Как покрасить трубы из оцинковки своими руками
Решив покрасить трубу из оцинковки своими руками, предварительно внимательно ознакомьтесь со всеми этапами процесса. Результат будет радовать долгие годы, при условии, что все требования по подготовке труб и выполнению окрашивания будут соблюдены.
Подготовка поверхности труб
Ранее специалисты рекомендовали выдерживать год контакта изделия с атмосферным воздействием и только потом окрашивать. Такое требование связано с естественным процессом окисления цинка и образованием так называемой «белой ржавчины». С появлением современных красящих составов необходимость в вылеживании трубы отпала.

Обычно готовые изделия из оцинкованной стали выходят с заводского конвейера в специальной защитной смазке. Этот слой защищает цинковое напыление от быстрого контакта с окружающей средой, но перед покраской, чтобы краска не облезла, необходимо удалить его любым щелочным раствором. Раствор необходимо тщательно смыть водой и дать изделию полностью высохнуть.
Процесс покраски
Перед покраской для улучшения адгезии цинкового слоя с краской рекомендуется обработать поверхность трубы специальным грунтовым составом. Некоторые мастера рекомендуют зачистить цинковый слой любым абразивом, например, наждачной бумагой. Но следует помнить, что таким образом изделие потеряет защитные свойства цинка.
Выбрав краску в соответствии с рекомендациями и будущими условиями эксплуатации трубы, после полного высыхания грунтовки нужно приступить к самой окраске. Удобнее всего наносить краскопультом, но также можно использовать кисточку или небольшой валик. После нанесения первого слоя дать краске высохнуть в течение времени, указанного производителем. Затем нанести второй слой и снова дать высохнуть. После чего оцинкованная труба готова к установке и применению.
Видео по окрашиванию
Для более наглядного представления о проведении окраски оцинкованных труб рекомендуется ознакомиться с видео по окрашиванию (в видео красится профнастил, но разницы в технологии никакой нет). В нем детально представлен процесс с пошаговой инструкцией, даны рекомендации, которые помогут выполнить работы максимально хорошо, рассмотрены типичные ошибки, допускаемые новичками.
В заключение хотелось бы отметить, что металлические трубы из оцинкованной стали за счет своей надежности и дешевизны популярны среди строителей частного сектора. Ознакомившись в статье, как выбрать краску и провести окрашивание трубы, Вы сможете продлить срок ее службы на долгие годы.
Особенности монтажа
Итак, мы собираемся своими руками смонтировать радиатор на трубах из оцинковки. Что полезно знать перед началом работы?
Инструменты
- Болгарка с режущим кругом по стали. В ее отсутствие можно обойтись и обычной ножовкой по металлу, но тогда резка труб будет довольно утомительной.
- Грубый напильник. При нарезке резьб нужно будет снять фаску с наружной стороны трубы.
- Плашка с держателем. Разумеется, если в вашем распоряжении есть электрический инструмент для нарезки резьб — еще лучше; но приобретать его ради монтажа одной отопительной системы явно нерентабельно.
- Тиски или струбцина. На весу резьбу на патрубке не нарезать.
- Газовые ключи. Как минимум — №1 и №2. Если предстоит срывать прикипевшие пробки в чугунных радиаторах отопления, даже огромный №4 может оказаться не лишним.

На фото — газовые ключи трех наиболее полезных размеров. Первый номер нужен для сборки соединений, второй и третий — для нарезки резьб и откручивания радиаторных пробок.
Материалы
Фитинги — уголки, тройники, вентиля — перечислять смысла нет: их количество подбирается в зависимости от проекта и подсчитывается при наброске эскиза будущей врезки отопительного прибора.
Нюанс: используйте только современные шаровые вентиля. Про существование их винтовых предшественников лучше полностью забыть. Они куда менее отказоустойчивы и имеют гораздо большее гидравлическое сопротивление.
Для замены стояка отопления в абсолютном большинстве случаев используется оцинкованная стальная труба ДУ 20, или 3/4 дюйма. Ей же можно выполнить подводку и перемычку.
Совет: поставьте вентиля не только на подводке к отопительному прибору, но и на перемычке. При закрытой перемычке весь теплоноситель будет идти через радиатор; при открытой — вы сможете регулировать температуру батареи, не заставляя мерзнуть соседей.
Для герметизации резьб традиционно используется сантехнический лен. Чтобы он не выгорал и не гнил, его можно пропитать краской, олифой или силиконовым герметиком, мазнув немного на резьбу и на прядь подмотки. При сборке резьбового соединения лен будет пропитан достаточно равномерно.
Резка
Тонкостей здесь немного.
- Замеряя длину необходимых вам патрубков, не забудьте учесть длину резьбы, которая уйдет в фитинг.
- Выбирая место для резки стояка или подводки, учтите, что вам предстоит нарезать на нем резьбу. Расстояние от пола и стен должно быть не меньше 8-10 сантиметров.

Расстояние от пола и стен должно быть достаточным, чтобы нарезать резьбу.
Нарезка резьб
Инструкция по ручной нарезке резьбы проста:
- Подготовьте торец трубы. Уберите заусенцы и сделайте заход для плашки — снимите с наружной стороны фаску под пологим углом. Это можно сделать напильником, болгаркой, наждаком; в крайнем случае, даже можно обжать край трубы газовым ключом.
- Зажмите трубу в тиски или струбцину. Если речь идет о стояке — зафиксируйте его газовым ключом так, чтобы компенсировать вращательный момент от плашки. Иначе велики шансы полностью оторвать стояк от радиатора соседей сверху или снизу.
- Нанесите на трубу немного масла. Любого — от веретенки до солидола. В этом случае плашка пойдет легче, и не будет оставлять на стали задиры.
- Наденьте держатель длинной стороной на трубу и прижмите его к торцу с максимально возможным усилием. Одновременно крутите держатель по часовой стрелке. Не спешите прекращать давление: пока первая нитка резьбы не нарезана полностью, плашка может сойти с нее.
Для сборки трубы с уголком или тройником достаточно пяти ниток резьбы. В случае сгона, который уйдет в радиаторную пробку, нарежьте примерно 7-8 сантиметров.
Сборка
При сборке резьбовых соединений есть всего две серьезных ошибки:
- Если неточно совместить оси наружной и внутренней резьбы и попытаться собрать соединение, вы при достаточном усилии нарежете стальной трубой новую резьбу в латунном или чугунном фитинге. Однако ничего хорошего из этого не выйдет — через два-три оборота резьба застопорится намертво и будет испорчена.
- Попытка довернуть вентиль еще на пять градусов, чтобы его рукоятка заняла удобное положение, почти всегда кончается трещиной в корпусе. Лучше заново разобрать соединение и намотать чуть больше подмотки, а потом собрать повторно, остановившись на один оборот раньше.

