При организации индивидуального водоснабжения и современных отопительных систем все большее применение находят трубы из синтетических материалов, основными из которых является полипропилен, металлопластик и полиэтилен двух типов: низкого давления (ПНД) и сшитый (PEX). При устройстве трубопроводной магистрали из последнего вида используют специализированный инструмент для монтажа труб из сшитого полиэтилена и технологии, отличные от работы с похожими материалами.
Монтаж трубопроводной линии из сшитого полиэтилена несложно провести своими руками при наличии нужного инструмента после изучения технологии стыковки. При этом полезно знать свойства PEX полиэтилена и области его применения.

Рис. 1 Внешний вид изделий из сшитого полиэтилена
Технология производства труб из сшитого полиэтилена
Обычный полиэтилен имеет низкую термостойкость, поэтому находит применение в быту только при организации холодного водоснабжения. Современные технологии, которые называют сшивкой, позволили получить из полиэтилена материал с более высокими техническими характеристиками под условным обозначением PE-X (PE — PolyEthylene, X — Cross-linked).
Изменение параметров достигается выбиванием атомов водорода из полиэтиленовых молекул с их дальнейшей поперечной сшивкой в трехмерную сетку следующими химическими и физическими способами:
- Пероксидный (PE-Xa). Методика заключается в перемешивании полиэтиленовых гранул и пероксидов с дальнейшим нагревом смеси до высокой температуры.
- Силановый (PE-Xb). При данной обработке полиэтиленовую заготовку пропускают через ванну с силаном и катализатором, в результате чего молекулы водорода замещаются силаном. Метод отличается равномерностью сшивания по всему сечению изделия.
- Электронный (PE-Xc). Высокопроизводительный способ, при котором удаление водорода из молекулярной решетки происходит путем бомбардировки его структуры электронами при рентгеновском излучении. Недостаток данного способа — неравномерная структура материала с более высоким процентом сшивки молекул на наружной поверхности.
- Азотный (PE-Xd). Редко используемый из-за малой эффективности метод обработки полиэтилена азотными радикалами.
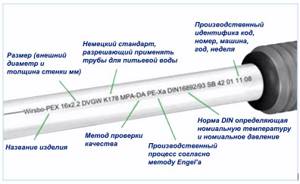
Рис. 2 Маркировка PE-X
Обычно метод сшивания указывается на маркировке изделия, лучшими считаются марки, изготовленные по технологии А, типы В и С имеют ограничения в использовании, связанные с их прочностными и пластическими характеристиками.
Стандартный технологический процесс производства PE-X состоит из следующих этапов:
- Расплавленный гранулированный полиэтилен вместе с красителем, прессом выдавливается через кольцевое отверстие экструдера, образуя цилиндр необходимого сечения.
- Если изделие предназначено для отопительных систем или теплых полов, его поверхность обрабатывается спиртовым раствором этиленвинила, в результате чего образуется пленка, препятствующая диффузии кислорода.
- Конечной стадией процесса производства является обработка изготовленной трубной поверхности по одной из приведенных выше методик, при этом молекулы сшиваются с разной степенью эффективности.
Метод сшивки труб PEX-труб
Важнейший параметр при выборе труб из сшитого полиэтилена – это метод сшивки, который использовал производитель. От него зависит количество образованных дополнительных связей, а следовательно, и эксплуатационные качества изделия.
Для образования дополнительных связей (мостов) в полиэтилене используют такие методы сшивки:
- сшивка пероксидом, такие трубы маркируются PEX-A;
- сшивка силаном, PEX-B;
- радиационная сшивка, PEX-C;
- азотная сшивка, PEX-D.
Трубы PEX-A получают путем нагревания сырья с добавлением пероксидов. Плотность сшивки у этого способа максимальная и достигает 70-75%. Это позволяет говорить о таких преимуществах, как отличная гибкость (максимальная среди аналогов) и эффект памяти (при разматывании бухты труба практически сразу принимает исходную прямую форму). Перегибы и заломы, которые могут появиться в процессе монтажа, можно исправить, если немного нагреть трубу строительным феном. Основной минус – это высокая цена, так как технология пероксидной сшивки считается самой дорогой. Кроме того, во время эксплуатации проходит вымывание химических веществ, причем несколько более интенсивно, чем в других PEX-трубах.

