостью к коррозионным процессам, что содействует длительному сроку эксплуатации.
Стыковать трубы пвх можно с помощью:
- раструбов. Этим способом соединяют канализационные стояки, а в роли уплотнителя выступают резиновые кольца. Их можно смазать анаэробным герметиком, что значительно усилит процесс герметизации;
- фланцев. Такое скрепление незаменимо при наличии трубопроводов, которые подвергаются разборке, связанной с частыми периодическими профилактическими работами. Это относится к магистралям временного типа, к трубопроводам, которые часто переносятся;
- сварки терморезисторного типа, которой пользуются при стыковке труб диаметрами от 20 мм и больше. Кроме этого, часто применяют холодную сварку (клеевое соединение). Процедура осуществляется с помощью специального клея, который кисточкой следует нанести на всю длину внутренней поверхности фитинга и по окружности трубы.
Важно! Перед проведением холодного сваривания необходимо с торцов склеивающихся стояков снять фаску под углом 15 градусов. Для осуществления процедуры пользуются фасочными резцами.
Технология использования пресс-фитингов
Соединение медных или труб из сшитого полиэтилена требует наличия следующего инструмента:
- ножницы для резки пластиковых труб (стальные изделия нарезаются с помощью болгарки);
- фаскосниматель;
- калибратор;
- рулетка, маркер;
- пресс-клещи под соответствующий профиль фитинга.
Пресс-клещи рационально использовать для соединения труб малого диаметра (до 26 мм), для обжима изделий больших размеров требуется инструмент с электроприводом – пресс-пистолет, с применением которого опрессовка фитинга занимает не более 5 секунд. Также без пресс-пистолета не обойтись если вы будете работать над соединением стальных трубопроводов, обжим которых требует повышенных усилий.
Монтаж труб из сшитого полиэтилена выполняется по следующему алгоритму:
- С помощью трубореза труба обрезается под прямым углом к своей оси (от точности среза непосредственно зависит герметичность соединения – торцевая часть трубы должна плотно прилегать к корпусу фитинга).
- На срезе трубы посредством фаскоснимателя нарезается внутренняя фаска. Овальность торца, образовавшаяся при нарезке, удаляется калибратором.
- На трубе размещается обжимная гильза фитинга, после чего труба до упора насаживается на штуцер.
- Используя клещи либо пресс-пистолет выполняется обжим гильзы.

Обжим пресс-фитинга
Если монтаж выполнен правильно, после обжима на гильзе образуются ярко выраженные кольца, которые свидетельствуют о герметичности соединения. Учитывайте, что обжим фитинга можно выполнять только один раз, если соединение имеет дефект, необходимо отрезать часть трубы, на которой закреплен пресс-фитинг, и повторить монтаж с применением нового изделия.
Особенности выбора и обзор производителей
Пресс-фитинги на рынок поставляются достаточно большим количеством производителей, они представлены в ассортименте каждой компании, реализующей трубы из сшитого полиэтилена и металлопластиковые изделия. Изучив отзывы потребителей и мнения профильных специалистов, мы выделим две фирмы – Henco и Tiemme.
Henco – бельгийская компания, один из лидеров рынка. Фирма производит пресс-фитинги двух видов – Henco PK и Henco PG. Серия PG представлена стандартными изделиями из латуни, обработанной защитным оцинкованным покрытием, тогда как пресс-фитинги PK имеют полимерный корпус из ПВДФ (поливинилденфторида). Фитинги от Henco выпускаются под трубопроводы из сшитого полиэтилена диаметром 16, 20, 26, 32 и 40 мм.
Латунные изделия могут эксплуатироваться в системах горячего водоснабжения и отопления (температурный максимум +115), тогда как пресс-фитинги из ПВДФ предназначены для трубопроводов подачи холодной воды.
Tiemme – итальянский производитель, в ассортименте которого представлены пресс-фитинги следующих серий:
- Tiemme Cobra – линейка фитингов для труб из сшитого полиэтилена;
- Tiemme 1650- пресс-фитинг для армированных металлопластиковых труб;
- Tiemme 2670 – пресс-фитинги для трубопроводов из металлопластика транспортирующих газ.
Корпус фитингов Tiemme изготавливается из латуни, гайка для обжима – из нержавеющей стали. Температурный максимум изделий составляет +95(кратковременная температура +110), они выдерживают давление до 16 Бар. Диаметры – от 15 до 63 мм.
Выбирая пресс-фитинги остерегайтесь подделок, которых на рынке достаточно много – обращайте внимание на вес (латунные фитинги массивны, низкий вес свидетельствует о том, что за латунь выдается какой-либо дешевый сплав), толщину гильзы для обжима и маркировку (буквы должны быть выгравированы, а не нанесены краской). Инструмент для монтажа фитингов – пресс-клещи также представлены в ассортименте данных компаний
Клещи от Henco (в комплекте идут насадки под пресс-фитинги диаметром 16 и 20 мм) обойдутся вам в 15 тысяч, от Tiemme – 14 тыс. рублей. Однако клещи от итальянской компании предназначены для использования с пресс-пистолетами, тогда как инструмент от Henco применяется для ручного обжима
Инструмент для монтажа фитингов – пресс-клещи также представлены в ассортименте данных компаний. Клещи от Henco (в комплекте идут насадки под пресс-фитинги диаметром 16 и 20 мм) обойдутся вам в 15 тысяч, от Tiemme – 14 тыс. рублей. Однако клещи от итальянской компании предназначены для использования с пресс-пистолетами, тогда как инструмент от Henco применяется для ручного обжима.
Полипропиленовых
Стояки диаметром меньше 63 мм скрепляются с применением раструбной или муфтовой сварки. Для этого используют дополнительный элемент – муфту. Для резьбовой или иной стыковки стояков применяют фитинги с раструбами.
