How to paint galvanized pipes with your own hands
If you decide to paint a galvanized pipe with your own hands, first carefully read all the stages of the process. The result will please you for many years, provided that all requirements for pipe preparation and painting are met.
Pipe surface preparation
Previously, experts recommended keeping the product in contact with weather for a year and only then painting it. This requirement is associated with the natural process of zinc oxidation and the formation of so-called “white rust”. With the advent of modern coloring compounds, the need for aging the pipe has disappeared.

Typically, finished galvanized steel products leave the factory conveyor in a special protective lubricant. This layer protects the zinc coating from rapid contact with the environment, but before painting, to prevent the paint from peeling off, it must be removed with any alkaline solution. The solution must be thoroughly rinsed with water and the product allowed to dry completely.
Painting process
Before painting, to improve the adhesion of the zinc layer to the paint, it is recommended to treat the surface of the pipe with a special primer. Some craftsmen recommend cleaning the zinc layer with any abrasive, such as sandpaper. But it should be remembered that in this way the product will lose the protective properties of zinc.
Having chosen the paint in accordance with the recommendations and future operating conditions of the pipe, after the primer has completely dried, you need to start painting. It is most convenient to apply with a spray gun, but you can also use a brush or small roller. After applying the first coat, allow the paint to dry for the time specified by the manufacturer. Then apply a second coat and let dry again. After which the galvanized pipe is ready for installation and use.
Coloring video
For a more clear idea of how to paint galvanized pipes, it is recommended to watch the video on painting (in the video, corrugated sheets are painted, but there is no difference in technology). It presents the process in detail with step-by-step instructions, provides recommendations that will help you complete the work as well as possible, and discusses typical mistakes made by beginners.
In conclusion, I would like to note that metal pipes made of galvanized steel, due to their reliability and low cost, are popular among private sector builders. After reading the article on how to choose paint and paint a pipe, you can extend its service life for many years.
Installation features
So, we are going to mount the radiator on galvanized pipes with our own hands. What is useful to know before starting work?
Tools
- Grinder with a cutting wheel for steel. In its absence, you can get by with a regular hacksaw, but then cutting pipes will be quite tedious.
- Rough file. When cutting threads, you will need to chamfer the outside of the pipe.
- Die with holder. Of course, if you have an electric thread cutting tool at your disposal, even better; but purchasing it for the sake of installing one heating system is clearly unprofitable.
- Vise or clamp. Do not cut the thread on the pipe while it is in weight.
- Gas keys. At a minimum - No. 1 and No. 2. If you have to remove stuck plugs in cast iron heating radiators, even a huge No. 4 may not be out of place.

The photo shows gas wrenches of the three most useful sizes. The first number is needed for assembling connections, the second and third - for cutting threads and unscrewing radiator caps.
Materials
Fittings - angles, tees, valves - there is no point in listing them: their number is selected depending on the project and is calculated when sketching a sketch of the future insertion of the heating device.
Note: use only modern ball valves. It is better to completely forget about the existence of their screw predecessors. They are much less fault-tolerant and have much greater hydraulic resistance.
To replace the heating riser, in the vast majority of cases, galvanized steel pipe DN 20, or 3/4 inch, is used. She can also make eyeliner and jumper.
Advice: place valves not only on the supply line to the heating device, but also on the jumper. When the jumper is closed, all the coolant will flow through the radiator; when open, you can regulate the temperature of the battery without making your neighbors freeze.
Plumbing flax is traditionally used to seal threads. To prevent it from fading or rotting, it can be impregnated with paint, drying oil or silicone sealant, spreading a little on the thread and on the winding strand. When assembling the threaded connection, the flax will be saturated fairly evenly.
cutting
There are few subtleties here.
- When measuring the length of the pipes you need, do not forget to take into account the length of the thread that will go into the fitting.
- When choosing a place to cut a riser or liner, keep in mind that you will be cutting threads on it. The distance from the floor and walls should be at least 8-10 centimeters.

The distance from the floor and walls should be sufficient to cut the thread.
Threading
The instructions for manual thread cutting are simple:
- Prepare the end of the pipe. Remove the burrs and make an entry for the die - remove the chamfer from the outside at a gentle angle. This can be done with a file, grinder, or emery; in extreme cases, you can even crimp the edge of the pipe with a gas wrench.
- Clamp the pipe in a vice or clamp. If we are talking about a riser, secure it with a gas wrench so as to compensate for the torque from the die. Otherwise, there is a high chance that the riser will be completely torn off from the radiator of the neighbors above or below.
- Apply some oil to the pipe. Anything - from spindle to grease. In this case, the die will go easier and will not leave marks on the steel.
- Place the holder with the long side on the pipe and press it against the end with maximum possible force. At the same time, rotate the holder clockwise. Do not rush to stop pressing: until the first thread is cut completely, the die may come off it.
To assemble a pipe with an angle or tee, five threads are enough. In the case of a runoff that goes into the radiator plug, cut about 7-8 centimeters.
Assembly
There are only two serious mistakes when assembling threaded connections:
- If you do not accurately align the axes of the external and internal threads and try to assemble the connection, you will, with sufficient force, cut a new thread in a brass or cast iron fitting with a steel pipe. However, nothing good will come of this - after two or three turns the thread will lock tightly and be damaged.
- An attempt to turn the valve another five degrees so that its handle takes a comfortable position almost always ends with a crack in the body. It is better to re-disassemble the connection and wind a little more winding, and then reassemble it, stopping one turn earlier.