Трубы PEX-B производят в два этапа. Сначала в сырье добавляют органические силаниды, получая на выходе недосшитую трубу. После этого изделие гидратируется, и в итоге плотность сшивки достигает 65%. Такие трубы отличаются невысокой ценой, они устойчивы к окислению, имеют высокие показатели давления, при котором происходит разрыв трубы. По надежности они практически не уступают трубам PEX-A: хоть процент сшивки тут ниже, но прочность связей выше, чем при пероксидной сшивке. Из минусов отметим жесткость, поэтому согнуть их будет проблематично. Кроме того, эффекта памяти тут нет, поэтому первоначальная форма трубы будет восстанавливаться плохо. При появлении заломов помогут только соединительные муфты.
Трубы PEX-C получаются при т.н. радиационной сшивке: на полиэтилен воздействуют электронами или гамма-лучами. Процесс производства требует тщательного контроля, ведь от расположения электрода относительно трубы зависит равномерность сшивки. Степень сшивки достигает 60%, такие трубы имеют неплохую молекулярную память, они более гибкие, чем PEX-B, но в процессе эксплуатации на них могут образовываться трещины. Заломы исправляются только соединительными муфтами. В России такие трубы не нашли широкого распространения.
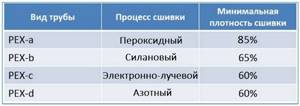
Трубы PEX-D производятся путем обработки полиэтилена соединениями азота. Степень сшивки невысокая, около 60%, поэтому по эксплуатационным качествам такие изделия значительно уступают аналогам. Технология фактически ушла в прошлое и сегодня почти не применяется.
В продаже можно встретить трубы PEX-EVOH. Отличаются они не способом сшивки, а наличием внешнего дополнительного антидиффузного слоя из поливинилэтилена, который еще больше защищает изделие от попадания внутрь трубы кислорода. По способу сшивки они могут быть любыми.
Самыми качественными считаются трубы PEX-A, но их высокая стоимость заставляет многих использовать трубы PEX-B. Эти два вида изделий получили наибольшее распространение на рынке, а выбор между ними зависит от бюджета, личных предпочтений и особенностей трубопровода, который необходимо с их помощью построить.
Не путайте трубы из сшитого полиэтилена с:
- трубами из полиэтилена низкого давления, они выдерживают температуру не более +40С и пригодны только для систем холодного водоснабжения;
- трубами из недосшитого полиэтилена Pert, в них отсутствуют межмолекулярные связи, вместо них происходит переплетение цепей полимера и их сцепление. Такие трубы совсем недавно появились на рынке, выдерживают температуры до +70С;
- трубами из термостойкого полиэтилена. Они также способны выдерживать воздействие высоких температур (за счет введения в состав полимера термостойких добавок), но не смогут так долго, как PEX-трубы, работать при высоких температурных и прочих нагрузках.
Основные технические характеристики труб из сшитого полиэтилена
Трубы из сшитого пластика широко используют в быту при:
- Монтаже линий и элементов систем отопления.
- Устройстве теплых полов под стяжкой.
- Подключении радиаторов отопления при переноске.

Рис. 3 PE-X – свойства материала
Широкое применение полиэтиленовых труб, изготовленных способом сшивания, обусловлено их следующими свойствами:
- В отличие от обычного полиэтилена, который рассчитан на работу под давлением с температурой жидкости, не превышающей 40 С., PEX могут длительное время функционировать в системах с температурой воды до 95 С. Максимальная рабочая температура, которую выдерживают трубопроводные линии из РЕХ, зависит от способа изготовления и может достигать 120 С.
- Материал легче стали в 8 раз.
- Гладкая поверхность внутренних стенок уменьшает потери давления в трубопроводе, на них не образуется накипь.
- Многие марки PEX способны работать при давлениях до 20 бар.