В случае сочленения стояков 63 мм в диаметре и выше применяют стыковой тип сварки. Если же в наличии соответствующие фитинги, то можно воспользоваться муфтовой сваркой. Когда же нужно, чтобы скрепление было разборным, применяют фланцы.
С помощью специального сварочного аппарата и насадкам к нему можно надежно, быстро соединить полипропиленовые или полиэтиленовые трубы. Используя такое приспособление, скрепляют стояки диаметром 16-40 мм. Для покрытия насадок используют антипригарный тифлон, что представляет возможным осуществлять стыковку самого высокого качества.
Классификация фитингов
Полипропиленовые трубы и соединительные элементы создаются из материалов с разным составом. Поэтому они отличаются тепловой устойчивостью. Это свойство материала влияет на классификацию и маркировку фитингов и труб.
Маркировка

ПП трубы и фитинги
Трубопроводные ПП детали изготавливаются из следующего сырья:
- Гомопропилен — обозначается аббревиатурой ППГ, а изделия из него маркируются РРН или РР-1.
- Рандом-сополимер или статический сополимер полипропилена — сокращенно ППР, при маркировке труб и фитингов используются обозначения: РР-3, PPRC, PPCR.
- Блок-сополимер (ППВ) — для маркировки ПП трубопроводных элементов применяются аббревиатуры: РРВ, РР-С, РР-2.
- Полифенилсульфид (ПФС) — трубные детали из него маркируются (PPS).
В состав материала ППГ входят модифицирующие добавки, увеличивающие ударную прочность ПП изделий. Кроме того, нуклеаторы, антипирены и вещества, уменьшающие статическую электризацию.
Из гомопропилена изготавливают трубы и фитинги для наружных сетей холодного водоснабжения, водоотводящих и вентиляционных систем. Из изделий не создаются отопительные контуры зданий, потому что они характеризуются низкой температурой плавления.
Трубные детали из ППГ чаще изготавливаются большого диаметра. Поэтому используются в водоотводящих и канализационных систем промышленного назначения.
Структура
Материал ППР отличается кристаллической структурой молекул. Изделия из рандома-сополимера выдерживают удары и температуру от -170°C до +1400°C.
Трубная продукция из этого сырья производится с диаметром 16-110 мм. Применяется при монтаже отопительных, канализационных и водопроводных систем в быту и на промышленных объектах.
Материал ППВ отличается структурой, состоящей из точно упорядочных микромолекул гомополимера, образующих блоки. Продукция из блок-сополимера характеризуется большой стойкостью перед ударами и высокими температурами.
Поэтому из нее изготавливают системы отопления в частных домах и квартирах. Контуры ГВС и ХВС.
Полифенилсульфид отличается молекулярной структурой и относится к полимерам высокого класса. В результате, они характеризуются отличной износостойкостью, устойчивостью перед нагревом и большими нагрузками.
Трубы и фитинги из ПФС создаются диаметром 20-1200 мм для водоснабжения, вентиляции и отопления. ПП изделия отличаются друг от друга также характеристикой MRS — минимальная длительность прочности.
Показатель учитывает толщину стенок и позволяет подобрать продукцию по наибольшему давлению в сети. Следовательно, обеспечит надежную эксплуатацию системы в течение 50 лет при перемещении воды с температурой 20°C.
Максимально допустимое давление обозначается буквами PN вместе с цифрами. Так, трубные элементы PN10 способны выдержать наибольшую нагрузку давлением в 10 бар, а PN16 — 16 бар.
Пластиковых
Электромуфтовая сварка
Стыковку пластиковых труб осуществляют, пользуясь:
- диффузной сваркой;
- резьбой;
- фланцами;
- клеем;
- фитингами;
- электромуфтовой сваркой.
При монтировании канализации из пластиковых труб они могут соединяться в раструб. Соединение достаточно эффективное при использовании в трубопроводах низкого давления, каким является вышеуказанная канализационная система.
Отличный вариант скрепления пластиковых труб – холодная сварка. Сущность ее воздействия на соединяющиеся стояки состоит в том, что клей растворяет верхнюю часть пластика трубы, обеспечивая, таким образом, сцепление стояков на молекулярном уровне. Просто, качественно, надежно.
Эффективным и относительно недорогим способом сочленения труб из пластика является фитинговое соединение. Если нужно скрепить пластиковые трубы с металлическими, то проще всего можно это сделать с применением фитингового сочленения.
При цанговом скреплении используют фитинги обжимного типа. Стык при этом формируется в том месте, где зубцы металлического стояка врезаются в элемент магистрали.
Компрессионные фитинги
При собственноручном монтаже системы водоснабжения предпочтительно использование компрессионных изделий, поскольку их монтаж не требует применения специального инструмента. Соединение в данном случае осуществляется за счет обжатия стенок, зафиксированных на штуцере фитинга, накидной гайкой.
Конструкций компрессионного соединителя состоит из следующих составляющих:
- корпуса;
- штуцера — опорной втулки. на которую насаживается РЕХ труба;
- обжимного кольца, выступающего в качестве уплотнительного элемента;
- накидной гайки.
Схема конструкции компрессионного фитинга
Корпус, штуцер и гайка изготавливаются из латуни — устойчивого к коррозии металла. уплотнительное кольцо — из EPDM (синтетического каучука). Качественные компрессионные изделия выдерживают давление циркулирующей по трубопроводе жидкости в 25 Бар.
Соединение компрессионным фитингом является обслуживанием — в случае необходимости вы сможете устранить возникшие протечки подтягиванием накидной гайки, однако учитывайте, что соединенный компрессией трубопровод нельзя замоноличивать внутрь бетонных стен и перекрытий, поскольку даже при идеально выполненном монтаже фитинга потребность в его обслуживании возникнет спустя 4-5 лет эксплуатации системы.
Технология монтажа компрессионного фитинга:
- Выполняется нарезка трубы, с кромки фаскоснимателем удаляются заусеницы и калибратором устраняется возникшая при резке овальность.