При сборке резьбовых соединений не перестарайтесь. Латунь — металл довольно хрупкий.
Контргайка подматывается так:
- Она сгоняется до расстояния между ней и муфтой (радиаторной пробкой, фитингом) около пяти миллиметров.
- Затем в просвет наматывается подмотка. Разумеется, как обычно — по ходу резьбы.
- Контргайка зажимается до того момента, когда сопротивление вращению ключа не станет ощутимым. Чрезмерные усилия не нужны и здесь.
- Не забудьте покрасить резьбы после сборки и опрессовки. Напомним: защитный цинковый слой на них нарушен.
- Чугунные уголки и тройники гораздо прочнее латунных. Если стояк и подводка собраны внатяжку — есть реальные шансы повредить латунный фитинг, просто опершись на трубу.
- Лучшее подключение для отопительного прибора — нижнее. В этом случае он не будет нуждаться в промывке. В одну из верхних пробок, однако, придется поставить кран Маевского.
Полезные мелочи

Нижнее подключение позволяет радиатору десятилетиями работать без промывки.
Что такое оцинкованная сталь
В производстве строительной продукции повсеместно практикуют покрытие стального листа тонким слоем цинка. Так повышается срок эксплуатации изделия благодаря устойчивости к коррозии и к агрессивной внешней среде. Стальной рулон, прошедший через оцинкование, используется для изготовления кровельного и заборного материала, системы водоснабжения и во многих других сферах.
Как отличить нержавейку от оцинковки
В отличие от оцинковки, нержавеющая сталь является сплавом с добавлением в состав хрома. Листовой прокат из нержавейки не подвергается нанесению покрытия, цвет его поверхности и среза однородный, обычно матовый. Оцинкованная сталь в процессе нанесения покрытия покрывается характерными узорами кристаллизации, либо имеет зеркальную поверхность с оттенком синевы.
Если нержавейка обработана до зеркального блеска, точный узнать, что именно перед вами, получится с помощью химической реакции. На край стального листа нужно капнуть соляную кислоту. Взаимодействуя с цинком, хлористый водород провоцирует пузырящие пятна на поверхности. К тому же, сплавы с хромом не обладают магнитными свойствами, если магнит крепится к листу стали, вероятно, это оцинковка.
Технология производства
Цинкование производится на уже готовую стальную водопроводную трубу, произведенную по требованиям соответствующего ГОСТа. Покрытие может наноситься как на шовную, так и на бесшовную продукцию, технология в любом случае одинакова.
Процесс включает следующие этапы:
- Очистка поверхности от окалины.
- Разогрев заготовки до принятия металлом требуемых кондиций.
- Непосредственный процесс цинкования.
- Удаление излишков цинка с помощью центрифуги.
- Охлаждение продукции.
Методы оцинковки
Применяются три способа оцинковки:
- Горячее цинкование – производится путем помещения заготовки в емкость с расплавленным до 450° цинком.
- Гальванический – в процессе электролиза цинк из электролита равномерно оседает на поверхности изделия и образует тонкий защитный слой.
- Диффузная оцинковка – обработка заготовки парами цинка при температуре до 450 градусов в специальных закрытых емкостях. Частицы цинка проникают в структуру стали и формируют прочное покрытие с толщиной до 50 микрон. В итоге оцинкованное изделие кроме антикоррозийных свойств получает ещё и электрохимическую защиту.
Первый метод является самым распространенным, последний дает самое качественное покрытие.
Виды и отличия красок
Среди всего многообразия видов красок нужно помнить, что далеко не каждая подойдет для работ по металлу, такого рода поверхности считаются в окрашивании самыми капризными. По своим преимуществам можно было бы назвать идеальными полимерные порошковые красители. Они отлично сочетаются с металлами, долговечны, износоустойчивы. Но у них есть большой недостаток – процесс окраски возможен только с помощью специального оборудования.
Своими руками получится окраска с помощью акриловых, алкидных и виниловых красителей. Выбирая краску для нанесения покрытия в домашних условиях, рекомендуется не экономить на стоимости лакокрасочного продукта, выбирая его в соответствии с рекомендациями специалистов.
Акриловые
Краски по металлу на акриловой основе появились не так давно, но быстро завоевали признание. Такое покрытие долговечно, не выцветает и хорошо сопротивляется коррозии благодаря основе на органическом растворителе и специальным добавкам в составе. Не трескается со временем, не поддерживает горения, отлично переносит нагревание до высоких значений.

Стоимость акриловых красок также весьма привлекательна. К тому же, с ней удобно работать – при попадании на кожу до полного высыхания краска смывается водою. Экологичность и отсутствие характерного химического запаха позволяет использовать в доме с маленькими детьми.
Алкидные
Хорошо сочетаются с оцинкованными поверхностями алкидные краски. В отличие от масляных, они защищают от ржавчины и трещин. У них хорошая скорость высыхания и адгезия. Дают плотный глянцевый цвет. Стоят относительно недорого.

К недостаткам можно отнести горючесть и плохую выносливость нагрева под прямыми солнечными лучами
Важно работать с ними в хорошо проветриваемом помещении, так как их испарения токсичны. К тому же, со временем алкидные соединения вступают с цинковым слоем в реакцию, и снижать его защитные свойства
Виниловые эмали
Единственным существенным недостатком виниловых эмалей является их высокая стоимость. Они обладают отличными укрывными свойствами, удобны в нанесении, устойчивы к коррозии и химическим воздействиям. Образуют водо- и атмосферостойкое покрытие, выдерживающее перепады температур от –60℃ до +100/+130℃.
Соединение оцинкованных труб пайко-сваркой
Из приведенных выше примеров видно, что сварка электродами и газовой горелкой приводит к разрушению цинкового защитного слоя, и если его можно восстановить снаружи несколькими эффективными способами, то внутренняя поверхность остается незащищенной.
Исходя из недостатков двух методов соединения изделий с оцинковкой, был разработан промежуточный вариант, объединяющий их положительные качества – сварко-пайка. Его сущность состоит в том, что при сварке используют газовую горелку с меньшей температурой горения, чем электрическая дуга, нержавеющую присадку и защищающие цинковую поверхность флюсы в месте соприкосновения с пламенем и вокруг шва.
Технологию выполнения сварко-паечных работ рассмотрим на примере использования материалов французского поставщика своей продукции на отечественный рынок Castolin.
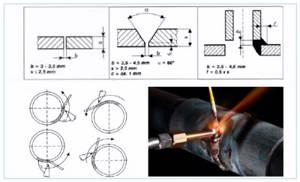
Рис. 15 Допуски при пайко-сварке и положение горелки
Подготовка и пайка
Для стыковки оцинкованных деталей используют различные припои Castolin (18, 18F, 18MF, 18 XFC), самый дорогой из них Castolin 18XFC 2,0 мм на медно-цинковой основе (57% меди и 42% цинка) с добавлением серебра (1%) имеет температуру плавки 870 – 895º С. Подобные припои используют для высокопрочной пайко-сварки легированной и нелегированной сталей, материалов с оцинковкой, пайки медных и никелевых деталей, отечественным аналогом Castolin 18XFC является Л-57. Основные этапы подготовительных работ перед пайко-сваркой и ее проведение:
- Подготовка труб к соединению. Если толщина стенок менее 2,5 мм, используют стыковое соединение, для значений более 2,5 мм применяется V-образная обработка. Угол наклона обрабатываемых торцов 60 градусов получает механическим снятием слоя посредством шлифовки, фрезеровки или вручную болгаркой, наждачной бумагой или напильником.
- Подбор пламени. Для бытового применения диаметра сопла горелки в 1 – 2 мм вполне достаточно, каким пламенем можно сваривать трубы диаметром до 250 мм с толщиной стенки 2 – 6 мм. Чтобы точно определить размер сопла для пайко-сварки, берут его диаметр на один размер меньше, чем при обычной стандартной сварке.
- Регулировка пламени. Используют ацетилен-кислородный состав с избытком кислорода – в этом случае образуются оксиды кремния, предотвращающие испарение цинка. Прерывистое пламя способствует перегреву и испарению цинка на прилегающих к шву участках, поэтому важна его правильная регулировка – пламя горелки должно быть равномерным.
- Техника пайки. Для стыка двух кромок используется техника спайки “влево”, при которой припой находится перед пламенем, горелка должна иметь угол наклона при заполняющем шов проходе 15 – 30 градусов, если выполняется переплавляющий шов, угол устанавливается равным 70 – 75 градусов. Ширина зазора между деталями, толщина или высота усиления выбирается в соответствии с рис.15.