- Магистраль из сшитого полиэтиленового трубопровода поглощает вибрации от работающего оборудования (компрессионных электронасосов) и шумы от проходящего водного потока.
- РЕХ устойчив к воздействию большинства агрессивных химических веществ, число которых достигает 200 наименований.
- Срок службы РЕХ составляет 50 лет при эксплуатации в режиме 90 С./7 бар. или 70 С./11 бар.
- Материал устойчив к коррозии, не выделяет в протекающую жидкость вредных токсинов и химических веществ во всем диапазоне рабочих температур.
- Пластичность позволяет монтировать трубопровод с минимальным радиусом изгиба в 6 диаметров.
- РЕХ не теряет своих свойств при замерзании жидкости внутри.
- Поверхность, покрытая слоем поливинилэтилена (EVON), препятствует диффузии кислорода.
- Трубопровод из РЕХ легко монтируется своими руками с помощью простых механических приспособлений.
- Изделия обладают обратной усадкой, то есть принимают начальную форму в случае пластической деформации.

Рис. 4 Примеры соединения труб из сшитого полиэтилена
Возможно будет интересно почитать про: Трубы Рехау — описание, характеристики, фасонные части, монтаж
Типы теплых полов
Система теплого напольного покрытия делится на 3 вида: водяную, электрическую и инфракрасную. Какую из них выбрать, зависит от особенностей квартиры. Типы полов:
- Водяной теплый пол работает на основе водопроводных труб, а горячая вода циркулирующая по ним, является теплоносителем. Трубы из металлопластика или пластика прокладывают под напольным покрытием и подключают к центральной системе отопления. Это самый распространенный вид полов, который обладает максимальной мощностью и широким температурным диапазоном нагрева. Благодаря терморегуляторам и температурным датчикам системой можно управлять.
- В основе электрической системы лежит специальный греющий кабель. Ток, проходящий через него, превращается в тепло. Это происходит благодаря высокому удельному сопротивлению токопроводящей жилы.
- Инфракрасный пол монтируют на основе рулонных пленок. Это специальный материал, внутри которого установлены нагревательные элементы. Они генерируют инфракрасное излучение посредством тока и переводят его в тепло.
Обладают ли изделия из PEX недостатками
Сшитый пластик имеет недостатки, которые производитель устраняет на стадии производства, основные из них:
- Высокая кислородопроницаемость. Правилами технической эксплуатации нормируется содержание в воде, циркулирующей в сетях отопления, кислорода. Его наличие в жидкости приводит к окислению металлических изделий в результате взаимодействия, из-за чего образуются оксиды металлов (ржавчина), приводящие к ускоренному разрушению металлических частей. Поэтому при производстве PEX покрывают диффузионным слоем из синтетических компонентов, препятствующих поступлению кислорода в воду.
- PEX боится воздействия ультрафиолетового излучения. Для защиты его окрашивают на стадии изготовления и эксплуатируют внутри помещений.
- Для монтажа трубопровода требуется приобретение соединительных фитингов и специализированного инструмента, что с экономической точки зрения довольно накладно, как и стоимость 1 погонного метра труб, составляющая около 0,7 у.е.
Особенности соединения сшитых полиэтиленовых труб
Основная технология стыковки полиэтиленовых труб — использование фитингов. При этом существуют 3 основных метода стыковки труб — компрессионный (обжимной), прессовый (пресс-фитинги, обжимные кольца) и напрессовочный (надвижные гильзы).
Сущность компрессионного способа состоит в обжимании фитинга, помещенного внутрь трубы, с помощью металлического кольца с прорезью на поверхности, которое сжимается накидной гайкой. Технология является универсальной и широко используется для соединения ПНД и металлопластиковых труб.

Рис. 5 Виды фитингов
Благодаря своей пластичности для монтажа РЕХ разработана спецтехнология напрессовки, при которой фитинг вставляется в механически расширенное гнездо на конце трубы. Помимо того, что после установки фитинга пластик автоматически сжимается вследствие своей молекулярной памяти, обеспечивая прочную и герметичную фиксацию, сверху на соединение механическим методом натягивается металлическая гильза, обеспечивающая очень надежную фиксацию.