- Надевается обжимное кольцо и накидная гайка, кольцо размещается на расстоянии 1 см от среза.
- Труба насаживается на штуцер (до упора), гайка накручивается вручную, после чего дотягивается с помощью рожкового либо разводного ключа.
Установка компрессионного фитинга
Пресс-фитинги
Прессовый фитинг состоит их корпуса, штуцера и обжимной гильзы. Для его монтажа вам потребуется использовать пресс-клещи, приобрести которые можно за 3-5 тыс. рублей, с насадкой, подобранной в соответствии с профилем гильзы. Не существует универсальных фитингов, которые можно обжимать любыми клещами — у каждого производителя свой стандарт.
Соединение труб из сшитого полиэтилена пресс-фитингами не является обслуживаемым, при появлении протечек вам потребуется полностью заменить проблемный участок, однако опрессованный стык имеет максимальную надежность и долговечность — при соблюдении режима температуры и давления, указанного производителем РЕХ труб, он прослужит не менее 30 лет .
Монтаж прессовых фитингов выполняется по следующему алгоритму:
- Обрезка трубы, очистка кромок от заусеницы и устранение овальности калибратором.
- Насаживание трубы на штуцер фитинга.
- Опрессовка обжимной гильзы клещами — ручки инструмента сводятся до упора.
О качестве выполненного соединения свидетельствует появление на гильзе двух ярко выраженных колец.
Сварные фитинги
Наиболее надежным и долговечным способом соединения изделий из сшитого полиэтилена является метод высокотемпературной спайки, для выполнения которого применяются фитинги из того же материала, что и основная часть трубопровода.
Суть метода заключается в расплавлении стенок соединяющихся конструкций и их последующей стыковки, в результате чего происходит диффузия материалов, обеспечивающая после отвердевания монолитное соединение, устойчивое к высокому давлению и образованию протечек.
Сварные фитинги для полиэтиленовых труб могут быть литыми либо сегментными. Отличия между ними заключаются в том, что литые конструкции не имеют соединительных швов, тогда как сегментные фитинги изготавливаются посредством заводской спайки отдельных отрезков труб, ввиду чего они имеют меньшую прочность и, при этом, более низкую цену.
Для спайки РЕХ труб необходим специальный паяльник, оборудованный насадками размером соответствующим диаметру труб, с которыми вы работаете. Стоимость такого паяльника варьируется в пределах 2-10 тыс. рублей, в комплекте идут насадки под трубы диаметром 16, 20, 25 и 32 мм, при необходимости насадки большего размера можно докупить отдельно.
Соединение полиэтиленовых труб методом спайки
Технология спайки полиэтиленовых трубопроводов:
- Труба обрезается, калибруется и очищается от заусениц.
- На паяльник устанавливаются насадки требуемого диаметра.
- Инструмент разогревается до температуры 220 градусов.
- Труба и фитинг одеваются на насадки и выдерживается время нагрева, которое зависит от диаметра и толщины стенок труб: для 16 и 20 мм — 5 сек, 25 мм — 7 сек, 32 мм — 8 сек, 40 мм — 12 сек.
- Изделия снимаются с насадок и стыкуются между собой. Время охлаждения соединения — 2 минуты.
ПЭ трубы больших диаметров (свыше 60 мм) свариваются встык, без применения фасонных конструкций.
Бурильных и трубопроводов высокого давления
С помощью бурильных труб:
- поднимают породоразрушающий инструмент;
- передается вращение;
- происходит передача осевых нагрузок на инструмент;
- подводится промывочная жидкость.
Поэтому, нагрузка на такую конструкцию – достаточно велика. Соединение бурильных стояков осуществляется бурильными замками, которые имеют специальную замковую резьбу.

Чтобы конструкция была более прочной, эксплуатировалась на протяжении длительного времени, для защиты замковых резьб используют консистентную антикоррозионную смазку. Также резьбу защищают способом наложения на соединительные места предохранительных элементов из металла.
Одной из наиболее сложных технологических операций является процесс проектирования и монтажа трубопроводов высокого давления. Специфика функционирования не допускает возможности перебоев в работе трубопровода. В противном случае может возникнуть аварийная ситуация. Поэтому, должны быть надежными скрепления стояков с использованием качественного уплотнения резьбовых соединений.
Трубопроводами высокого давления можно перемещать на большие расстояния газ, пар, жидкости. Давление в транспортирующей системе может достигать 25 атм и выше.
Для прокладки магистралей используют трубы из стали (углеродистой и легированной), меди, пластика (в основном, полиэтилена). Скрепление труб между собой может быть разъемного и неразъемного типов.
Важно! Монтируя трубопровод высокого давления, нужно стремиться к минимальному количеству соединений разъемного типа. Связано это с необходимостью повышенной безопасности при транспортировке рабочей среды.
Достаточно надежными скреплениями неразъемного типа по праву считаются:
- шовная сварка;
- сварка способом плавления;
- пайка.
Тонкости установки обжимной муфты
В ситуации, когда резьба на трубе сгнила, а нарезать ее нецелесообразно, универсальным решением станет установка обжимной муфты.

Установка обжимной муфты – беспроигрышный вариант в ситуации, когда нужно состыковать трубы или подключить оборудование, не задействуя резьбу
Чтобы корректно установить обжимной фитинг, монтаж выполняют в такой очередности:
- Подлежащий соединению срез трубы зачищают от заусениц, обрабатывая как наружную поверхность изделия, так и внутреннюю.
- Конец трубы вставляют в корпус фитинга располагая его таким образом, чтобы центральная часть муфты строго соответствовала стыку.
- На трубу натягивают обжимное кольцо.
- На полученный сегмент надевают обжимную гайку. Двигаясь по резьбе, гайка будет вдавливать обжимное кольцо в трубу, создавая герметичное соединение.
При закручивании гайки не стоит прилагать чрезмерных усилий. В противном случае гайка передавит соединение или просто лопнет.