When assembling threaded connections, do not overdo it. Brass is a rather fragile metal.
The locknut is wound up like this:
- It is driven to a distance between it and the coupling (radiator plug, fitting) of about five millimeters.
- Then the winding is wound into the gap. Of course, as usual - along the thread.
- The locknut is tightened until the resistance to rotation of the key becomes noticeable. Excessive efforts are not needed here either.
- Don't forget to paint the threads after assembly and crimping. Let us remind you: the protective zinc layer on them is broken.
- Cast iron corners and tees are much stronger than brass ones. If the riser and liner are assembled tightly, there is a real chance of damaging the brass fitting simply by leaning on the pipe.
- The best connection for a heating device is the bottom one. In this case, it will not need to be washed. However, you will have to install a Mayevsky tap in one of the upper plugs.
Useful little things

The bottom connection allows the radiator to operate for decades without flushing.
What is galvanized steel
In the production of construction products, it is common practice to coat steel sheets with a thin layer of zinc. This increases the service life of the product due to its resistance to corrosion and aggressive external environments. Galvanized steel coils are used for the manufacture of roofing and fence materials, water supply systems and in many other areas.
How to distinguish stainless steel from galvanized
Unlike galvanizing, stainless steel is an alloy with the addition of chromium. Stainless steel sheets are not coated; the color of its surface and cut is uniform, usually matte. During the coating process, galvanized steel becomes covered with characteristic crystallization patterns or has a mirror surface with a tint of blue.
If the stainless steel is processed to a mirror shine, you can find out exactly what exactly is in front of you using a chemical reaction. You need to drop hydrochloric acid onto the edge of the steel sheet. By interacting with zinc, hydrogen chloride causes blistering spots on the surface. In addition, alloys with chromium do not have magnetic properties; if the magnet is attached to a sheet of steel, it is probably galvanized.
Production technology
Galvanizing is carried out on a ready-made steel water pipe, produced in accordance with the requirements of the relevant GOST. The coating can be applied to both suture and seamless products; the technology is the same in any case.
The process includes the following steps:
- Cleaning the surface from scale.
- Heating the workpiece until the metal reaches the required conditions.
- Direct galvanizing process.
- Removing excess zinc using a centrifuge.
- Product cooling.
Galvanizing methods
Three galvanizing methods are used:
- Hot-dip galvanizing is performed by placing the workpiece in a container with zinc melted to 450°.
- Galvanic - during the electrolysis process, zinc from the electrolyte is evenly deposited on the surface of the product and forms a thin protective layer.
- Diffuse galvanizing is the treatment of the workpiece with zinc vapor at temperatures up to 450 degrees in special closed containers. Zinc particles penetrate the steel structure and form a durable coating with a thickness of up to 50 microns. As a result, the galvanized product, in addition to anti-corrosion properties, also receives electrochemical protection.
The first method is the most common, the latter gives the highest quality coverage.
Types and differences of paints
Among the variety of types of paints, you need to remember that not every one is suitable for working on metal; these types of surfaces are considered the most capricious to paint. Based on their advantages, polymer powder dyes could be called ideal. They combine well with metals, are durable and wear-resistant. But they have a big drawback - the painting process is possible only with the help of special equipment.
You can paint it yourself using acrylic, alkyd and vinyl dyes. When choosing paint for coating at home, it is recommended not to save on the cost of the paint product, choosing it in accordance with the recommendations of specialists.
Acrylic
Acrylic-based metal paints appeared not so long ago, but quickly gained recognition. This coating is durable, does not fade and resists corrosion well due to its organic solvent base and special additives in the composition. Does not crack over time, does not support combustion, and tolerates heat to high temperatures.

The cost of acrylic paints is also very attractive. In addition, it is convenient to work with - if it gets on the skin, the paint is washed off with water before it dries completely. Environmental friendliness and the absence of a characteristic chemical odor allows it to be used in a home with small children.
Alkyd
Alkyd paints go well with galvanized surfaces. Unlike oil-based ones, they protect against rust and cracks. They have good drying speed and adhesion. Gives a dense glossy color. They are relatively inexpensive.

Disadvantages include flammability and poor heat resistance in direct sunlight.
It is important to work with them in a well-ventilated area, as their fumes are toxic. In addition, over time, alkyd compounds react with the zinc layer and reduce its protective properties.
Vinyl enamels
The only significant drawback of vinyl enamels is their high cost. They have excellent covering properties, are easy to apply, and are resistant to corrosion and chemical influences. They form a water- and weather-resistant coating that can withstand temperature changes from –60℃ to +100/+130℃.
Connecting galvanized pipes by soldering and welding
From the above examples it is clear that welding with electrodes and a gas torch leads to the destruction of the zinc protective layer, and if it can be restored from the outside in several effective ways, then the inner surface remains unprotected.
Based on the shortcomings of the two methods of joining galvanized products, an intermediate option was developed that combines their positive qualities - welding and soldering. Its essence lies in the fact that when welding, a gas torch with a lower combustion temperature than an electric arc is used, a stainless additive and fluxes that protect the zinc surface at the point of contact with the flame and around the seam.
We will consider the technology for performing welding and soldering work using the example of using materials from the French supplier of its products to the domestic market, Castolin.
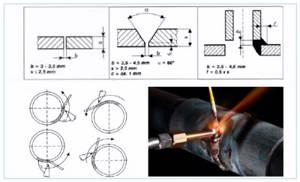
Rice. 15 Braze welding tolerances and torch position
Preparation and soldering
For joining galvanized parts, various Castolin solders are used (18, 18F, 18MF, 18 XFC), the most expensive of them is Castolin 18XFC 2.0 mm on a copper-zinc base (57% copper and 42% zinc) with the addition of silver (1%) has a melting temperature of 870 - 895º C. Such solders are used for high-strength solder welding of alloy and non-alloy steels, galvanized materials, soldering of copper and nickel parts; the domestic analogue of Castolin 18XFC is L-57. The main stages of preparatory work before soldering and welding and its implementation:
- Preparing pipes for connection. If the wall thickness is less than 2.5 mm, a butt joint is used, for values more than 2.5 mm, V-shaped processing is used. The inclination angle of the processed ends of 60 degrees is obtained by mechanically removing the layer by grinding, milling, or manually with a grinder, sandpaper or file.
- Selection of flame. For domestic use, a burner nozzle diameter of 1 - 2 mm is quite enough, with which flame you can weld pipes with a diameter of up to 250 mm with a wall thickness of 2 - 6 mm. To accurately determine the size of the nozzle for solder welding, take its diameter one size smaller than for conventional standard welding.
- Flame adjustment. An acetylene-oxygen composition with excess oxygen is used - in this case, silicon oxides are formed, preventing the evaporation of zinc. An intermittent flame contributes to overheating and evaporation of zinc in areas adjacent to the seam, so its correct adjustment is important - the burner flame must be uniform.
- Soldering technique. To join two edges, the “left” soldering technique is used, in which the solder is in front of the flame, the burner should have an angle of inclination during the passage filling the seam of 15 - 30 degrees, if a remelting seam is made, the angle is set to 70 - 75 degrees. The width of the gap between the parts, the thickness or height of the reinforcement is selected in accordance with Fig. 15.