Рис. 16 Пайко-сварка оцинковки
Нанесение флюса
Перед тем, как применять наплавку, изделия из оцинковки необходимо обработать флюсом Castolin 18, им покрывают наружные и внутренние поверхности присоединяемых деталей полоской шириной не менее 20 мм от торца. Помимо защиты цинка с температурой плавления 416º С от испарения, которое наступает при 906º С, цвет флюса сигнализирует о моменте начала пайки.
При толщине стенок до 4 мм используют однопроходной шов, по окончании работ наружную поверхность очищают нержавеющей щеткой, а внутреннюю промывают водой спустя 24 часа.
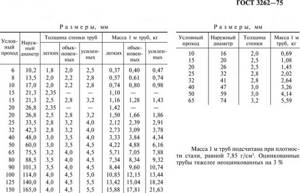
Параметры стальных труб с цинковым покрытием
Основными техническими параметрами стальных труб с цинковым покрытием являются:
- наружный диаметр (10,2 — 165 мм);
- вес 1 м трубы (0,4 — 22 кг);
- условный проход (6 — 150 мм);
- толщина стенки (1,8 — 5,5 м);
- длина (4 — 12 м).
Как и у обычных труб, стенки оцинкованных изделий могут быть лёгкими, усиленными или стандартными, точность исполнения назначается обыкновенной или повышенной.
Важно! Защитное цинковое покрытие должно быть нанесено на всю поверхность изделия и иметь толщину от 30 мкм. Отслаивание защитного слоя, шелушение и вспученности на нём не допустимы («Трубы стальные водогазопроводные», Технические условия, ГОСТ 3262-75, изм. №4,6).
Разрешена ли сварка оцинкованных труб и ее особенности
Основная проблема при сварке трубопроводов из оцинкованной стали – наличие покрытия, которое препятствует сплавлению. Так как температура кипения цинка составляет 906º С, а сварной шов разогревается до 1200º С, то при сварке цинк выгорает и лишь после этого происходит соединение стали. Проведение сварных работ с оцинкованным прокатом имеет следующие особенности:
- Сварщикам с малым опытом не всегда удается равномерно проварить цинковую оболочку и получить хороший ровный шов – чтобы не создавать дополнительных проблем, перед свариваем проще снять защитный слой покрытия болгаркой с диском по металлу, напильником или наждачной бумагой. Для этого используются и химические вещества – снять оцинковку можно с применением растворов соляной, азотной и серной кислот.
- Цинковые испарения наносят существенный вред здоровью человека, имеют сладковатый привкус, поэтому следует перед выполнением сварочных работ соблюдать следующие требования правил техники безопасности (ТБ). Необходимо обеспечить рабочее место проточной вентиляцией, без которой по ТБ сварщику работать запрещено, и использовать средства для защиты дыхательных путей от попадания цинковых паров.
- Стандартные способы сварки приводят к повреждению цинкового слоя, шов при этом остается незащищенным и общая коррозионная стойкость всей сварной конструкции существенно понижается. Для последующей защиты шва лучше использовать аналогичные цинкосодержащие составы холодной оцинковки, технология и материалы для которой описаны выше.
- Иногда, вследствие интенсивного испарения цинка, поверхность трубы покрывается мелкими трещинами, для предотвращения этого эффекта полезно использовать флюсы. Основное предназначение сварочных флюсов – изоляция шовной поверхности от доступа кислорода, стабилизация горения дуги, формирование сварочного шва и легирование для обогащения шовного стыка металлом.
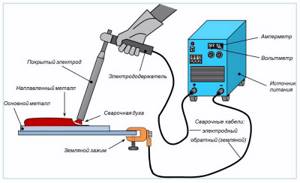
Рис. 7 Электродуговая сварка
Выбор электродов
Процесс сварки оцинкованных труб мало отличается от сварки черного металла. Технологическая особенность работ заключается в сокращении времени сварки при одновременном увеличении силы тока процесса. Достичь этого позволяют электроды с рутиловым покрытием.

Рутиловые электроды
Рутиловые электроды – это электроды, покрытие которых состоит из оксида титана с примесями алюмосиликатов и карбонатов.
Преимущества электродов с рутиловым покрытием:
- наличие оксида титана облегчает процесс зажигания электрода в начале работы или при его затухании в процессе работы;
- характеристика сварочной дуги позволяют получить качественный шов, без непровара, трещин, с высокой устойчивостью к износу;
- минимальное разбрызгивание металла уменьшает потери расплавленного металла.
Наличие железного порошка в рутиловом покрытии снижает уровень легирования стали, что повышает прочность полученного соединения.
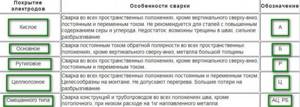
Расшифровка и обозначение электродов
Основные электроды
Электроды с основным покрытие используют для сварки толстостенных труб из низколегированной стали. Порошковое покрытие здесь имеет сложный состав из ферросплавов, фторида кальция, соединений магния.
Процесс варки сопровождается выделением окислов углерода, которые защищают расплавленный металл от разрушающего воздействия кислорода воздуха и водорода.
Технические характеристики и свойства
Трубы из металла отличают высокая прочность. Они способны переносить максимальные нагрузки, устойчивы к механическим воздействиям, обладают длительной износоустойчивостью.

Цинкование в значительной мере улучшает их характеристики, придает изделиям дополнительные качества:
- Устойчивость к коррозии.
- Увеличение пропускной способности за счет снижения шероховатости проводящей поверхности.
- Продлевает срок службы.
В чем отличие оцинкованных труб от обычных
Около 60% извлекаемого из недр земли горнодобывающей промышленностью цинка используется при производстве оцинкованного проката, еще 20% идет на цинкование металлоконструкций (корпуса автомобильной и промышленной техники, строительные материалы), деталей машин и механизмов.
Отличие конструкционной стали от не подверженных коррозии металлов (олово, алюминий, свинец, цинк) состоит в том, что у последних при окислении на воздухе образуется оксид, который в виде защитной пленки становится барьером на пути доступа кислорода к металлу. Таким образом, пленка препятствует дальнейшему окислению и сохраняет металл от коррозионного разрушения. Железо, в отличие от цветных металлов и сплавов, при коррозии образует рыхлый гидроксид большого объема, в результате чего кислород беспрепятственно проникает к его поверхности и процесс окисления продолжается.
Сущность технологии заключается в том, что с электрохимической точки зрения, железо образует с цинком гальваническую пару, в которой более активный цинк вступает в коррозионное взаимодействие с кислородом первым, оставляя железо в химически пассивном состоянии. Аналогичным образом можно существенно ускорить коррозию железа, если нанести на его поверхность олово, которое является более пассивным элементом в гальванической паре с железом, и повредить его оболочку.
Оцинковке подвергают металлические трубы из любых марок стали, покрывая не только их наружную, но и внутреннюю поверхность, при этом наиболее качественный и однородный слой получают в бесшовном прокате. Для нанесения цинка используются различные технологии, которые можно применять не только в промышленных масштабах, но и на малом частном производстве – многие коммерческие фирмы занимаются оцинковкой стальных деталей под заказ.
Плюсы и минусы
Эпоха развитого социализма в области ЖКХ запомнилась материалом, который массово использовался для отопительных и водопроводных систем — стальными трубами без антикоррозионного покрытия. Большая часть водопроводов на холодной воде нуждалась в ремонте или замене уже через 10-15 лет после строительства; на отоплении трубы держались дольше, но срок службы все равно оставлял желать лучшего.
В чем причины выхода стальной трубы из строя? В ржавчине, разъедавшей стенки, и отложениях, которыми она зарастает изнутри. Окалина, песок и известь со временем снижают просвет практически до нуля.
Вместе с тем механическую прочность стальной отопительной системы или водопровода нельзя не отметить.
Цинкование (нанесение слоя цинка на внешнюю и внутреннюю поверхности) лишает трубы их основных недостатков, сохраняя все достоинства. Давайте перечислим и то, и другое.
Достоинства
- Оцинкованная стальная труба не подвержена коррозии.
Поправка: на резьбах и сварных соединениях, где цинковый слой нарушен, она все же будет ржаветь. Именно поэтому важно защитить соединения краской или грунтовкой.
- Отложения не накапливаются. Автору доводилось вскрывать стояки отопления из оцинковки после полувека эксплуатации. Состоянием они не отличались от новой трубы.