Резьбовой герметик и герметизация
В местах, где соединяются элементы трубопровода может протекать жидкость, выходить газ. Чтобы обезопасить себя от таких ситуаций, осуществляют герметизацию резьбовых соединений труб резьбовым герметиком. Средство может быть различным на вид, но предназначение его одно – герметизировать стыки.
Тефлоновая лента
Среди множества уплотнительных материалов можно выделить:
- тефлоновую ленту, котора является самым простым герметиком;
- мастику или суриковую краску в комплексе с паклей. Этим уплотнителем пользуются несколько десятков лет, актуален он и сегодня;
- герметики, в состав которых входят специальные растворители.
Важно! Выбирайте качественный уплотнитель, который обеспечит надежное резьбовое соединение, что особенно важно при прокладке газовых труб.
Применяют также однокомпонентную пасту, с помощью которой можно легко добиться надежного уплотнения не только резьбовых, но и других типов скреплений арматуры и стояков.
Важно! Работы с данным уплотнителем сопровождаются быстротой монтажа и максимальной аккуратностью. Вещество не поддается усадке и не загрязняет внутреннюю полость стояков.
Большое преимущество материала в сравнении с тефлоном или паклей, состоит в том, что с помощью пасты происходит идеальное заполнение минимальных зазоров или трещин в системе, что обеспечивает абсолютную герметичность. Этого нельзя сказать о тефлоновой ленте, которая может разрушиться при динамических нагрузках и загрязнить внутреннее трубное пространство.
Работа с паклей сопровождается некоторыми неудобствами в виде загрязнений стояков, пола. Кроме того, она отличается сильной ползучестью, усадкой.
Преимущества и недостатки каждого способа
Резьба
Преимущества:
- надежность;
- удобство сборки, возможность разборки;
- малая стоимость.
Недостатки:
- напряжение во впадинах резьбы, повышает усталость материала, снижая его прочность;
- необходимость применения средств стопорения, для предотвращения откручивания рабочего элемента.
Фланцы
Достоинства:
простота и удобство многоразового соединения и разъединения.
Отрицательные свойства:
- большая трудоемкость при изготовлении, следовательно, высока цена;
- при длительной эксплуатации снижение места его соединения, потеря герметичности.
Подклейка
К плюсам этого способа можно отнести его не трудоемкий процесс, не требующий больших умений и усилий.
Но ожидание склеивания иногда достигает трех суток, что не всегда удобно.
Такой вид соединения нельзя отнести к надежным способам.
Сварка
Преимущества:
- надежность;
- долговечность;
- герметичность;
- возможность соединения деталей любых форм.
Недостатки:
- возникновение остаточных напряжений;
- возможность изменения геометрии;
- риск разрушения при вибрационных и ударных нагрузках.
Раструб
В сравнении со всеми видами раструбные имеют преимущество в низкой стоимости возможности небольших осевых и боковых перемещениях трубы, что очень полезно при температурных изменениях и усадки почвы.
Отрицательный показатель заключен в трудности разъема соединения и недостаточной надежности при повышенном давлении.
Прессование
Общим положительным фактором является отличное самоцентрирование стыкуемых деталей, устойчивое состояние при ударных нагрузках. Простотой и не трудоемкий процесс.
Не поддаются обратной разборке или смещению друг друга. Вот несколько недостатков этого способа.
Способы соединения металлических труб
Соединительные муфты
При ремонте газо- и водопроводных систем или прокладке новых возникает вопрос: чем лучше соединять стояки и герметизировать появившиеся стыки.
Если речь идет о разъемных соединениях, то лучше всего стыковку стояков осуществлять с помощью соединительных муфт. Их можно использовать как в форме соединительных деталей, так и в роли переходников, если линейные размеры, в том числе, диаметры резьбовых соединений труб – разные.
Важно! Выбирая фитинг, помните, что трубы и муфты должны изготавливаться из одного и того же материала.
Соединительные муфты отличаются:
- надежностью;
- доступностью и широтой ассортимента;
- быстротой, легкостью сборки и разборки;
- невысокой стоимостью.
В зависимости от разновидностей стояков, производятся аналогичные соединительные фитинги. Таким же способом подбирается герметик. Если металлические фитинги чаще всего уплотняют паклей с масляной краской, то для пластиковых деталей лучше всего подходит ФУМ-лента и синтетический герметик, в частности анаэробный уплотнитель.
Варианты выкладки отопительного трубопровода в доме

Различается два типа укладки – открытый и скрытый. Открытая сеть устанавливается по низу стен, закрытая может быть утоплена в стяжку пола. Выбор способа зависит от требований хозяина, умения мастера. При соблюдении технологии укладки параметры работоспособности сети не снижаются.
Но есть нюансы, которые надо предварительно решить:
- Техника выкладки зависит от материала труб для контура. Например, элементы из стали имеют минимальный показатель теплового расширения. Это свойство позволяет без особого риска утапливать контур в стяжку, муровать в стены. Риск протечки из-за деформации или разрыва минимальный. Контур из металлопластика обладает значительным линейным расширением, поэтому такие трубы лучше не прятать в стенах и полу.
- Качественная изоляция трубопровода снизит теплопотери. Обмотка предупредит риск порыва стенок контура в случае сильного линейного расширения.
Чаще всего мастера выбирают открытый вариант выкладки. Но только в том случае, когда речь не идет о контурах теплого пола.
Скрытая укладка

Трубопровод выкладывается в стенах, полу или поднимается под потолок с обустройством за подвесной или подшивной отделкой. Удобнее всего заниматься работами по скрытой выкладке при капитальном ремонте или на этапе строительства объекта.
Особенности формирования контуров скрытого типа:
- минимальное количество стыков, поворотов, загибов – такие сети меньше подвергаются риску деформации, протечки;
- доступность зон соединений для проверки, профилактического обслуживания;
- старые трубы отопления в стяжку пола прятать нельзя.