Rice. 16 Solder welding of galvanized steel
Flux application
Before applying surfacing, galvanized products must be treated with Castolin 18 flux; they cover the external and internal surfaces of the attached parts with a strip of at least 20 mm wide from the end. In addition to protecting zinc with a melting point of 416º C from evaporation, which occurs at 906º C, the color of the flux signals the moment when soldering begins.
For wall thicknesses up to 4 mm, a single-pass seam is used; upon completion of work, the outer surface is cleaned with a stainless brush, and the inner surface is washed with water after 24 hours.
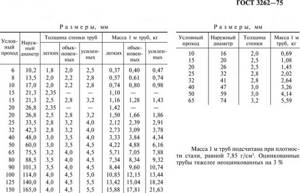
Parameters of zinc coated steel pipes
The main technical parameters of zinc-coated steel pipes are:
- outer diameter (10.2 - 165 mm);
- weight of 1 m of pipe (0.4 - 22 kg);
- nominal diameter (6 - 150 mm);
- wall thickness (1.8 - 5.5 m);
- length (4 - 12 m).
Like ordinary pipes, the walls of galvanized products can be light, reinforced or standard; the accuracy of execution is assigned to ordinary or increased.
Important! The protective zinc coating must be applied to the entire surface of the product and have a thickness of 30 microns. Peeling of the protective layer, peeling and swelling on it are not permissible (“Steel water and gas pipes”, Technical conditions, GOST 3262-75, amendment No. 4,6).
Is welding of galvanized pipes allowed and its features?
The main problem when welding galvanized steel pipelines is the presence of a coating that prevents fusion. Since the boiling point of zinc is 906º C, and the weld seam is heated to 1200º C, during welding the zinc burns out and only after this does the steel join. Carrying out welding work with galvanized steel has the following features:
- Welders with little experience are not always able to evenly weld the zinc shell and get a good, even seam - in order not to create additional problems, before welding it is easier to remove the protective layer of the coating using a grinder with a metal disc, a file or sandpaper. Chemicals are also used for this - galvanizing can be removed using solutions of hydrochloric, nitric and sulfuric acids.
- Zinc fumes cause significant harm to human health and have a sweetish taste, so the following requirements of safety regulations (HS) should be observed before performing welding work. It is necessary to provide the workplace with flowing ventilation, without which the welder is prohibited from working according to safety regulations, and to use means to protect the respiratory tract from zinc fumes.
- Standard welding methods lead to damage to the zinc layer, the seam remains unprotected and the overall corrosion resistance of the entire welded structure is significantly reduced. For subsequent seam protection, it is better to use similar zinc-containing cold galvanizing compounds, the technology and materials for which are described above.
- Sometimes, due to intense evaporation of zinc, the surface of the pipe becomes covered with small cracks; to prevent this effect, it is useful to use fluxes. The main purpose of welding fluxes is to isolate the seam surface from oxygen, stabilize the arc, form a weld and alloy to enrich the seam with metal.
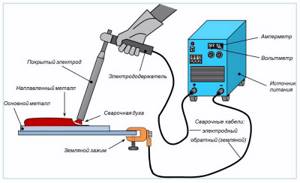
Rice. 7 Electric arc welding
Selecting Electrodes
The process of welding galvanized pipes differs little from welding ferrous metal. The technological feature of the work is to reduce welding time while simultaneously increasing the current strength of the process. This can be achieved using rutile-coated electrodes.

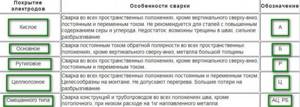
Rutile electrodes
Rutile electrodes are electrodes whose coating consists of titanium oxide with admixtures of aluminosilicates and carbonates.
Advantages of rutile coated electrodes:
- the presence of titanium oxide facilitates the process of igniting the electrode at the beginning of operation or when it fades during operation;
- the characteristics of the welding arc make it possible to obtain a high-quality seam, without lack of penetration, cracks, and with high resistance to wear;
- minimal metal spattering reduces the loss of molten metal.
The presence of iron powder in the rutile coating reduces the alloying level of the steel, which increases the strength of the resulting joint.
Explanation and designation of electrodes
Main electrodes
Electrodes with a basic coating are used for welding thick-walled low-alloy steel pipes. The powder coating here has a complex composition of ferroalloys, calcium fluoride, and magnesium compounds.
The cooking process is accompanied by the release of carbon oxides, which protect the molten metal from the destructive effects of atmospheric oxygen and hydrogen.
Technical characteristics and properties
Metal pipes are distinguished by high strength. They are able to withstand maximum loads, are resistant to mechanical stress, and have long-term wear resistance.

Galvanizing significantly improves their characteristics and gives the products additional qualities:
- Corrosion resistance.
- Increased throughput by reducing the roughness of the conductive surface.
- Extends service life.
What is the difference between galvanized pipes and ordinary ones?
About 60% of the zinc extracted from the bowels of the earth by the mining industry is used in the production of galvanized rolled products, another 20% is used for galvanizing metal structures (automotive and industrial equipment bodies, building materials), machine parts and mechanisms.
The difference between structural steel and non-corrosion metals (tin, aluminum, lead, zinc) is that the latter, when oxidized in air, forms an oxide, which in the form of a protective film becomes a barrier to the access of oxygen to the metal. Thus, the film prevents further oxidation and protects the metal from corrosion destruction. Iron, unlike non-ferrous metals and alloys, during corrosion forms a loose hydroxide of large volume, as a result of which oxygen easily penetrates to its surface and the oxidation process continues.
The essence of the technology is that, from an electrochemical point of view, iron forms a galvanic couple with zinc, in which the more active zinc enters into a corrosive interaction with oxygen first, leaving the iron in a chemically passive state. In a similar way, you can significantly accelerate the corrosion of iron if you apply tin, which is a more passive element in a galvanic pair with iron, to its surface and damage its shell.
Metal pipes made of any grade of steel are subjected to galvanization, covering not only their outer but also the inner surface, while the highest quality and homogeneous layer is obtained in seamless rolling. Various technologies are used to apply zinc, which can be used not only on an industrial scale, but also in small private production - many commercial companies are engaged in galvanizing steel parts to order.
Advantages and disadvantages
The era of developed socialism in the field of housing and communal services was remembered for the material that was massively used for heating and plumbing systems - steel pipes without anti-corrosion coating. Most of the cold water pipelines needed repair or replacement within 10-15 years after construction; The pipes lasted longer when heating, but the service life still left much to be desired.
What are the reasons for steel pipe failure? In the rust that corroded the walls, and the deposits with which it grew from the inside. Scale, sand and lime reduce the clearance to almost zero over time.
At the same time, the mechanical strength of a steel heating system or water supply system cannot be ignored.
Galvanizing (applying a layer of zinc to the outer and inner surfaces) deprives pipes of their main disadvantages, while maintaining all the advantages. Let's list both.
Advantages
- Galvanized steel pipe is not subject to corrosion.
Correction: on threads and welded joints where the zinc layer is damaged, it will still rust. This is why it is important to protect the connections with paint or primer.
- Deposits do not accumulate . The author had the opportunity to open galvanized heating risers after half a century of operation. They were no different in condition from a new pipe.