При замене радиаторов в сталинках стояки и подводки меняют редко. Оцинковка и через десятилетия находится в идеальном состоянии.
- Устойчивость к температуре ограничена только используемым для герметизации соединений материалом. В любом случае максимальная рабочая температура отопительной системы из оцинковки заведомо выше максимальной температуры теплоносителя.
- Превышение нормального давления трубе не страшно. Гидроудары не разорвут стояк и подводку к радиатору.
Похоже, мы имеем дело с практически идеальным материалом для отопительной системы. Есть ли минусы?
Недостатки
- Цена погонного метра заметно выше, чем, к примеру, армированной полипропиленовой трубы того же сечения.
- Монтаж будет трудоемким. Вам вручную придется нарезать десятки резьб. Кроме того, жесткость труб требует очень точной подгонки размеров патрубков: с изгибом участок стояка не поставишь.
Выводы
- В системах центрального отопления с их не всегда предсказуемым температурным графиком и большой вероятностью скачков давления однозначно стоит предпочесть оцинкованную сталь. В самом деле, какой смысл, как это часто делается, подключать биметаллический радиатор с рабочим давлением в 35 атмосфер полимерной трубой, которая при температуре 95 С выдержит не больше 6 кгс/см2?
- А вот в автономных системах отопления все его параметры контролируемы и предсказуемы. Там есть смысл сэкономить, а заодно и облегчить себе монтаж. Лучшим выбором для отопления станут трубы из армированного полипропилена, сшитого полиэтилена или металлопластика с пресс-фитингами.
Полезно: еще в одной области пластиковые трубы вне конкуренции. При укладке теплых полов в стяжку используется только цельная труба, без соединений любого типа. Понятно, что выбор волей-неволей останавливается на продающихся бухтами полимерных трубах.

Водяной теплый пол — область, где безраздельно властвуют полимерные трубы.
Советы по выбору
Выбирая ту или иную краску, прежде всего, стоит обратить внимание на функции, которые будет выполнять труба. Если она предназначена для холодного водостока, важнее учитывать антикоррозийные свойства
Для труб горячего водоснабжения термостойкость. Должны быть в норме сроки хранения, так как по их истечению состав красок начинает разрушаться.
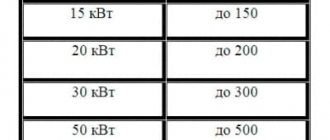
Примерная цена
Точная стоимость краски зависит от многих параметров, таких, как производитель, объем упаковки, место приобретения и других нюансов. В таблице ниже приведены примерные расценки на краску:
| Вид краски | Цена за кг, руб |
| Акриловая | 250-650 |
| Алкидная | 150-450 |
| Виниловая | 350-1000 |
Обратите внимание при покупке, чтобы на упаковке с краской стояло упоминание о совместимости данного вида материала с цинковыми поверхностями. Далеко не все краски подходят для работы с оцинковкой
Срок службы
Согласно все тому же ВСН 58-88, срок службы оцинковки на водоснабжении составляет не менее 30 лет (20 — в системах ГВС домов с закрытыми системами теплоснабжения, где для приготовления горячей воды используются теплообменники). Автор неоднократно сталкивался с мнением о недолговечности оцинковки на горячей воде.
Аргументация в основном сводилась к двум постулатам:
- Цинк разрушается при высокой температуре горячей воды (по разным данным — свыше 70 или 82 градусов по шкале Цельсия), после чего внутренняя поверхность трубы остается беззащитной перед коррозией;
- Цинк образует гальваническую пару с латунью фитингов (или алюминием, применяющимся при изготовлении радиаторов отопления) и разрушается электрохимической коррозией.
Чушь, товарищи.
И вот почему:
- Из применяющихся в системах водоснабжения металлов цинк образует гальваническую пару только с медью. Чтобы убедиться в этом, достаточно заглянуть в учебник химии или сами-знаете-какую интернет-энциклопедию;
Цинк образует гальваническую пару с медью, причем в довольно специфичных условиях
Заметьте: медные трубы сами по себе не очень популярны в системах водоснабжения многоквартирных домов из-за своей дороговизны и относительно сложного монтажа. Кроме того, медный водопровод неизбежно будет отделяться от оцинкованного латунным фитингом, исключающим непосредственный контакт металлов.
- Автору в бытность сантехником часто доводилось вскрывать оцинкованные водопроводы, стояки и подводки отопления. Состояние труб после 50-70 лет эксплуатации ничем не отличалось от состояния новых, только что поставленных с завода труб. Между тем температурный режим отопления и ГВС в том регионе, где это происходило, предусматривает рабочие температуры до 95 градусов на отоплении и до 80-90 на горячей воде.
И еще один довод в пользу оцинкованной трубы: она не зарастает минеральными отложениями и ржавчиной. В отличие от черной стальной трубы, просвет в которой снижается вдвое уже через 10-15 лет службы.
Водопровод может забиться только прилетевшим из магистрали водоснабжения или теплотрассы крупным мусором, защиту от которого обычно обеспечивают грязевики в водомерном и элеваторном узлах.

Для сравнения — внутренности стояка холодного водоснабжения из черной стали
Итого: оцинкованная труба для горячего водоснабжения и для холодной воды — практически идеальное решение, позволяющее на много десятилетий забыть про проблемы с водопроводом.
Назначение и области применения
Используются профильные трубы в разных сферах. Когда только подобная продукция появилась, основным направлением применения была прокладка коммуникаций для транспортировки газообразных, жидких сред. Сегодня область использования таких изделий существенно расширилась. Они применяются при строительстве различных конструкций: зданий, ограждений и т. д.
Задействуют профильные трубы при возведении мостов, объектов, требующих применения прочной арматуры. Изделия с предварительно выполненной перфорацией используются при производстве мебели. С помощью профильных труб с различными характеристиками создают металлоконструкции любой сложности. Благодаря таким преимуществам, как прочность, легкость обработки, подобные изделия используются в кораблестроении и других отраслях тяжелой промышленности.
Нормативная документация
Производят водопроводные трубы с оцинковкой в основном по ГОСТу 3262 75.
Кроме этого, существуют ещё два ГОСТа: 10704 91 и 10705-80. Они регламентируют производство электросварных оцинкованных отводов, также пригодных для водоснабжения.
Отличия между стандартами заключаются в некоторых типоразмерах, показателях рабочего давления, которые нормируют документы. Так, изделия диаметром до 102 мм, изготовляемые по двум последним стандартам, должны выдерживать 6МПа и 3Мпа гидравлического давления.
Бесшовные трубы выпускаются по ГОСТам 8732-78 и 8734-75. В простых домашних водопроводах используются редко, т.к. они дороже своих шовных аналогов.