Чтобы не забыть все детали обустройства, рекомендуется составлять подробный технический план системы отопления. Такая схема поможет быстро отыскать узел отключения магистрали, если трубы отопления в стяжке пола дали течь.
Открытая выкладка
Прокладка труб отопления открытым способом – самый простой и доступный вариант для домашнего мастера. Тут не имеет значения сложность схемы или количество поворотов – при правильном подборе сечения работоспособность не снижается.
К дополнительным преимуществам открытой сети относят:
- Невысокую стоимость работ. Благодаря отсутствию дополнительных гильз и прочих элементов затраты не будут такими внушительными.
- Возможность быстрого подновления, ремонта. Все детали остаются на виду, реставрация не отнимет много времени.
Особенности соединения профильных труб
Профильные трубы обладают хорошей прочностью и относительно небольшим весом, поэтому они часто используются для монтажа каркасных конструкций, а также в других строительных целях.
По форме профильные трубы могут быть:
- прямоугольные (наиболее распространённая форма);
- квадратные;
- овоидные (овальные);
- другие (более сложные формы).

Наиболее надежный способ создания конструкций из профильных труб — это крепление их при помощи сварки
Для соединения квадратных труб, как правило, используют электродуговую сварку. А также существуют специальные соединения, которые реализуются с помощью болтов и заклёпок. Стыковка квадратных и прямоугольных труб производится одними и теми же способами.
Кроме этого, к таким трубам можно стыковать различные детали. Такая стыковка проводится с использованием самонарезающих шурупов. Данные элементы не требуют выполнения предварительных отверстий.
Монтаж отопления своими руками пошагово
В тех домах, которые эксплуатировались много лет без проведения ремонта системы отопления, трубы и радиаторы забились самыми разнообразными отложениями. В связи с этим эффективность отопления в значительной мере снизилась, что привело к ухудшению комфортности проживания. Поэтому сегодня для тех, кто проживает в таких домах какой-либо ремонт начинается с замены радиаторов и труб, или же с полной модернизации системы в целом. Кроме этого очень часто владельцы квартир в новостройках предпочитают вносить определенные изменения в систему отопления для повышения качества отопления.
Модернизация системы отопления довольно сложное и трудоемкое мероприятие, требующее ответственного подхода. Поэтому в большинстве случаев владельцы квартир предпочитают доверить выполнение всех работ профессионалам. Но среди них есть и те, которые готовы освоить технологию и произвести модернизацию системы отопления самостоятельно.
В любом из случаев порядок действий следующий:
- Согласование проведения работ с ЖЕКом, который обеспечит сброс воды в системе и ее перекрывание;
- Согласование с соседями время проведения работ связанных с заменой стояков ниже и выше перекрытий;
- Демонтаж компонентов старой системы отопления;
- Навешивание радиаторов в предусмотренных местах;
- Нарезка резьбы на стояках;
- Сборка трубопроводов и подключение радиаторов;
- Тестирование системы.
Монтаж радиаторов
Чаще всего модернизацию отопительной системы проводят с помощью полипропиленовых труб. И главные вопросы при этом всегда связаны с монтажом радиаторов.
Не зависимо от того, какой тип радиатора планируется устанавливать, вначале необходимо подготовить место для его монтажа. Как правило отопительные батареи устанавливают под окнами для обеспечения качественной конвекции воздуха.
Если наружные стены были утеплены с помощью теплоизолятора, установленного на металлическом каркасе, то толщина стен существенно увеличилась. Поэтому необходимо точно определить расстояние от несущего основания, на котором будет располагаться батарея. Всегда возникают сложности при закреплении радиатора на гипсокартоне, особенно в случае навешивания чугунных радиаторов. В связи с этим лучше предварительно подготовить основание для навешивания радиаторов, то есть обшить стену специальным каркасом. А в случае, если стены штукатурятся с нуля и выравниваются, следует установить маяки.
Если на стене имеется каркас, то в местах монтажа кронштейнов следует организовать вставки с OSB или фанеры
толщиной приблизительно
25 мм
, которые входят во внутрь
UD-профиля
и их нижняя часть опирается на пол. Для навешивания каждого радиатора понадобится 2 или 3 таких вставки, в случае если будет использоваться 4 или 6 кронштейнов соответственно. Как правило,
6 кронштейнов
используется для навешивания
чугунных радиаторов
, которые имеют
более 10 секций
.
После проведения предварительных операций, связанных с подготовкой основания для навешивания радиаторов, необходимо выполнить разметку для крепежных кронштейнов. Для этого радиатор устанавливается в проектное положение на временной подставке, после чего выравнивается с помощью уровней. Как правило, его размещают по центру оконного проема на расстоянии 10-15 см от чистового пола и 10 см от подоконника
. Далее в отмеченных местах с помощью перфоратора выполняются отверстия для кронштейнов. Крепежные кронштейны вкручиваются таким образом, чтобы между стеной и задней поверхностью радиатора оставался
зазор 3-4 см
.
Применение пробок для обвязки устанавливаемого радиатора
Как правило, все отопительные радиаторы продаются с четырьмя открытыми входными отверстиями, по паре на каждой стороне. Это связано с тем, что при монтаже могут применяться разные способы подключения отопительных приборов, а именно:
- Одностороннее;
- Нижнее;
- Перекрестное;
- Однотрубное.
Поэтому в процессе установки радиаторов некоторые из входов закрываются заглушками, а другие проходными пробками с резьбой ½ или ¾ дюйма. Процедура обвязки радиатора одна из самых ответственных работ, так как очень часто на некачественных резьбовых соединениях возникают течи.
Чаще всего, при обустройстве системы отопления в квартирах применяется одностороннее подключение батарей
, которое считается наиболее эффективным. Этот вариант предусматривает подачу теплоносителя сверху радиатора, а обратка организовывается с той же стороны снизу батареи отопления. На противоположной стороне наверху радиатора
устанавливается кран Маевского
для обеспечения сброса воздуха, а нижний вход закрывается заглушкой.