When replacing radiators in Stalinka-style radiators, risers and connections are rarely changed. Galvanization remains in perfect condition even after decades.
- Temperature resistance is limited only by the material used to seal the joints . In any case, the maximum operating temperature of a galvanized heating system is obviously higher than the maximum coolant temperature.
- Exceeding the normal pressure in the pipe is not dangerous . Water hammer will not rupture the riser and the line to the radiator.
It looks like we are dealing with an almost ideal material for a heating system. Are there any disadvantages?
Flaws
- The price per linear meter is noticeably higher than, for example, a reinforced polypropylene pipe of the same cross-section.
- Installation will be labor intensive. You'll have to cut dozens of threads by hand. In addition, the rigidity of the pipes requires very precise adjustment of the dimensions of the pipes: you cannot install a section of the riser with a bend.
conclusions
- In central heating systems, with their not always predictable temperature schedule and high probability of pressure surges, galvanized steel should definitely be preferred. In fact, what is the point, as is often done, of connecting a bimetallic radiator with a working pressure of 35 atmospheres with a polymer pipe, which at a temperature of 95 C will withstand no more than 6 kgf/cm2?
- But in autonomous heating systems, all its parameters are controlled and predictable. It makes sense to save money and at the same time make installation easier. The best choice for heating would be pipes made of reinforced polypropylene, cross-linked polyethylene or metal-plastic with press fittings.
Useful: in another area, plastic pipes are unrivaled. When laying heated floors in a screed, only a solid pipe is used, without connections of any type. It is clear that the choice willy-nilly stops at polymer pipes sold in coils.

Water heated floors are an area where polymer pipes reign supreme.
Tips for choosing
When choosing a particular paint, first of all, you should pay attention to the functions that the pipe will perform. If it is intended for cold drainage, it is more important to consider the anti-corrosion properties
For hot water pipes heat resistance. Storage periods must be normal, since after their expiration the composition of the paints begins to deteriorate.
approximate price
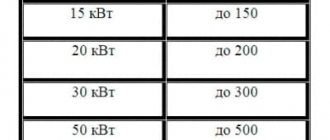
The exact cost of paint depends on many parameters, such as the manufacturer, packaging volume, place of purchase and other nuances. The table below shows approximate prices for paint:
| Type of paint | Price per kg, rub |
| Acrylic | 250-650 |
| Alkyd | 150-450 |
| Vinyl | 350-1000 |
When purchasing, please note that the packaging with paint contains a mention of the compatibility of this type of material with zinc surfaces. Not all paints are suitable for working with galvanization
Life time
According to the same VSN 58-88, the service life of galvanized water supply is at least 30 years (20 in DHW systems of houses with closed heating systems, where heat exchangers are used to prepare hot water). The author has repeatedly encountered the opinion that galvanizing on hot water is not durable.
The argument basically boiled down to two postulates:
- Zinc is destroyed at high temperatures of hot water (according to various sources - over 70 or 82 degrees Celsius), after which the inner surface of the pipe remains defenseless against corrosion;
- Zinc forms a galvanic couple with brass fittings (or aluminum used in the manufacture of heating radiators) and is destroyed by electrochemical corrosion.
Nonsense, comrades.
And that's why:
- Of the metals used in water supply systems, zinc forms a galvanic couple only with copper. To verify this, just look at a chemistry textbook or you-know-what Internet encyclopedia;
Zinc forms a galvanic couple with copper, and under rather specific conditions
Please note: copper pipes themselves are not very popular in water supply systems of apartment buildings due to their high cost and relatively complex installation. In addition, a copper water supply will inevitably be separated from a galvanized one by a brass fitting, eliminating direct contact between the metals.
- When the author was a plumber, he often had to open galvanized water pipes, risers and heating connections. The condition of the pipes after 50-70 years of operation was no different from the condition of new pipes just delivered from the factory. Meanwhile, the temperature regime for heating and hot water supply in the region where this happened provides operating temperatures of up to 95 degrees for heating and up to 80-90 for hot water.
And one more argument in favor of a galvanized pipe: it does not become overgrown with mineral deposits and rust. In contrast to a black steel pipe, the clearance in which is halved after 10-15 years of service.
The water supply can only become clogged with large debris arriving from the water supply main or heating main, protection from which is usually provided by mud slides in the water metering and elevator units.

For comparison, the insides of a cold water supply riser are made of black steel
Overall: a galvanized pipe for hot water supply and cold water is an almost ideal solution that allows you to forget about problems with your plumbing for many decades.
Purpose and areas of application
Profile pipes are used in various fields. When such products first appeared, the main area of application was the laying of communications for the transportation of gaseous and liquid media. Today, the scope of use of such products has expanded significantly. They are used in the construction of various structures: buildings, fences, etc.
Profile pipes are used in the construction of bridges and objects that require the use of durable reinforcement. Pre-perforated products are used in furniture production. Using profile pipes with various characteristics, metal structures of any complexity are created. Due to such advantages as strength and ease of processing, such products are used in shipbuilding and other heavy industries.
Normative documents
Galvanized water pipes are produced mainly in accordance with GOST 3262 75.
In addition, there are two more GOSTs: 10704 91 and 10705-80. They regulate the production of electric-welded galvanized elbows, also suitable for water supply.
The differences between the standards lie in some standard sizes and operating pressure indicators that standardize the documents. Thus, products with a diameter of up to 102 mm, manufactured according to the latest two standards, must withstand 6 MPa and 3 MPa hydraulic pressure.
Seamless pipes are produced in accordance with GOSTs 8732-78 and 8734-75. They are rarely used in simple home plumbing because... they are more expensive than their suture counterparts.