Прессованием фиксируют фитинги, специально изготовленные для запрессовки на наружной трубной поверхности или расположенные внутри стенок, в последнем случае их зажим происходит наружными зажимными кольцами.
Виды крепежных элементов
Чтобы трубы надежно держались на поверхности пола, кроме подложки, для фиксации используют крепежные элементы. Крепления для трубы для теплого пола бывают разных видов:
- Кабельная стяжка или хомуты. Этот крепежный материал используют только для арматурной сетки. Изделия формируют петлю, которая обтягивает трубопровод и захватывает прутья арматурной сетки.
- Скобы с зазубринами. Пластмассовые скобы для крепления теплого пола применяют для полистирольной подложки. Их монтируют на трубу сверху и тщательно вдавливают в полистирольную подложку. Зазубрины, расположенные на кончиках скоб, захватывают подложку и надежно закрепляют изделие в неподвижном состоянии.
- Клипсы. Монтажная планка изготовлена из пластика и внешне похожа на подкову. Клипса имеет ровное основание, на которое и монтируется.
- Металлические петли. Крепежный элемент имеет форму петли, которая соответствует диаметру трубы. Внутри петли находится отверстие для гвоздя или самореза. Фиксация осуществляется прямо к черновой поверхности.
Почему сшитый полиэтилен не сваривается
В отличие от полипропилена, который легко сваривается паяльником для сварки полипропиленовых труб в домашних условиях, сварка полиэтилена любого вида в быту не применяется из-за высокой стоимости оборудования и непрактичности.
Сварочная технология используется для состыковки промышленных и магистральных труб большого диаметра из полиэтилена низкого давления (ПНД), при этом применяют две методики сварки полиэтиленовых труб: электромуфтовая сварка при помощи пластиковых электросварных муфт или стыковая сварка, сварное сопряжение под давлением после расплавления трубных концов специализированным стыковым сварочным аппаратом.

Рис. 6 Особенности соединения труб ПНД большого диаметра сваркой
Электросварные муфты для сваривания ПНД имеют высокую стоимость, к тому же для их использования требуется дорогостоящий прибор, обеспечивающий прохождение электрического тока с заданными параметрами. Во втором, более «дешевом» способе, помимо использования паяльного диска с электронным прибором, задающим температуру и время его нагревания, трубы помещают в массивную конструкцию, позволяющую соединять их нагретые концы под давлением.
Зависимость видов труб от установки в разных местах
Инструмент для установки труб из полиэтилена может чуть-чуть разниться в зависимости от области их использования. Для самых разных систем – теплоснабжения, подачи горячей либо холодной воды, канализации – есть различные условия передачи воды, благодаря этому и изделия в каждом определенном случае будут разниться.
Например, для холодного водоподвода, в основном, используются однослойные PEX-трубы сечением 16-20 мм, которые могут выдержать до 95 ?C. Очень часто подобные трубы производятся электронно-лучевым способом – данные изделия имеют хорошую стоимость.
Для водомерных узлов с горячей водой необходимы многослойные конструкции, так как температура, которую они должны держать, находится в границах 110 ?, другими словами, очень высокая. Для этой цели, в таких изделиях внутри располагают слой полиэтилена сшитого типа
, полученного пероксидным способом, в самом центре устанавливают прослойку из алюминия, а поверх – еще 1 полиэтиленовый слой.
За счёт наличия центральной алюминиевой прослойки, труба становится очень прочной в местах сгиба, чтобы не позволить проникания в нее кислорода. А вот слой находящийся с внешней стороны полиэтилена способен обезопасить трубу от ультрафиолета и повреждений механического характера. Сечение подобных труб находится в диапазоне 16-63 мм. В случае с системами отопления, можно тоже воспользоваться многослойными изделиями с параметрами 16-20 мм.