На примере вышеописанного способа подключения радиатора становится понятным, что для монтажа батареи необходимо приобрести комплект, состоящий из четырех пробок
: трех проходных и одной глухой. Пробки различаются по направлению резьбы и выбираются в соответствии с резьбой на входах радиатора. Кроме этого они могут быть
диаметром ½ или ¾ дюйма
. Для двадцатой трубы следует выбирать полудюймовые пробки, а если подвод осуществляется 25 -й трубой, когда обустраивается однотрубная система отопления и радиатор является составляющей стояка, следует брать пробки ¾ дюйма.
Помните, что не следует применять
при закручивании пробок
никаких герметизирующих прокладок
, а сами пробки вкручиваются с заметным усилием. При этом необходимо тщательно очистить даже новые радиаторы от каких-либо наплывов краски, ржавчины или окалины.
Установка кранов на радиатор
После установки проходных пробок в них монтируется запорная и регулирующая арматура
. Это могут быть обычные шаровые краны. Для возможности ручной регулировки потока теплоносителя можно установить радиаторные краны, а для автоматической регулировки используются специальные краны с термоголовками.
Наиболее часто применяются, так называемые, краны-американки с накидными гайками
, они позволяют быстро и просто перекрыть воду, а также снять радиатор при необходимости. Они создают удобство, когда в процессе ремонта батареи навешиваются на черновую стену, которая в дальнейшем будет штукатуриться ,шпаклеваться и т. п. Достоинство крана-американки заключается в том, что он может использоваться многократно, независимо от применяемого типа прокладки, так как герметизация осуществляется исключительно за счет металлических деталей конусного вида. Бывают угловые и прямые краны, и какой из них устанавливать зависит от того, откуда к радиатору подходят входные трубы.
Для установки крана-американки в проходную пробку радиатора используется специальный ключ
. Он вставляется в патрубок крана и может иметь сечение любой формы, главное при этом правильно подобрать его размер. Если внутри крана имеется пара выступов, то придется подбирать профиль ключа для лучшего зацепа. Иногда для установки крана используются губки разводного ключа или пассатижей.
Соединение проходной пробки с патрубком крана-американки обязательно дополнительно герметизируется подмоткой. Причем ФУМ лента подходит только, если резьба выполнена качественно, на ней отсутствуют какие-либо острые углы и имеется специальная насечка, препятствующая прокручиванию герметизирующего материала. В большинстве случаев рекомендуется применять для герметизации соединения пряди импортного льна и уплотнительную пасту UNIPAK
.
Предварительно необходимо проверить резьбы крана и проходной пробки на совместимость, соединив их для этого без герметизатора. Это также поможет определить необходимую толщину подмотки. Ведь лишняя толщина может привести к возникновению трещин и различных деформаций тонкостенных деталей. А тонкий слой может стать причиной протечки.
Герметизация резьбы проводится в противоположном направлении к направлению резьбы на патрубке крана. Льняные волокна плотно наматываются от начала наружного края, при этом необходимо исключить их прокручивание, плотно прижимая каждый предыдущий слой. Заполнив резьбу на всю глубину подмоткой, следует смазать ее пастой и вкрутить деталь на место.
Если применяются металлические шаровые краны, то на них прикручиваются резьбовые муфты для обеспечения перехода на полипропилен. И в этом случае также используется подмотка. Кран Маевсеого оснащен резиновой прокладкой, поэтому не требует герметизации.
После завершения паковки, радиатор навешивается в определенное место.
Монтаж подводящего трубопровода
Существуют две широко применяемых системы отопления:
- Однотрубная;
- Двухтрубная.
Выполняя замену радиаторов и труб в отдельно взятой квартире, не следует вносить изменений в работающую схему отопления, чтобы исключить возникновение каких-либо проблем с поставщиком теплоэнергии или соседями.
В типовых квартирах, построенных в советское время, чаще всего, обустраивалась однотрубная система отопления
. Этот вариант предусматривает подачу горячей воды сверху вниз по стояку, от которого посредством тройников, крестовин или «вразрыв» запитываются радиаторы, установленные последовательно. Как правило, в каждой комнате квартиры проходит отдельный стояк. Основным минусом такой системы отопления является то, что практически невозможно регулировать температуру отопительных приборов. Кроме этого радиаторы на нижних этажах существенно холоднее в сравнении с отопительными приборами, установленными на верхних этажах.
Двухтрубная система, чаще всего, устанавливается в частных домах, а также в новостройках. В такой системе используется пара труб, одна из которых предназначена для подачи нагретого теплоносителя, а вторая, которая называется «обратка», позволяет отводить остывший теплоноситель. Отопительные приборы в этом случае подключаются параллельно, что позволяет задавать требуемую температуру радиаторов при помощи регуляторов потока теплоносителя, которые устанавливаются на подающей магистрали.
Выбор труб для монтажа отопления
Сегодня на рынке представлены трубы для обустройства отопительных систем из самых различных материалов по разной стоимости. Выбирать их следует с учетом условий эксплуатации. Необходимо также учитывать качество и состав теплоносителя, его давление и температуру. Кроме этого важным критерием выбора является способ монтажа: скрытый или открытый. Следует позаботится о совместимости параметров труб с характеристиками других элементов системы отопления.
Сегодня самыми популярными при обустройстве систем отопления являются полипропиленовые трубы
, которые отличаются хорошими эксплуатационными качествами.
К основным достоинствам полипропиленовых труб относятся следующие качества:
- Коррозийная и химическая устойчивость;
- Низкая теплопроводность;
- Гладкость внутренней поверхности;
- Отсутствие воздействия на теплоноситель;
- Доступная стоимость;
- Простота монтажа.