Installation of water supply networks is carried out in accordance with the rules of SNiPs 3.05.01-85 “Internal sanitary systems” and 2.04.01 “Internal water supply and sewerage of buildings”.
The final stage and subsequent processing of the joint
Welded galvanized pipes have a seam that is not protected from corrosion; when welding with gas torches, a significant area of galvanization around the joint burns out - all this leads to poor corrosion resistance of the joint. Before and after completion of welding, processing and smoothing the seam with abrasive materials, the following methods are used to combat corrosion:
- When welding using gas torches, rods made of corrosion-resistant stainless materials (zinc-cadmium, brass) are used.
- To protect the external surface, thermal spraying of zinc or a coating of zinc-containing materials in the form of paint is used.
It should be noted that these methods are effective when using a galvanized pipeline for gas supply; if a coated welded pipe is installed in a heating system, then the zinc layer burned out from the inside no longer protects its surface, and corrosion will occur quite quickly. Therefore, when using zinc pipes for heating, he uses other modern methods of connecting them using fittings.

Rice. 14 Solder-welding connection of parts to a zinc metal surface - appearance
Description of steel pipes
The main advantages that make galvanized steel pipes preferable for heating:
- resistant to high temperatures and pressure (especially this variety - seamless thick-walled);
- mechanically strong, resistant to loads;
- wide range of applications: even to transfer heated steam, a polymer pipe would not withstand it;
- allows for any type of processing: welding, cutting, drill, lathe.
Unfortunately, galvanized steel pipes for heating have negative properties:
- corrosion - although there are methods to reduce the susceptibility of steel products to corrosion, they are not one hundred percent able to protect the heating system;
- foreign substances are deposited on the walls inside, especially with centralized heating - long-term operation is not possible (only 15-20 years, then the pipes are replaced);

Galvanized steel pipes
Advantages of a galvanized chimney
Zinc protection automatically turns an ordinary metal pipe into a reliable and high-quality material that can resist corrosion for a very long time. Chimneys made of galvanized pipes are used in a wide variety of operating conditions - autonomous heating systems and fireplaces, small country houses, baths and saunas.
The raw material used as a starting material in the production of galvanized pipes is ordinary sheet steel, which has suitable flexibility characteristics. At first glance it may seem that this is a tin product, but this impression is deceptive - properly processed metal has completely different characteristics.

A galvanized chimney pipe has many advantages:
- Reliable pipe protection from corrosion and various acids;
- Fast system warm-up and stable traction;
- Simple and quick installation of a modular chimney, achieved through a special pipe connection scheme;
- Simplicity of design, allowing you to assemble the chimney yourself;
- Versatility, thanks to which you can connect the chimney to a variety of heat sources;
- Ease of repair - a damaged part can be easily replaced with a new one without completely disassembling the chimney;
- Fire safety (however, to achieve it, during installation it is necessary to ensure that the chimney does not come into direct contact with flammable materials).
The chimney is usually vented to the roof or wall of the building. In the latter case, the chimney must be insulated so as not to encounter troubles during operation.
Is it possible or not?
As you know, zinc is a toxic metal that has an unpleasant habit of accumulating in the body and causing severe forms of poisoning. Is it allowed to come into contact with drinking water?
Soviet regulatory documents, known for their very sensitive attitude to the health of the country's citizens, believe so.
The mechanism of zinc poisoning and its consequences
In addition to GOST 3262-75, which directly indicates the purpose of galvanized pipes for the installation of water pipelines, there are departmental construction standards VSN 58-88. According to this document, galvanization can be installed on cold and hot water, as well as in the heating system.
Departmental building codes indicate the possibility of using galvanized pipes for cold and hot water
Selecting Electrodes

As already mentioned, the welding process is accompanied by the release of thermal energy, so the zinc begins to evaporate intensively.
There is a high probability that this metal will end up in the weld pool and mix with the steel. And this will lead to the formation of pores and cracks at the level of steel crystallization, and, as a consequence, to a decrease in the quality of the joint of the connected products. Therefore, the main requirement for welding galvanized pipes is the removal of the zinc layer in the joint area.
If it is not possible to remove the protective coating, then special electrodes are used to connect galvanized pipes. In principle, welding a galvanized product is practically no different from the same process of joining ordinary steel. But there are also some nuances.
Firstly, the welding electrode itself is a metal rod coated with powder. It is the type of powder layer that influences what metals can be welded.
In the case of welding galvanized pipes, electrodes with either rutile or basic coating are used. The first is used if the pipes are made of carbon steel (for example, steel 20), the second if they are made of low-alloy steel (C345).
Rutile coating

Electrodes with rutile coating are used.
Rutile is a mineral in the form of titanium oxide. It is powder coated and used as a concentrate with a content of more than 50%. The composition also includes aluminosilicates and carbonates. The slag obtained during welding has high alkalinity, so the metal of the joint has such characteristics as high impact strength and increased protection against the formation of hot cracks.
The only requirement for rutile electrodes for welding galvanized pipes is to dry them for an hour at a temperature of +200 °C before starting the process. But you can use consumables only after a day.
Basic coating