Монтаж водопроводных сетей производят согласно правилам СНиПов 3.05.01-85 «Внутренние санитарно-технические системы» и 2.04.01 «Внутренний водопровод и канализация зданий».
Завершающий этап и последующая обработка стыка
Сварные оцинкованные трубы имеют шов, не защищенный от коррозии, при сварке газовыми горелками выгорает значительный участок оцинковки вокруг стыка – все это приводит к слабой коррозионной устойчивости соединения. До и после окончания сварки, обработки и сглаживания шва абразивными материалами, используют следующие методы для борьбы с коррозией:
- При сварке с использованием газовых горелок применяют прутки из коррозионно-устойчивых нержавеющих материалов (цинково-кадмиевые, латунные).
- Для защиты внешней поверхности используют газотермическое напыление цинка или покрытие из цинкосодержащих материалов в виде краски.
Следует отметить, что данные методы эффективны в случае использования оцинкованного трубопровода для подводки газа, если сваренная труба с покрытием устанавливается в систему отопления, то выгоревший изнутри цинковый слой уже не защищает ее поверхность, и коррозия будет происходить довольно быстро. Поэтому при использовании цинковых труб для отопления применяет другие современные методы их соединения с использованием фитинговой арматуры.

Рис. 14 Соединение пайко-сваркой деталей с металлической поверхностью из цинка – внешний вид
Описание стальных труб
Основные преимущества, благодаря которым стальные оцинкованные трубы являются предпочтительными для отопления:
- устойчивы к высоким температурам и давлению (особенно такая разновидность – бесшовные толстостенные);
- механически прочные, стойкие к нагрузкам;
- широкий спектр применения: даже для перенесения нагретого пара, полимерная труба бы не выдержала;
- допускает возможность вести любые виды обработки: сварка, резка, сверло, токарный станок.
К сожалению, стальные оцинкованные трубы для отопления имеют отрицательные свойства:
- коррозия – хотя и существуют методы снижения подверженности к коррозии стальных изделий, на сто процентов они не в состоянии защитить систему отопления;
- внутри на стенках отлагаются инородные вещества, особенно при централизованном отоплении – длительная эксплуатация не возможна (всего 15-20 лет, потом трубы меняют);

Стальные оцинкованные трубы
Преимущества дымохода из оцинковки
Цинковая защита автоматически превращает обычную металлическую трубу в надежный и качественный материал, способный очень долго сопротивляться коррозии. Дымоходы из оцинкованных труб используются в самых разных эксплуатационных условиях – автономные отопительные системы и камины, маленькие дачные домики, бани и сауны.
Сырьем, которое используется в качестве исходного при производстве оцинкованных труб, является обычная листовая сталь, имеющая подходящие показатели гибкости. На первый взгляд может показаться, что это жестяное изделие, но это впечатление обманчиво – должным образом обработанный металл имеет совершенно иные характеристики.

Оцинкованная труба для дымохода имеет в своем активе немало достоинств:
- Надежная защита трубы от коррозии и различных кислот;
- Быстрый прогрев системы и стабильная тяга;
- Простой и быстрый монтаж модульного дымохода, достигаемый за счет особой схемы соединения труб;
- Простота конструкции, позволяющая собрать дымоход самостоятельно;
- Универсальность, благодаря которой можно подключать дымоход к самым разным источникам тепла;
- Простота ремонта – поврежденная деталь легко заменяется новой без полной разборки дымохода;
- Пожаробезопасность (правда, для ее достижения нужно при монтаже следить за отсутствием непосредственного контакта дымохода с горючими материалами).
Дымоход обычно выводится на крышу или в стену здания. В последнем случае дымоход необходимо утеплять, чтобы не столкнуться с неприятностями при эксплуатации.
Можно или нельзя
Как известно, цинк — токсичный металл, имеющий неприятное обыкновение накапливаться в организме и вызывать тяжелейшие формы отравления. Допустим ли его контакт с питьевой водой?
Советские нормативные документы, известные очень трепетным отношением к здоровью граждан страны, считают, что да.
Механизм цинкового отравления и его последствия
Кроме ГОСТ 3262-75, прямо указывающего на назначение оцинкованных труб для монтажа водопроводов, существуют ведомственные строительные нормы ВСН 58-88. Согласно этому документу, оцинковка может устанавливаться на холодную и горячую воду, а также в систему отопления.
Ведомственные строительные нормы указывают на возможность применения оцинкованной трубы на холодной и горячей воде
Выбор электродов

Как уже было сказано, процесс сварки сопровождается выделением тепловой энергии, поэтому цинк начинает интенсивно испаряться. Есть большая вероятность, что этот металл попадет в сварочную ванну и смешается со сталью.
А это приведет к образованию пор и трещин на уровне кристаллизации стали, и, как следствие, к снижению качества стыка соединяемых изделий. Поэтому основное требование к сварке оцинкованных труб – это удаление цинкового слоя в зоне соединения.
Если нет возможности удалить защитное покрытие, тогда для соединения оцинкованных труб используются именно специальные электроды. В принципе, сварка оцинкованного изделия практически ничем не отличается от такого же процесса соединения обычной стали. Но есть и свои нюансы.
Во-первых, сам электрод для сварки представляет собой металлический стержень, покрытый порошком. Именно разновидность порошкового слоя влияет на то, какие металлы можно варить.
В случае со сваркой оцинкованных труб используются электроды или с рутиловым покрытием или с основным. Первый используется, если трубы изготовлены из углеродистых сталей (к примеру, сталь 20), второй, если изготовлены из низколегированной стали (С345).
Рутиловое покрытие

Применяются электроды с рутиловым покрытием. Рутил – это минерал в виде оксида титана. Он в порошковом покрытии применяется в виде концентрата с содержанием более 50%. В состав также входят алюмосиликаты и карбонаты.
Получаемый при сварке шлак имеет высокую щелочность, поэтому металл соединения обладает такими показателями, как высокая ударная вязкость и повышенная защита от образования горячих трещин.
Единственное требование к рутиловым электродам для сварки оцинкованных труб – это перед началом процесса просушить их в течение часа при температуре +200 °C. Но использовать расходники можно лишь через сутки.
Основное покрытие