Существует несколько разных видов полипропиленовых труб, которые различаются по назначению. Основным параметром, на который следует обращать внимание, является давление, которое способны выдерживать трубы. Поэтому важно учитывать значение, которое представлено маркировкой PN
. Для отопления подходят трубы
PN25 с армирующим слоем
, который снижает коэффициент линейного температурного расширения. Кроме этого армирование уменьшает проницаемость стенок труб, а значит препятствует проникновению кислорода, который вызывает коррозионные процессы. Пластиковые трубы, используемые для отопления
армируют стекловолокном
, смешанным с полипропиленом. Такой цветной слой наносится посредине трубы и
хорошо виден на срезе
.
При соединении армированной трубы с фитингами для гарантии его качества алюминиевую фольгу, находящуюся близко к поверхности, необходимо удалить с помощью ручной чинки. Следует отметить, что этот процесс занимает довольно много времени. Трубы, которые имеют прослойку из стекловолокна не требуют зачистки.
Диаметр полимерных труб для систем отопления
Целью правильного подбора труб для обустройства отопительной системы является обеспечение корректного ее функционирования при использовании наименьшего количества теплоносителя. И это понятно, ведь неоправданно увеличенный диаметр труб приведет в перерасходу теплоносителя, а значит и увеличения стоимости отопления. А вот уменьшенный диаметр труб снизит напор теплоносителя и существенно ухудшит качество отопления. В теплотехнике диаметр труб рассчитывается с использованием сложных гидродинамических формул, основными исходными данными для которых являются:
- Непосредственно схема трубопровода;
- Параметры используемых радиаторов;
- Особенности теплоносителя;
- Рабочее давление в системе.
При замене радиаторов и труб нет необходимости использовать сложные гидродинамические формулы. На практике проверено, что для обустройства квартирной однотрубной системы отопления следует применять трубы, имеющие наружный диаметр 32, 25 и 20 мм
. Рекомендуется для стояков
вертикальной однотрубной
системы использовать трубы
диаметром 32 или 25 мм
, а для
подвода к батареям
— трубы, имеющие
диаметр 20 мм
.
Для двухтрубной системы горизонтального вида при выборе диаметра труб необходимо учитывать длину цельных участков, а также и количество устанавливаемых отопительных приборов. Если на конкретном участке устанавливается более 8 батарей, либо в том случае, когда его протяженность более 30 м
, следует использовать
трубу диаметром 32 мм
. При
меньшем
количестве радиаторов применяется труба
диаметром 20 мм
, а для подключения
единичных радиаторов
на участках
до 10 м
достаточно трубы
диаметром 20 мм
.
Как проложить отопительные трубы?
Сегодня от наружного отопления вследствие его неэстетичности отказываются большинство владельцев квартир. Поэтому при обустройстве отопительной системы обязательными являются работы, связанные со штробированием каналов в полу и стенах. При организации двухтрубной системы горизонтального вида оптимальным вариантом является прокладка труб непосредственно в конструкции пола, но подключение батарей в этом случае лучше делать со стен. Можно сделать разводку в готовом бетонном полу, нарезав штробы, или же проложить трубы до заливки стяжки.
Рекомендуется трубопроводы подачи и обратки обустраивать в отдельных штробах
, при этом
расстояние между ними
должно быть как
минимум 100 мм
. Каждая штроба должна иметь достаточную размеры для обеспечения свободной укладки труб.
При прокладке полимерных труб необходимо изолировать их вспененным полиэтиленом для гарантии свободного температурного расширения. Также по этой же причине рекомендуется заполнить каким-либо мягким материалом и пространство возле фитингов.
Не следует закреплять трубопровод жёсткими крепежами, лучше применять для этого подвижные опоры в виде хомутов из пластика или скоб, которые не будут препятствовать линейному расширению труб. Используемые трубы должны быть жестко зафиксированы в месте выхода из стены.
Трассы необходимо прокладывать перпендикулярно или параллельно стенам, все повороты должны выполняться исключительно под прямым углом. Для выполнения обхода ранее проложенных труб следует применять готовые обводы. Для полипропиленовых труб в каркасных конструкциях можно использовать гибкие компенсирующие петли.
До начала работ рекомендуется предварительно составить схему прокладки
отопительных труб в конструкции пола. Кроме того, чтобы исключить возможное пробивание трубы при проведении каких-либо последующих ремонтных работ, необходимо зафиксировать особо сложные участки с проложенными трубами при помощи фотоаппарата на фоне разложенной рулетки.
При обустройстве трубопроводов отопительных сетей в штробах можно проложить в них листовой утеплитель
, оснащенный отражающим слоем. В этом случае тепловое излучение будет направлено внутрь помещения и буден обеспечен эффект тёплого пола.
При обустройстве вертикальной однотрубной системы, не имеющей горизонтальных участков большой протяженности, трубы и стояк, как правило, укладываются в штробах стен или под гипсокартонным покрытием. Следует помнить об обязательном утеплении труб, прокладываемых в наружных стенах.
Сборка полипропиленового трубопровода
Монтаж отопительных труб рекомендуется производить в направлении от стояков к уже обвязанным и навешенным радиаторам. Заранее следует определиться с местом, где будет производится последняя пайка. Такое место должно быть доступным, чтобы можно было легко работать с паяльником. Как правило, это участок между батареей и стеной.
Трубы должны быть заготовлены по количеству прямых участков предусмотренных схемой. Размер каждого замеряется при помощи рулетки. Для разрезания труб используются специальные ножницы
. При этом важно помнить, что приблизительно
15 мм длины трубы входит в фиттинг
.
Если для монтажа трубопровода отопительной системы используются армированные алюминием трубы, то всегда их края предварительно следует очищать от фольги специальной чинкой.
Соединение
разрезанных полипропиленовых труб выполняется
способом термической сварки
при помощи различных фитингов таких как муфты, колени, тройники, обводы, крестовины и др. Сварка проводится специальным сварочным аппаратом, оснащенным сменными насадками. С его помощью расплавляют одновременно фитинги и пластиковые трубы.