Basic coated electrodes can be used.
This powder layer has a complex formulation, which includes a large number of different chemicals: magnesium, calcium, fluorspar and ferroalloys. When burned inside the welding zone, the powder releases carbon dioxide and carbon monoxide, which protect the molten metal from oxygen and hydrogen. The last two reduce the quality of welding. Typically, these electrodes are used to weld pipelines made from thick-walled pipes.
Installation and assembly methods
Galvanized pipes forming a heating or hot water system are installed in three ways:
- welding;
- flange connection;
- threaded connection;
- soldering.
Each of the listed methods has its pros and cons. Let's look at these installation methods and the nuances associated with them.
Welding galvanized pipes
Zinc-coated water and gas pipes can be connected by electric or gas welding - both types of installation are convenient because they take little time. But there is one negative factor, the effect of which must be minimized, since it cannot be completely eliminated.
The fact is that the temperature of the weld reaches 1200 degrees, and zinc boils at 906 degrees and begins to evaporate due to heating during the welding process. The following happens:
- harmful effects of zinc fumes on the welder, up to suffocation, as they are poisonous;
- evaporating zinc exposes the steel and makes it vulnerable to corrosion;
- Zinc vapor promotes the formation of pores and cracks in the weld, reducing the strength of the joint.
For maximum localization of these processes, before starting welding, in addition to the mandatory arrangement of effective ventilation of the room, it is necessary to perform the following actions.
- prepare the edges of the joint, that is, make an external chamfer on them and remove the zinc coating 25-30 mm on both sides of the joint;
- weld the joint, followed by cleaning the weld seam from slag and covering the bare section of the pipe with zinc-containing paint (zinc dust content - 94%, binder - 6%) - cold galvanizing.
To prevent boiling of the zinc layer, you can treat the joint with hydrochloric acid 5 cm in both directions, but in this case, acid fumes will form during welding.
According to clause 4.6 of SP (Building Rules) 73.13330.2012, the installation of welded joints on galvanized steel pipelines is not permitted, since zinc is not removed from the inner surface of the pipe before welding, and zinc fumes, the formation of which cannot be avoided, cause the formation of pores and shells. But this document is of voluntary use and, if the project does not contain a reference to the mandatory use of this clause, then installation of galvanized pipes by welding is acceptable.
In order to minimize the impact of zinc on the quality of electric welding, installation must be carried out in accordance with the following recommendations:
- perform welding at low speed, but avoiding burning through the pipe, and with an increased current value;
- use electrodes with rutile coating (the electrode composition contains titanium oxide).
Electric welding of zinc-coated pipes requires certain skills from the welder. In addition to the composition of the outer coating of the electrode, the quality of the weld is affected by the thickness of its rod, which determines the power of the arc - an excessively thick electrode will burn through the wall, and a thin one will not provide the necessary strength of the welded joint. For welding galvanized pipes with a wall thickness of 1.5 - 5 mm, electrodes with a diameter of 2-3 mm are used.
Flange connection of galvanized pipes
This method is based on connecting pipe fragments with bolts, at the ends of which flanges are welded - steel rings with an internal diameter equal to the outer diameter of the pipe, and holes around the perimeter for mounting bolts. Two flanges of different fragments are applied to each other using an intermediate sealing gasket and tightened with bolt-nuts or studs.
This installation method contains the same negative factor as in a welded joint - in the process of welding flanges to pipes, zinc boils and the protective layer in the area of the weld is destroyed. Therefore, it is also necessary to take measures to localize the temperature effect on the zinc layer, and after welding is completed, clean the seam and apply an anti-corrosion zinc-containing coating to it (cold galvanizing).
The flange connection is not compact, therefore it is used in most cases when laying a pipeline in utility rooms or outside. On the mating side of the flange there is a ring-shaped area called a mirror. Before tightening them, a paronite gasket with a hole, the diameter of which must coincide with the inner diameter of the pipe, is installed between the two mirrors of the mating flanges. The outer diameter of the gasket is made equal to the distance between opposite fastening bolts.
Threaded connection
This installation method eliminates the need to use thermal connection methods and is performed using various types of fittings designed to connect individual pipeline fragments after threading them.
Threaded assembly also has its disadvantages:
- the thread cutting process is labor-intensive and time-consuming;
- When cutting a thread, a cutting tool (die) removes a layer of steel of a certain thickness along with a protective zinc coating.
- The tightness of the threaded connection is ensured by wrapping the thread with FUM tape, sealing paste or tow with paint, which over time lose their properties and require replacement.
Advantages and disadvantages
Positive qualities of profile products:
- high strength;
- ease of processing;
- the possibility of modifying the design by bending;
- relatively light weight due to the cavity inside;
- versatility;
- wide range of varieties;
- long service period (30-50 years);
- low thermal conductivity;
- higher resistance to increased pressure inside the product, as well as water hammer;
- when using galvanized products as reinforcement during the construction of buildings, there is a decrease in pressure on the foundation, this is due to the fact that metal pipes take on a significant part of the load;
- Possibility of operation in harsh conditions.
Another advantage of galvanizing is that there is no need for additional processing. To extend the service life, the existing protective coating is sufficient. There are also disadvantages to such products. Thus, they note a higher price compared to analogues made of ferrous metal. In addition, zinc-coated products are highly susceptible to mechanical damage. If the integrity of the protective layer is compromised, the service life of the structure made from such pipes will be significantly reduced.
How to choose galvanized pipes for heating and water supply
Despite the saturation of the market with many varieties of high-tech polymer pipes, metal is used quite widely today for the installation of heating systems, hot and cold water supply. Metal pipes for these purposes are mainly made from steel and copper, less often from aluminum. Each type of such pipes, depending on the material of manufacture, has a set of individual characteristics that provide the consumer with ample opportunity to maneuver when choosing.
One of the most common types of pipes is steel products with zinc coating - a material that has many positive characteristics, but is specific in application. Let's look at what kind of material this is and how to properly use galvanized pipes for heating.

Types of galvanized chimneys and components
There are two types of pipes used to construct a chimney:
- Single-circuit;
- Dual-circuit.
The following elements should be included with such a chimney:
- Tees;
- Adapters;
- Couplings;
- Inspection hatches;
- Valve to eliminate moisture;
- Supports for installing the structure near vertical surfaces.

Simple systems are successfully used in buildings that are used only in the summer (country baths or small houses). Assembling a single-circuit chimney is quite simple and is within the capabilities of a good owner, but the finished design has a serious drawback - too high a level of condensate.
A single-circuit galvanized gas pipe is not suitable for those systems that vent to the atmosphere without insulation - this is fraught with rapid destruction of the pipe due to the active appearance of moisture and long warm-up in winter. This design can only be used temporarily - for example, when building a new house, which needs to be heated somehow, but serious solutions are not yet possible to implement.

Chimneys made from double-circuit galvanized pipes, in addition to high performance characteristics, have good visual qualities, which are achieved through special spraying used to process most metal parts.
Double-circuit chimneys have several advantages:
- High reliability;
- Increasing the efficiency of heating equipment;
- Protection against condensation;
- Ability to operate at temperatures up to 450 degrees;
- Aesthetic appeal.
Conclusion
When selecting a chimney or the elements necessary for its installation, you need to take into account the diameter of the pipes so that the structure can be easily assembled. In addition, when choosing a design, it is necessary to consider all its characteristics and take them into account during installation. A properly installed galvanized chimney will perform its assigned functions efficiently.
Is there an alternative to galvanized pipes?