Могут использоваться электроды с основным покрытием. Этот порошковый слой имеет сложную рецептуру, куда входит большое количество разных химических веществ: магний, кальций, шпат плавиковый и ферросплавы.
При сгорании внутри зоны сваривания порошок выделяет углекислый газ и окись углерода, которые защищают расплавленный металл от воздействия кислорода и водорода. Два последних снижают качество сварки. Обычно этими электродами проводят сварку трубопроводов из труб с толстой стенкой.
Способы монтажа и сборки
Оцинкованные трубы, формирующие отопление или систему ГВС, монтируют тремя способами:
- сварка;
- фланцевое соединение;
- резьбовое соединение;
- пайка.
У каждого из перечисленных способов есть свои плюсы и минусы. Рассмотрим эти методы монтажа и связанные с ними нюансы.
Сварка оцинкованных труб
Водогазопроводные трубы с цинковым покрытием можно соединять электро- или газосваркой — оба вида монтажа удобны тем, что занимают мало времени. Но есть один негативный фактор, действие которого нужно минимизировать, так как полностью устранить его не получится.
Дело в том, что температура сварочного шва достигает 1200 градусов, а цинк кипит при 906 градусах и от нагрева в процессе сварки начинает испаряться. При этом происходит следующее:
- вредное воздействие паров цинка на сварщика, вплоть до наступления удушья, так как они ядовиты;
- испаряющийся цинк оголяет сталь и делает её уязвимой для коррозии;
- пары цинка способствуют образованию в сварочном шве пор и трещин, снижающих прочность соединения.
Для максимальной локализации указанных процессов перед началом сварки, не считая обязательного устройства эффективного вентилирования помещения, необходимо произвести следующие действия.
- подготовить кромки стыка, то есть выполнить на них наружную фаску и удалить цинковое покрытие на 25-30 мм в обе стороны от соединения;
- произвести сварку стыка с последующей зачисткой сварочного шва от шлака и покрытием оголённого участка трубы цинкосодержащей краской (содержание цинковой пыли — 94%, связующего — 6%) — холодным цинкованием.
Для предотвращения закипания цинкового слоя можно обработать место стыка соляной кислотой на 5 см в обе стороны, но в этом случае при сваривании будут образовываться кислотные испарения.
Согласно п. 4.6 СП (Строительных Правил) 73.13330.2012 устройство сварных соединений на трубопроводах из оцинкованной стали не разрешается, так как с внутренней поверхности трубы цинк перед сваркой не удаляется, и цинковые пары, образования которых при этом не избежать, обуславливают образование в шве пор и раковин. Но данный документ — добровольного применения и, если в проекте отсутствует ссылка на обязательное использование этого пункта, то монтаж оцинкованных труб сваркой допустим.
С целью минимизации воздействия цинка на качество электросварки монтаж необходимо проводить с выполнением следующих рекомендаций:
- сварку выполнять с малой скоростью, но избегая прожига трубы, и с повышенным значением силы тока;
- использовать электроды с рутиловым покрытием (состав электрода содержит оксид титана).
Электросварка труб с цинковым покрытием требует от сварщика определённых навыков. Кроме состава наружного покрытия электрода, на качество шва влияет толщина его стержня, обуславливающая мощность дуги — излишне толстый электрод будет прожигать стенку, а тонкий не обеспечит необходимую прочность сварного соединения. Для сварки оцинкованных труб с толщиной стенок 1,5 — 5 мм используют электроды диаметром 2-3 мм.
Фланцевое соединение оцинкованных труб
Данный метод основан на соединении между собой болтами фрагментов из труб, на концах которых приварены фланцы — стальные кольца с внутренним диаметром, равным наружному диаметру трубы, и отверстиями по периметру для монтажных болтов. Два фланца разных фрагментов прикладываются друг к другу с использованием промежуточной уплотнительной прокладки и стягиваются болт-гайками или шпильками.
В этом способе монтажа присутствует тот же негативный фактор, что и в сварном соединении — в процессе приваривания фланцев к трубам происходит кипение цинка и разрушение защитного слоя в районе сварочного шва. Поэтому так же необходимо принять меры к локализации температурного воздействия на цинковый слой, а после окончания сварки зачистить шов и нанести на него антикоррозийное цинкосодержащее покрытие (холодное цинкование).
Фланцевое соединение не компактно, поэтому применяется в большинстве случаев при прокладке трубопровода в подсобных помещениях или снаружи. На стыкуемой стороне фланца имеется кольцеобразная площадь, называемая зеркалом. Между двумя зеркалами стыкуемых фланцев перед их стягиванием устанавливается прокладка из паронита с отверстием, диаметр которого должен совпадать с внутренним диаметром трубы. Наружный диаметр прокладки выполняется равным расстоянию между противоположными крепёжными болтами.
Резьбовое соединение
Этот метод монтажа избавляет от необходимости применения термических способов соединения и выполняется с помощью фурнитуры различных видов, предназначенной для соединения отдельных фрагментов трубопровода после нарезки на них резьбы.
Сборка на резьбе также имеет свои недостатки:
- процесс нарезки резьбы отличается трудоёмкостью и требует времени;
- нарезной инструмент (плашка) при нарезке резьбы удаляет слой стали определённой толщины вместе с защитным цинковым покрытием.
- герметичность резьбового соединения обеспечивается обмоткой резьбы ФУМ-лентой, уплотнительной пастой или паклей с нанесением краски, которые со временем теряют свои свойства и требуют замены.
Преимущества и недостатки
Положительные качества профильной продукции:
- высокая прочность;
- легкость обработки;
- возможность доработки конструкции путем изгибания;
- сравнительно небольшой вес благодаря полости внутри;
- универсальность;
- широкий ассортимент разновидностей;
- длительный период службы (30-50 лет);
- низкий показатель теплопроводности;
- более высокая устойчивость к повышенному давлению внутри изделия, а также гидроударам;
- при использовании оцинкованной продукции в качестве арматуры при возведении построек отмечается снижение давления на фундамент, это обусловлено тем, что металлические трубы принимают на себя существенную часть нагрузки;
- возможность эксплуатации в суровых условиях.
Еще одним преимуществом оцинковки является отсутствие необходимости в дополнительной обработке. Чтобы продлить срок службы, достаточно имеющегося защитного покрытия. Есть и недостатки у такой продукции. Так, отмечают более высокую цену по сравнению с аналогами из черного металла. Кроме того, изделия с цинковым покрытием сильно подвержены механическим повреждениям. Если целостность защитного слоя нарушится, срок службы конструкции из таких труб существенно сократится.
Как выбрать оцинкованные трубы для отопления и водоснабжения
Не смотря на насыщенность рынка множеством разновидностей высокотехнологичных полимерных труб, металл для монтажа систем отопления, горячего и холодного водоснабжения сегодня используются достаточно широко. Металлические трубы для этих целей в основном производятся из стали и меди, реже из алюминия. Каждый вид таких труб, в зависимости от материала изготовления, обладает совокупностью индивидуальных характеристик, предоставляющих потребителю достаточно возможностей для манёвра при выборе.
Одной из распространённых разновидностей труб являются изделия из стали с цинковым покрытием – материал, обладающий многими положительными характеристиками, но специфический в применении. Рассмотрим, что это за материал, и как правильно использовать оцинкованные трубы для отопления.

Виды оцинкованных дымоходов и комплектующие
Существует два вида труб, используемых для обустройства дымохода:
- Одноконтурные;
- Двухконтурные.
В комплекте с таким дымоходом должны идти следующие элементы:
- Тройники;
- Переходники;
- Муфты;
- Ревизионные лючки;
- Клапан для устранения влаги;
- Опоры для установки конструкции возле вертикальных поверхностей.

Простые системы с успехом используются в зданиях, которые эксплуатируются только летом (дачные бани или небольшие домики). Сборка одноконтурного дымохода достаточно проста и вполне по силам хорошему хозяину, но готовая конструкция имеет серьезный минус – слишком высокий уровень конденсата.
Одноконтурная оцинкованная газовая труба не подходит для тех вариантов систем, которые выходят в атмосферу без утепления – это чревато быстрым разрушением трубы вследствие активного появления влаги и долгим прогревом в зимнее время. Такая конструкция может применяться разве что временно – например, при постройке нового дома, который нужно хоть как-то отапливать, а серьезные решения пока невозможно реализовать.

Дымоходы из двухконтурных оцинкованных труб, помимо высоких эксплуатационных характеристик, имеют хорошие визуальные качества, которые достигаются за счет специального напыления, используемого для обработки большинства металлических деталей.
Двухконтурные дымоходы имеют несколько преимуществ:
- Высокая надежность;
- Повышение эффективности отопительного оборудования;
- Защищенность от появления конденсата;
- Возможность работать при температуре вплоть до 450 градусов;
- Эстетическая привлекательность.
Заключение
Подбирая дымоход или необходимые для его монтажа элементы, нужно учитывать диаметр труб, чтобы конструкцию можно было легко собрать. Кроме того, при выборе конструкции необходимо рассмотреть все ее характеристики и учесть их при монтаже. Правильно установленная печная труба из оцинковки будет качественно выполнять возложенные на него функции.
Есть ли альтернатива оцинкованным трубам.