Соединение PEX с помощью пресс-фитингов
Стыковка пластиковых труб пресс-фитингами аналогична производству данных операций с изделиями из металлопласта и выполняется в следующей последовательности:
- Обрезают трубные концы ножницами-секаторами и снимают внутреннюю фаску разверткой.
- В стандартные пресс-клещи вставляют насадку нужного размера, наиболее распространенные наружные диаметры — 16, 20, 25 и 32 мм.
- Разводят рукоятки инструмента на 180 градусов и открывают его головку, после чего в ее пазы вставляют две половинки пресс-насадок, их закрепляют кнопочным фиксатором.
- Одевают пресс-фитинг поверх трубы до упора (его расположение и точность установки можно посмотреть в контрольном окошке).
- Раздвигают рукоятки инструмента на 180 градусов, открывают замок, вставляют пресс-фитинг и сдвигают рукоятки, для чего прилагают определенные усилия.
- После совмещения ручек прибора обжимку пресс-фитинга в системах с опрессовкой можно считать завершенной.

Рис. 7 Фрагменты видео установки пресс-фитингов
Следует отметить, что данная методика рассчитана на жесткие трубопроводы, так как пресс-фитинг помещается и обжимается снаружи трубной поверхности, поэтому ее использование для монтажа эластичных PEX практически не применяется.
Трубопроводная стыковка опрессовочными соединениями
Крепление трубных изделий на пресс-фитингах просит наличия следующих инструментов:
- пресс для обжимки фитинга;
- секатор или ножницы для нарезания трубы;
- расширительный пистолет с набором насадок.
В первую очередь, делается нарезка труб. Крайне важно, чтобы срезы были ровными и гладкими, без заусениц – для этого пригодятся специализированные ножницы.
На подготовленный край помещают гильзу, которая потом будет склонна опрессовке. Стоит обратить внимание, что одеть гильзу необходимо до проведения работ по расширению края – в другом случае, она уже не налезет.
Другим этапом будет расширение входного отверстия трубы на пару миллиметров специализированным пистолетом с насадкой необходимого размера. В расширенный вход вставляют патрубок для соединения фитинга, облегчив себе работу специализированной смазкой, входящей в набор.
На последней стадии гильзу на трубах из полиэтилена сшитого типа
фиксируют специализированным прессом. Здесь тоже необходимо быть аккуратными, чтобы не деформировать стыковочный узел.
Опрессовка
В отличие от предыдущего метода, фитинг вставляется внутрь трубы, а его контакт со стенками происходит при помощи обжимного кольца, операцию производят в таком порядке:
- Ножницами-секаторами обрезают трубные концы под углом 90 градусов к центральной оси.
- Калибратором обрабатывают конец, придавая ему круглую форму, выравнивая края и снимая с внутренней стороны фаску, образованную после обрезки. В случае отсутствия калибратора для снятия фаски можно воспользоваться наждачной бумагой.
- Вставляют в трубу штуцер фитинга до упора и надевают на ее конец обжимную муфту.
- С помощью ручных или электрических пресс-клещей производят обжимание муфты, которая по окончании проводимых работ должна иметь углубления в виде колец правильной формы.

Рис. 8 Опрессовка
Данный технологический процесс хотя и может теоретически использоваться для крепления фитингов в PEX видах, обеспечивает менее надежный контакт, чем специально разработанная методика для состыковки друг с другом сшитых полиэтиленовых труб.
Техника крепления соединителей компрессионного типа
Для работы с деталями данного типа вам потребуются два гаечных ключа и секатор.
Сборка труб из полиэтилена сшитого типа в единый провод труб при помощи соединители компрессионные делается в пару шагов. На начальной стадии, на срезе трубы помещают обжимную гайку. Ее резьба должна быть обращена к соединителю. Следующим фиксируют разрезное кольцо, установив его таким образом, чтобы отступ от среза трубы до края кольца составлял 1 мм.
В конце участок PEX-трубы, с надетой на него гайкой и кольцом, до конца насаживают на патрубок для соединения фитинга. После чего рожковыми ключами плотно затягивают обжимную гайку. Стоит обратить внимание, что перед надеванием трубы на данный соединитель, его не надо демонтировать или удалять фаску. Только одна предосторожность во время работы с такими элементами состоит в контроле усилий при затягивании гаек, чтобы труба не деформировалась.