Glass fiber reinforced pipe
So what alternative exists to galvanized pipes? Are we really forced to drink water flowing through rusty pipes? Naturally not. For many years now, low- and high-density polyethylene has been produced and used everywhere for water, and for hot water, the so-called PPRS pipes (polypropylene reinforced pipes) or, as they say now everywhere in advertising, are “calde”. Such pipes can withstand temperatures up to 90 degrees Celsius, although their service life at this temperature is no more than 6 months, but how many days a year does this temperature occur in our heating plants? But owners of private houses using polypropylene pipes in their heating systems should not forget about this. The temperature in an incorrectly designed or installed heating system can remain at the temperature limit for using polypropylene pipes for a very long time, as a result of which they can become covered with holes and collapse.
This defect is typical for heating systems with automatic regulators on heating devices. When the boiler is constantly at 85 degrees, and the heat is controlled by radiator regulators. This is as bad as the temperature in the heating system below 55 degrees, when condensation forms on the pipes, and especially on the external surfaces of the boiler and its chimney. They say that the boiler is crying, and naturally its surfaces, especially the chimney, even if it is made of stainless steel, are actively corroded.
The answer to the question - is it possible to use galvanized pipes for heating and hot water supply systems and is it better to use a “rusty” pipe or PPRS pipes?
If anyone else has questions or you need a heating system design for a private home and competent professionals to implement it, welcome to contact us. The company has been operating in this service market since 1985, has an SRO and certified specialists. Designs and builds roof and conventional boiler houses, installs heating systems for residential apartment buildings and private houses. Examples of our work, address and telephone numbers are on the next page.
What it is
Galvanized profile pipes are produced using different methods. What they have in common is the need to form metal blanks. In this case, the method of cold or hot deformation is used. They differ in the temperature of the material. During hot forming, the procedure is simplified, since well-heated metal is characterized by plasticity. When another method is used, the risk of compromising the integrity of the product at the bend points increases.
Different types of materials are used in production. High carbon steel is popular. This type of metal is the most ductile, which ensures high quality profile products. After completing the production process, the workpieces must be coated with a zinc-containing composition. In this case, the surface is saturated with zinc.
To protect pipes from future corrosion, different methods are used:
- After molding, the products are cleaned, which allows the slightest defects to be removed. Then they are immersed in a container with a liquid zinc-containing solution. The thickness of the protective layer can be changed depending on the intended purpose of the products. This parameter is determined by the number of immersions in a bath of molten zinc.
- In the manufacture of metal profile pipes, galvanized sheets are used. During the production process, the protective coating may be deformed, for example, during welding. If these areas are not treated with a zinc-containing solution, the pipe will quickly rust and its service life will be shortened.
There is an alternative option - the cold galvanizing method. In this case, special equipment is used to apply a protective coating to metal workpieces. Galvanizing using this technology can also be done manually. This method is based on the principle of interaction between molecules of 2 metals under the influence of electric current. As a result, the protective coating firmly adheres to the metal surface.
Production methods and types of galvanized pipes
The main enemy of steel pipes is corrosion. One of the ways to protect against it is to apply a protective layer of zinc to the surface of a steel pipe, after which the material is classified as a separate subgroup - galvanized pipes for water supply and heating systems.
The method is moderately expensive, so the cost of a steel pipe after galvanizing remains affordable - the approximate price ratio can be found in the table:
| GVP pipe size (gas and water supply) | Price (rub./m) | |
| black steel | galvanized | |
| 15x2.8 st1-3sp/ps | 33 | 50 |
| 20x2.8 st1-3sp/ps | 42 | 66 |
| 25x2.8 st1-3sp/ps | 59 | 95 |
| 32x2.8 st1-3sp/ps | 81 | 127 |
| 40x2.8 st1-3sp/ps | 90 | 155 |
| 50x2.8 st1-3sp/ps | 117 | 194 |
There is no independent standard for galvanized products. Steel pipes with zinc protection are produced in accordance with regulatory documents for electric-welded products with a straight seam (GOST 10704) and material for gas pipelines (GOST 3262-75).
Zinc coating methods
Zinc coating, depending on the operating conditions of the pipe, can be done both on its outer surface and on its inner surface.
There are 4 methods of galvanizing pipes, each of which is used depending on the size of the product and the requirements for the thickness and strength of the zinc coating:
- hot - the prepared part is immersed in molten zinc, which ensures high quality and durability of the coating, but the energy consumption of the process is high;
- cold - products are painted using one of the painting methods with substances containing zinc, which does not provide high strength of the zinc layer (used to protect already assembled structures from corrosion);
- electro-galvanic - coating is carried out by electrolysis, that is, the deposition of zinc dissolved in an electrolyte (cathode) onto the part (anode) during the passage of an electric current;

- gas-thermal - device of a protective coating by gas-flame spraying of zinc powder onto the surface of a part, the disadvantage is the porosity and low strength of the layer;
- thermal diffusion - parts are coated with a layer of zinc, which is after heating to 2500 degrees. in a vapor state, it is used for processing small parts in large quantities - screws, bolts, nuts, washers that require high adhesion of zinc to metal.