Сварка проводится следующим образом:
- Включается на полный прогрев сварочный аппарат, при этом процесс нагрева контролируется специальным индикатором;
- Отрезанная по размеру труба вставляется в муфтовую часть специальной насадки; Фитинг одновременно с трубой надевается до упора на насадку-дорн.
Для обеспечения качественного сварного шва необходимо правильно выдержать время плавления. Нельзя слабо разогревать пластик, так как полученное соединение будет не достаточно прочным и надёжным, а если перегреть фитинг и трубу в насадке, то могут возникнуть деформации поверхности стыка и произойдет сужение внутреннего диаметра трубы, а в некоторых случаях даже ее закупорка. Трубы, имеющие диаметр:
- 20 мм разогревают около 5 секунд;
- 25 мм разогревают около 8 секунд;
- 32 мм разогревают около 12 секунд.
При проведении сварки труб следует учитывать температуру окружающего воздуха. Если она ниже +5ºС, то время разогрева пластиковых труб должно увеличиваться приблизительно на 50%.
Также следует помнить, что сварочный аппарат должен быть выставлен на, рекомендуемую производителем, температуру для сварки полипропиленовых труб. Как правило, она находится в пределах 250-300°С. Важно, чтобы при сборке системы отопления использовались трубы и фитингов от одного и того же производителя.
Также следует помнить, что для того, чтобы получить прочные соединения, разогреваемые поверхности деталей должны быть сухими и чистыми и сухими.
После того, как поверхности пластиковых компонентов на сварочном аппарате расплавятся, их снимают с насадки. Далее труба быстро вставляется в фитинг и это должно занять не более 3-4 секунд. После этого требуется надежно зафиксировать на 4-6 секунд соединенные детали в определённом положении, не оказывая при этом на стык существенного силового воздействия. Все операции необходимо проводить аккуратно и не допустить каких-либо перекосов соединяемых деталей относительно оси. Нельзя прокручивать во время сваривания детали относительно друг друга. Остывая детали становятся единым целым. Продолжать процесс пайки рядом со свежим соединением разрешается только после полного остывания деталей.
Чтобы какие-либо отводящие детали после пайки располагались в определённом направлении, рекомендуется в холодном состоянии примерить их трубе и сделать метки карандашом или маркером в виде направленных рисок. Причем метку на трубе делают на расстоянии не ближе 15 мм от края, а на фитинге метку ставят непосредственно возле стыка. Это в значительной мере упростит соединение деталей, так как останется совместить две риски.
Для облегчения процесса прокладки трубопровода следует схематически отметить план прокладки отопительных труб на полу или на стене. И даже, если уже имеются прорезанные штробы, возле них рекомендуется нарисовать все необходимые фитинги. Это позволит правильно рассчитать требуемое количество материалов, а также точно изготовить все укрупненные детали.
При разогреве деталей на насадке сварочного аппарата нужно следить, чтобы на ней не было посторонних частиц. При необходимости для очистки насадки может использоваться чистая ветошь. В случае, если к насадке регулярно налипает разогреваемый материал, то это значит что нарушено антипригарное покрытие, а значит сварочный аппарат нужно заменить.
Совершенно не обязательно собирать трубопровод для системы отопления по порядку, двигаясь в одном направлении. Намного удобнее собрать отдельные укрупненные детали и только затем соединить их между собой.
Сборку трубопровода отопительной системы должны выполнять два человека, из которых один выполняет операции с паяльником, а другой соединяет разогретые детали. Для фиксации труб, проходящих через перекрытия или стены может понадобиться помощь еще одного человека. Предварительно перед проведением сварочных работ следует потренироваться на небольших кусках полипропиленовых труб, а также внимательно изучить инструкцию о пользовании сварочным аппаратом и инструкции производителей компонентов трубопровода. Все сварочные работы во избежание ожогов следует проводить в перчатках.
Проверка работы установленной системы отопления
По завершению всех монтажных установленная система отопления должна быть проверена на герметичность. Для этого проводится гидростатическое испытание под давлением в 1,5 раза выше номинального
. Но при этом оно
не должно превышать предельно допустимое
для каждого из используемых в системе компонентов.
Систему должна наполнятся водой снизу вверх
. В случае двухтрубной схеме горизонтального вида рекомендуется открывать вначале обратки. Воздух в радиаторах вытеснится наверх и оттуда его можно сбросить посредством
использования кранов Маевского
. Затем при помощи опрессовочного насоса, поднимают давление, которое отслеживают по манометру на предмет существенного падения. Обязательно следует
визуально проверить наличие течей
на сварных и резьбовых соединениях. Как правило такая проверка занимает
не более получаса
.
При замене радиаторов и обустройстве отопительной системы нужно все работы проводить с повышенной аккуратностью и внимательностью. Любые погрешности могут привести к серьезным разрушениям и повреждениям. Только полное соблюдение технологии монтажа в сочетании с правильным выбором материалов могут гарантировать длительное функционирование установленной системы отопления.
Похожее
Соединение профильных труб без сварки
Стыковка профильных труб может выполняться и без применения сварочного оборудования. Как соединить профильные трубы без сварки:
- использование краб-системы;
- фитинговая стыковка.
Краб-система для труб состоит из стыковочных скоб и фиксирующих элементов. Соединение в таком случае выполняется с помощью гаек и болтов и в конечном виде образуют «Х», «Г» или «Т»-образную конструкцию профиля. Таким соединением можно состыковать от 1 до 4 труб, но только под прямым углом. По прочности они не уступают сварным швам.
Фитинговая стыковка используется в случае когда необходимо выполнить ответвление от основной трубы. Существует несколько разновидностей соединителей для труб, которые позволяют монтировать заготовки в различных конфигурациях. Основные из них:

Краб-системы чаще всего применяют при монтаже несложных уличных конструкций, таких, как теплица или навес