Напрессовочный метод
Наиболее правильная методика монтажа труб из сшитого пластика, при которой в полной мере используется такие качества материала, как гибкость и молекулярная память. При работах на трубу одевают гильзу и запрессовывают штуцер фитинга в трубном отверстии.
Соединение отличается самой высокой степенью герметизации в отличие от рассмотренных выше методов, обеспечивает высокую надежность трубопровода. Технология состоит в развальцовке трубного края, после чего в него вставляется фитинг компрессионного типа. Его крепление происходит при помощи металлической гильзы, которая натягивается сверху на трубу в место расположения штуцера.

Рис. 9 Компрессионный способ соединения труб PE-X
Какие маленькие детали берутся во внимание во время работы?
Есть многофункциональные монтажные правила труб из полиэтилена сшитого типа, которых необходимо держаться независимо от варианта соединения:
- Все материалы от трубы до инструментов и трубопроводной арматуры к моменту работы обязаны быть очищены от пыли, масла и грязи.
- При комплексной сборке трубопровода первыми всегда состыковываются выходные линии от распределительного коллектора системы снабжения воды.
- В непростых системах перед монтажными работами составляется схема трубопроводных контуров. На ее основании делается подготовительная нарезка трубы на участки. Стыковка делается с малейшими перекосами – следует держать направления контуров в горизонтальном положении и вертикали.
Соединение труб посредством компрессионных (обжимных) фитингов
Метод не требует специализированного инструмента и является основным способом соединения труб ПНД малого диаметра, широко применяемых для организации индивидуального водоснабжения в быту. Если для стыковки ПНД используются пластиковые фитинги, то металлопластик или сшивной полиэтилен состыковывают при помощи арматуры из металла, при этом не требуется дорогостоящий сантехнический инструмент, достаточно разводного или обычного ключа.
Технология монтажа с использованием муфт компрессионного типа состоит из следующих этапов:
- На пластиковую трубу одевается обжимная гайка с конусом внутри и разрезное кольцо (иногда в системе присутствует резиновая прокладка), после чего в нее вставляется специальный компрессионный фитинг.
- При помощи разводного ключа накидная гайка с кольцом до упора прикручивается к фитингу через его наружную резьбу, в результате чего происходит сжатие разрезного кольца и соответственно трубной поверхности. Это обеспечивает прочную и надежную фиксацию фитинга, дополнительную изоляцию обеспечивают резиновые кольца, которые одеваются на штуцер.
Преимуществом технологии является возможность разборки, к недостаткам относят необходимость обслуживания — накидная гайка в процессе эксплуатации может откручиваться, тем самым ослабляя контакт.
Данный недостаток является довольно существенным и ограничивает использование данной технологии в системах отопления и горячего водоснабжения в случаях, если к муфтам невозможен прямой доступ.

Рис. 10 Специальный инструмент для сшивки трубопроводов из PE-X
Какой способ лучше?
На выбор лучшего способа влияют качество крепления и цена вопроса. Для профессиональных мастеров, которые выполняют большие объемы, важную роль играет удобство и скорость монтажа.
Крепление к арматурной сетке используется уже давно, его преимуществами являются простота установки и минимальные затраты. Однако способ удобным назвать сложно: работать приходится все время согнувшись, нейлоновые стяжки завязывать руками. Да и использование сетки не вызывает единодушного одобрения. Существует мнение, что она режет постепенно пластик и со временем трубы начинают течь.
Все больше мастеров прибегают к работе с такером, который позволяет за короткое время производить большие объемы работ. При этом качество по сравнению с другими методами не страдает.
То же самое можно сказать и об использовании пенополистирольных матов с фиксацией. Время покажет, какой из способов станет наиболее распространенным.