Труба армированная стекловолокном
Так какая же альтернатива оцинкованным трубам существует, неужели мы вынуждены пить воду, текущую по ржавым трубам. Естественно нет. Уже много лет выпускается, и применяется повсеместно для воды полиэтилен низкого и высокого давления, а для горячей воды так называемые трубы PPRS (полипропиленовые армированные трубы) или как говорят сейчас повсеместно в рекламе – это же «кальде». Такие трубы выдерживает температуры до 90 градусов Цельсия, правда срок их службы при такой температуре не более 6 месяцев, но, сколько дней в году в наших теплоцентралях бывает такая температура? А вот владельцам частных домов, использующих в своих системах отопления полипропиленовые трубы, об этом забывать не стоит. Температура в неправильно спроектированной или смонтированной системе отопления может очень длительное время держаться на температурном пределе использования полипропиленовых труб, в результате чего они могут покрыться отдулинами и разрушиться.
Данный дефект характерен для систем отопления с автоматическими регуляторами на отопительных приборах. Когда на котле 85 градусов постоянно, а теплом управляют радиаторные регуляторы. Эта также плохо, как и температура в системе отопления ниже 55 градусов, когда на трубах, а особенно внешних поверхностях котла и его дымохода образуется конденсат. Говорят — котел плачет, и естественно его поверхности, особенно дымохода, даже если он и из нержавеющей стали, активно подвергаются коррозии.
ответ на вопрос — можно ли использовать оцинкованные трубы для систем отопления и горячего водоснабжения и что лучше использовать «ржавую» трубу или трубы PPRS получен.
Если у кого еще есть вопросы или Вам необходим проект системы отопления для частного дома и грамотные профессионалы для его реализации добро пожаловать к нам. Предприятие работает на данном рынке услуг с 1985 года, имеет СРО и аттестованных специалистов. Проектирует и строит крышные и обычные котельные, ведет монтаж систем отопления жилых многоквартирных и частных домов. Примеры наших работ, адрес и телефоны на следующей странице.
Что это такое
Производятся оцинкованные профильные трубы разными методами. Объединяет их необходимость формовки заготовок из металла. При этом используется метод холодного или горячего деформирования. Отличаются они температурой материала. При горячем формовании процедура облегчается, т. к. хорошо разогретый металл характеризуется пластичностью. Когда используется другой метод, увеличивается риск нарушения целостности изделия в местах сгиба.
При производстве применяются разные виды материала. Популярностью пользуется высокоуглеродистая сталь. Данная разновидность металла наиболее пластична, за счет чего обеспечивается высокое качество профильных изделий. После окончания процесса производства заготовок необходимо покрыть их цинкосодержащим составом. При этом происходит насыщение поверхности цинком.
Чтобы защитить трубы от коррозии в будущем, используются разные методы:
- После формовки изделия зачищают, что позволяет удалить малейшие дефекты. Затем производится их погружение в емкость с жидким цинкосодержащим раствором. Толщину защитного слоя можно менять в зависимости от целевого назначения изделий. Этот параметр определяется количеством погружений в ванну с расплавленным цинком.
- При изготовлении металлических профильных труб применяют оцинкованные листы. В процессе производства защитное покрытие может деформироваться, например, при сварке. Если эти участки не обработать цинкосодержащим раствором, труба быстро проржавеет, срок ее службы сократится.
Существует альтернативный вариант — метод холодного оцинкования. В данном случае задействуют специальное оборудование, с помощью которого на металлические заготовки наносится защитное покрытие. Оцинкование по данной технологии может производиться и вручную. В основе этого метода лежит принцип взаимодействия молекул 2 металлов под влиянием электрического тока. В результате защитное покрытие прочно схватывается с металлической поверхностью.
Способы производства и разновидности оцинкованных труб
Главным врагом труб из стали является коррозия. Одним из способов защиты от неё является нанесение на поверхность стальной трубы защитного слоя цинка, после чего материал причисляется к отдельной подгруппе — оцинкованная труба для водоснабжения и систем отопления.
Метод является умеренно затратным, поэтому стоимость стальной трубы после оцинковки остаётся доступной — с приблизительным соотношением цен можно ознакомиться по данным таблицы:
| Размер ГВП-трубы (газоводопроводной) | Цена (руб./м) | |
| чёрная сталь | оцинкованная | |
| 15х2,8 ст1-3сп/пс | 33 | 50 |
| 20х2,8 ст1-3сп/пс | 42 | 66 |
| 25х2,8 ст1-3сп/пс | 59 | 95 |
| 32х2,8 ст1-3сп/пс | 81 | 127 |
| 40х2,8 ст1-3сп/пс | 90 | 155 |
| 50х2,8 ст1-3сп/пс | 117 | 194 |
Самостоятельного стандарта для оцинкованных изделий не существует. Стальные трубы с цинковой защитой производятся в соответствии с нормативными документами на электросварные изделия с прямым швом (ГОСТ 10704) и материал для газопроводов (ГОСТ 3262-75).
Способы покрытия цинком
Цинковое покрытие, в зависимости от условий эксплуатации трубы, может выполняться как по наружной её поверхности, так и по внутренней.
Существует 4 метода цинкования труб, каждый из которых применяется в зависимости от размеров изделий и требований, предъявляемых к толщине и прочности цинкового покрытия:
- горячий – подготовленную деталь погружают в расплавленный цинк, чем обеспечивается высокое качество и долговечность покрытия, но энергозатратность процесса велика;
- холодный – изделия одним из малярных способов окрашиваются веществами, содержащими цинк, что не обеспечивает высокую прочность цинкового слоя (применяется для защиты от коррозии уже смонтированных конструкций);
- электро-гальванический – покрытие осуществляется способом электролиза, то есть осаждения на деталь (анод) цинка, растворённого в электролите (катод), при прохождении электрического тока;

- газотермический — устройство защитного покрытия газопламенным напылением на поверхность детали цинкового порошка, недостаток – пористость и невысокая прочность слоя;
- термодиффузионный – детали покрываются слоем цинка, находящегося после нагрева до 2500 град. в парообразном состоянии, применяется для обработки мелких деталей в большом количестве – шурупы, болты, гайки, шайбы, требующие высокой адгезии цинка с металлом.