Is it necessary to paint galvanized metal?
The zinc layer on the surface of the steel reacts slowly with the external environment. During the pipe manufacturing process, the steel sheet is rolled under pressure, cut, and welded joints are possible. These parts of the part become more vulnerable, reducing the service life of the entire pipe. Applying a coat of paint adds durability and an aesthetically pleasing appearance.
But there are some nuances that are important to consider in order to avoid annoying mistakes that reduce all efforts to zero.
What requirements must paint compositions meet?
In middle and northern latitudes, weather conditions have a particularly aggressive effect on the coating, so it is important to protect construction components by all available means. When choosing paint for a galvanized drain pipe, it is important to take into account some of the requirements for it
The paint must provide:
- Reliable protection from environmental factors.
- Resistance to fading in the sun.
- Good adhesion to the zinc layer.
- Resistance to moisture and temperature changes.
- Quick drying and easy to apply.
These requirements are especially relevant for pipes intended to be installed outdoors. Painting compositions for steel will provide protection and an attractive appearance.
Characteristics of the use of tin pipes in heating and hot water systems
Pipes with a protective coating of zinc in heating systems and water supply systems are used taking into account operating conditions.
If the temperature of the coolant does not exceed 65 degrees, then the zinc coating successfully performs its own functions. In the northern regions, where this parameter is much greater, the inner zinc layer, under the influence of high temperature, reacts with water:
Zn + H2O = ZnO + H2.
Both substances resulting from such mutual action are negative factors:
- ZnO is flakes that precipitate and clog the lumen of small-diameter pipes;
- H2 is hydrogen, which, when mixed with air in a certain proportion, is explosive or, at a minimum, forms plugs in the system.
Thanks to this, in hot water supply and heating systems with a coolant temperature above 60 degrees, it is permitted to use pipes that have only an external protective coating of zinc, which will protect the pipeline from corrosive processes during periods of inactivity. But, when water gets on the surface of a hot pipe, the zinc shell begins to peel off from the base, therefore, to prevent this, it is necessary to paint such pipelines on top of the zinc, which will lead to an even greater increase in the cost of the system.
Conclusion: the use of pipes galvanized on the outside in hot water supply and heating systems with a coolant temperature above 60 degrees is very expensive, and galvanized pipes on the inside are harmful and scary.
Docking methods
It is important to correctly connect galvanized steel pipes to each other. If the fastening technology is not followed, the integrity of the protective coating is compromised
Methods of joining when installing a pipeline system and metal structures:
- Special connecting elements: fittings, crab systems. This option is suitable for lightweight structures. Connecting elements allow you to maintain the integrity of galvanization. At the same time, they embrace the product from all sides and are fixed with fasteners.
- Clamps, pipes with flange. These fastening elements are used when installing round pipes and are designed for different loads. The clamp is used when installing products in any area. A pipe with a flange is installed when connecting a professional pipe to a flat surface, for example, a ceiling, floor, etc.
When choosing connecting elements, the characteristics of communications are taken into account. The most important are the shape and size of the section. Fittings should be selected so that in the future it is possible to ensure a minimum gap between the outer surface of the corrugated pipe and the inner wall of the connecting element.
Where is galvanized pipe insulation used?
The scope of application of galvanized polyurethane foam pipes for the transportation of liquid, gaseous and bulk materials is regulated by GOST 30732-2006, which establishes the following parameters of the transported medium:
- Working pressure in water and steam supply systems is no more than 16 bar. (atm.).
- The nominal temperature of the carrier is up to +140º C, the temperature of the passing liquid can be increased to +150º C if the heating network operates in the +70 – +150º C mode, established for external temperatures below -35º C in the European part of Russia, Siberia and the Far East .
PPU pipeline with galvanized insulation is a product intended for surface laying of thermal communications; when installed underground, it is pulled in the passages of channels and tunnels; its main areas of application are:
Oil and gas industries. Pipelines with a polyurethane foam coating in the shell are used for the above-ground laying of oil and gas pipelines; in the climate of the Far North, insulation prevents excessive cooling of oil products and gas, which reduces their mobility.
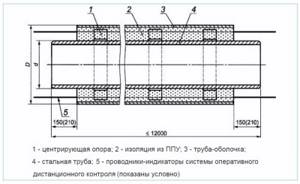
Rice. 3 PPU shell with coating – pipe design according to GOST 30732-2006
- Chemical and food industry. In the process of chemical and food production, components heated to high temperatures that are part of the technological process are supplied through an insulated pipeline into containers and reservoirs, while reducing heat losses reduces production costs.
- Communal sphere. PPU pipes are the main type of pipes for hot water supply and heating systems of buildings; their use allows you to protect the pipeline from cooling and, accordingly, save significant heat resources for heating water.
- Household services. In everyday life, factory pipes with ready-made polyurethane foam insulation and a galvanized shell are very rarely used to supply hot water - they must be located outside on the surface, which is unacceptable on individual plots of land. One of the options for use is installation as a ready-made insulation for chimneys.
Sliding and prefabricated insulating casings of various types with locking elements, installed according to the shell principle, are also made from galvanized steel; their areas of application are:
- In-house engineering systems - pipelines for hot and cold water supply, heating, ventilation shafts.
- Insulation of chimneys of stoves and fireplaces from the environment and in places of passage through ceiling and wall partitions, the roof.
- Laying thermal routes in closed underground tunnels and collectors.
- Insulation of open parts of machines and mechanisms with high temperatures from contact to prevent burns.
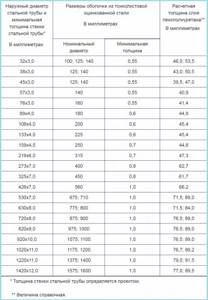
Rice. 4 Dimensional parameters of polyurethane foam pipes and insulating steel shells
Is it possible to use galvanized pipes for heating and hot water supply systems?
Very often you can hear a question from a customer: is it possible to use galvanized pipes for heating and hot water supply systems? Sometimes this question is even uttered reproachfully, why are you installing “rusty” pipes for us? Save on us! And really why? Why install a “rusty” pipe or plastic that melts at high temperatures, because everyone has long known galvanized pipes that do not rot and last more than 50 years.

The answer here is simple and unambiguous: galvanized pipes for heating and hot water supply systems with temperatures above 55 degrees cannot be installed, and here’s why. When the coolant in a heating or hot water supply system is heated above 55 degrees, and especially at 70°C, a chemical reaction occurs in the coolant with active peeling of zinc, and first the filters and thin sections of pipes become clogged, then fistulas appear on the pipes and the heating system naturally leaks . If you use water as a coolant, and we use it in 99 percent of the heating systems of garden and country houses and 100% of apartment buildings, oxygen is actively released in water above 70 degrees, and especially after 82 degrees. As you know, oxygen is an active catalyst that accelerates any chemical processes. Consequently, the corrosion process will go even faster.
The situation is not the best with cold water supply, if your water flows according to a schedule, or it very often does not happen. Alternate contact of galvanized pipes with water and then with air has a very bad effect on their integrity; galvanized containers and pipes in such conditions leak after two to three years. And only galvanized pipes, operating without temperature changes and interruptions in water supply, last thirty years or more. By the way, also provided that they are isolated from moisture and outside.
Problems connecting zinc pipes using welding
There are three sides to the problem of welding galvanized metal. The first is that zinc, if inhaled by a worker, can cause respiratory arrest. The welding temperature of steel fluctuates around 1200 degrees. In this case, the zinc coating begins to evaporate at a temperature just above 900 degrees.
If welding work is carried out indoors, it is necessary to ensure effective ventilation.
The second problem is that the presence of molten zinc degrades the quality of the joint. Galvanizing is mixed with the base alloy, embedding itself into the crystal lattice and weakening it. Intense evaporation of the zinc coating causes the formation of bubbles, cavities, and inhomogeneity of the weld seam.
It would seem that by removing the galvanization at the joint, you can safely and efficiently connect the pipes. However, here lies the third problem - local removal of galvanization leads to rapid wear of communications at the joint.