Нужно ли красить оцинкованный металл
Цинковый слой на поверхности стали медленно, но реагирует с внешней средой. Стальной лист в процессе изготовления трубы подвергается прокату под давлением, резке, возможны сварные швы стыков. Эти участки детали становятся более уязвимыми, сокращая срок службы всей трубы. Нанесение слоя краски добавляет долговечности, придает эстетичность внешнему виду
Но есть некоторые нюансы, которые важно учесть, чтобы не допустить досадных ошибок, сводящих все усилия к нулю
Каким требованиям должны отвечать окрасочные составы
В средних и северных широтах погодные условия воздействуют на покрытие особенно агрессивно, поэтому важно обезопасить строительные комплектующие всеми доступными способами. Подбирая краску для оцинкованной трубы для водостока, важно учесть некоторые требования к ней
Краска должна обеспечить:
- Надежную защиту от факторов внешней среды.
- Устойчивость к выгоранию на солнце.
- Хорошую адгезию с цинковым слоем.
- Устойчивость к влаге и температурным перепадам.
- Быстрое высыхание и удобство в нанесении.
Особенно актуальны эти требования для труб, предполагающих установку вне помещения. Окрасочные составы для стали обеспечат защиту и привлекательный внешний вид.
Характерность использования жестяных труб в системах обогрева и ГВС
Трубы с защитным покрытием из цинка в системах отопления и водопроводах используются с учитыванием эксплуатационных условий.
Если температура носителя тепла не превышает 65 градусов, то покрытие из цинка удачно делает собственные функции. В северных же районах, где такой параметр намного больше, внутренний цинковый слой под влиянием большой температуры вступает в реакцию с водой:
Zn + H2O = ZnO + H2.
Оба вещества, получающиеся в результате подобного взаимного действия, являются негативными факторами:
- ZnO – это хлопья, которые выпадают в осадок и заколачивают просвет трубо-проводов небольшого диаметра;
- H2 – это водород, который в смеси с воздухом в определённой пропорции взрывоопасен или, как минимум, образовывает пробки в системе.
Благодаря этому в системах ГВС и теплоснабжения с температурой носителя тепла выше 60 градусов разрешается применение труб, имеющих только внешнее защитное покрытие из цинка, которое убережет трубопровод от коррозийных процессов в периоды простоя. Но, при попадании воды на поверхность горячей трубы цинковая оболочка начинает отслаиваться от основания, поэтому, чтобы это не допустить, нужна покраска подобных трубо-проводов сверху цинка, что приведёт к ещё большему подорожанию системы.
Вывод: использование в системах ГВС и теплоснабжения с температурой носителя тепла выше 60 градусов труб, оцинкованных с наружной стороны, очень дорого, а оцинкованных внутри – вредно и страшно.
Способы стыковки
Профтрубы из оцинкованной стали важно правильно соединять между собой. Если не соблюдается технология крепления, нарушается целостность защитного покрытия
Способы стыковки при монтаже системы трубопровода, металлических конструкций:
- Специальные соединительные элементы: фитинги, краб-системы. Такой вариант подходит для легковесных конструкций. Соединительные элементы позволяют сохранить целостность оцинковки. При этом они обхватывают изделие со всех сторон, фиксируются крепежом.
- Хомуты, патрубки с фланцем. Данные элементы крепления используются при установке труб круглого сечения, рассчитаны на разную нагрузку. Хомут задействуется при монтаже изделий на любом участке. Патрубок с фланцем устанавливается при подведении профтрубы к плоской поверхности, например, потолку, полу и т. д.
При выборе соединительных элементов учитывают характеристики коммуникаций. Наиболее важными являются форма и размер сечения. Следует подобрать фитинги так, чтобы в дальнейшем можно было обеспечить минимальный зазор между наружной поверхностью профтрубы и внутренней стенкой соединительного элемента.
Где применяется изоляция для труб оцинкованная
Область применения оцинкованных труб ППУ для транспортировки жидких, газообразных и сыпучих материалов регламентирована ГОСТ 30732-2006, устанавливающим следующие параметры транспортируемой среды:
- Рабочее давление в системах водо- и пароподачи – не больше 16 бар. (атм.).
- Номинальная температура носителя – до +140º С, температуру проходящей жидкости допускается повышать до +150º С, если теплосеть функционирует в режиме +70 – +150º С, установленном для наружных температур ниже -35º С в Европейской части России, в Сибири и на Дальнем Востоке.
Трубопровод ППУ с оцинкованной изоляцией – изделие, предназначенное для поверхностной укладки тепловых коммуникаций, при подземном размещении его протягивают в проходах каналов и туннелей, основные сферы его применения:
Нефтяная и газодобывающая отрасли. Трубопроводы с пенополиуретановым покрытием в оболочке используют для наземной укладки нефтяных и газовых магистралей, в климате Крайнего Севера утепление предотвращает чрезмерное охлаждение нефтепродуктов и газа, снижающего их подвижность.
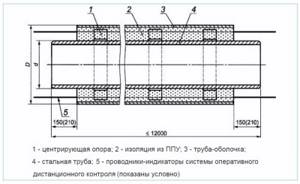
Рис. 3 Скорлупа ППУ с покрытием – конструкция трубы по ГОСТ 30732-2006
- Химическая и пищевая промышленность. В процессе химического и пищевого производства через утепленный трубопровод в емкости и резервуары подают разогретые до высоких температур компоненты, являющиеся частью технологического процесса, при этом сокращение тепловых потерь снижает себестоимость производства.
- Коммунальная сфера. Трубы ППУ являются основным видом труб для горячего водоснабжения и систем отопления зданий, их применение позволяет защитить трубопровод от охлаждения и соответственно сэкономить значительные теплоресурсы на подогрев воды.
- Бытовое хозяйство. В быту очень редко используют заводские трубы с готовым утеплением ППУ и оцинкованной оболочкой для подачи горячей воды – они должны располагаться снаружи на поверхности, что неприемлемо на индивидуальных земельных участках. Один из вариантов использования – установка в качестве готового утеплителя дымоходов.
Также из оцинкованной стали изготавливают раздвижные и сборные изоляционные кожухи различного вида с замковыми элементами, устанавливаемые по принципу скорлупы, их области применения:
- Внутридомовые инженерные системы – трубопроводы горячего и холодного водоснабжения, отопления, вентиляционные шахты.
- Изоляция дымоходов печей и каминов от окружающей среды и в местах прохода через потолочные и стеновые перегородки, крышу.
- Прокладка тепловых трасс в закрытых подземных туннелях и коллекторах.
- Изоляция открытых частей машин и механизмов с высокой температурой от соприкосновения для предотвращения ожогов.
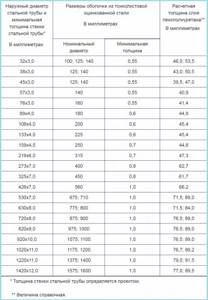
Рис. 4 Размерные параметры ППУ труб и изоляционных стальных оболочек
Можно ли использовать оцинкованные трубы для систем отопления и горячего водоснабжения.
Очень часто можно услышать от заказчика вопрос, можно ли использовать оцинкованные трубы для систем отопления и горячего водоснабжения? Иногда этот вопрос даже произносится с упреком, почему вы нам ставите «ржавые» трубы? Экономите на нас! А действительно почему? Зачем ставить «ржавую» трубу или пластик, который плавится от высокой температуры, ведь всем давно известны оцинкованные трубы, которые не гниют и служат более 50 лет.

Ответ здесь простой и однозначен, оцинкованные трубы для системы отопления и горячего водоснабжения с температурой свыше 55 градусов ставить нельзя и вот почему. При нагреве теплоносителя в системе отопления или горячего водоснабжения свыше 55 градусов, а особенно сильно 70°С в теплоносителе происходит химическая реакция с активным отслаиванием цинка, при этом сначала забиваются фильтра и тонкие участки труб, затем на трубах появятся свищи и система отопления естественно дает течь. Если в качестве теплоносителя у вас используется вода, а она у нас используется в 99 процентах систем отопления садовых и дачных домов и 100% многоквартирных домов, в воде свыше 70 градусов, а особенно после 82 градусов активно выделяется кислород. Как известно кислород активный катализатор, ускоряющий любые химические процессы. Следовательно, процесс коррозии пойдет еще быстрее.
Не лучшим образом дело обстоит и с холодным водоснабжением, в случае если у Вас вода идет по расписанию, или ее очень часто не бывает. Попеременный контакт оцинкованных труб с водой, а затем с воздухом очень плохо отражается на их целостности, оцинкованные емкости и трубы в таких условиях дают течь через два три года. И только оцинкованные трубы, работающие без перепадов температур и перебоев с водой, служат тридцать лет и более. Кстати тоже при условии, если они изолированы от влаги и снаружи.
Проблемы соединения цинковых труб с помощью сварки
Есть три стороны проблемы сварки оцинкованного металла. Первая состоит в том, что цинк при попадании в дыхательные пути рабочего может вызвать остановку дыхания. Температура сваривания стали колеблется около 1200 градусов. При этом цинковое покрытие начинает испаряться уже при температуре чуть выше 900 градусов.
Если сварочные работы проводят в закрытом помещении, то необходимо обеспечить эффективную вентиляцию.
Вторая проблема в том, что присутствие расплавленного цинка ухудшает качество стыка. Оцинковка смешивается с основным сплавом, встраиваясь в кристаллическую решетку и ослабляя ее. Интенсивное испарение цинкового покрытия становится причиной образования пузырей, полостей, неоднородности сварочного шва.
Казалось бы, что удалив оцинковку в месте стыка, можно безопасно и качественно соединить трубы. Однако здесь кроется третья проблема – локальное удаление оцинковки приводит к быстрому износу коммуникаций в месте стыка.