В этом видео показаны распространенные способы монтажа
Инструмент для монтажа труб из сшитого полиэтилена и методика производства работ по стыковке PEX
Основной технологией соединения сшитых полиэтиленовых труб является напрессовка наружной гильзы на место расположения вставленного фитинга. Для проведения данных работ промышленность выпускает ручной механический инструмент, также в продаже имеются его электрические аналоги, уменьшающие время монтажа.
Инструмент для монтажа труб из сшитого полиэтилена
Для соединения своими руками PEX потребуется следующий инструмент:
- Секатор. Используется для ровной обрезки трубных концов под прямым углом.
- Эспандер (Расширитель). Расширитель для труб из сшитого полиэтилена предназначен для развальцовки их концов до размеров, создающих удобное посадочное гнездо для фиксации фитинга.
- Пресс. Гидравлический пресс служит для задвижки гильзы в место установки фитинга.
- Насадки. Для работы с трубами диаметром 16, 20, 25, 32 мм. используются специальные насадки для пресса и расширителя.
- Смазка. Ее использование облегчает вставку штуцера в расширенное гнездо.

Рис. 11 Детали для напрессовки
Подготовительные работы — рекомендации
Перед проведением работ приобретают необходимые фитинги и инструмент с учетом того, что качественное и надежное соединение может быть выполнено только при использовании труб, фитингов и инструмента от одного производителя.
Иногда, при длительном хранении РЕХ в бобинах, они теряют свою форму — вернуть им первоначальный вид можно путем нагревания. Для этого используют бытовой фен, прогревая деформированный участок горячим воздухом — спустя некоторое время нагретая поверхность возвращается в первоначальное состояние.
Порядок выполнения монтажных работ
Монтажные работы по подключению фитингов к PEX, посредством которых происходит их стыковка, состоят из нескольких простых операций:
- С помощью специальных ножниц обрезают трубу нужного размера, следя за тем, чтобы срез был выполнен под прямым углом относительно центральной оси.
- Надевают гильзу и расширяют трубный конец, при необходимости используя нужные насадки с необходимым диаметром.
- Вставляют фитинговый штуцер в посадочное гнездо, используя мыльный раствор или смазку, но обычно для надежности крепления обходятся без этих вспомогательных материалов.
- При помощи ручного эспандера или электрического пресса надвигают гильзу на место установки штуцера.

Рис. 12 Этапы выполнения работ по закреплению фитинга в РЕХ
Для получения надежного и герметичного стыка в сшитых полиэтиленовых трубопроводах используют инструменты из расширителя и пресса, позволяющие надежно фиксировать фитинги, с участием которых происходит монтаж элементов в линии. При работах применяют расширитель с насадками для разных диаметров трубы и гильзу, которую надвигают на место установки штуцера, для проведения операции по перемещению гильзы используется специальный пресс.
Монтаж
Крепеж трубы для теплого пола делают на ровной поверхности. Для этого основание выравнивают и подготавливают черновую стяжку. Поверхность очищают от пыли и мусора. Монтаж своими руками:
- Вначале основание покрывают гидроизоляционной пленкой. При этом на стены делают небольшие напуски в 15-25 см. Толщина соседних полотен в углах не должна превышать 10 см. Все стыковочные места фиксируют скотчем.
- Поверх пленки укладывают утеплитель. Швы закрывают полиуретановым веществом.
- С помощью демпферной полосы оклеивают стены. Поверх ленты выводят оставленный гидроизоляционный напуск.
- Своими руками собирают распределительный шкаф. Его оборудуют коллектором и насосом.
- Контуры трубопровода укладывают по предварительно подготовленной схеме. Работу проделывают с помощью измерительного инструмента. При укладке учитывают необходимый интервал между трубами. Каждый кончик петли подводят к гребенке и соединяют.
- При фиксации труб теплого пола к теплоизоляции используют гарпуны из пластика. Их вставляют на расстоянии в 50 см друг от друга. Перед монтажом контура поверх утеплителя укладывают металлическую сетку, к которой трубы крепят хомутами. Это необходимо делать, если структура утеплителя не удерживает фиксаторы.
- На границах бетонных монолитов, в дверных проемах и на деформационных швах монтируют компенсационную ленту.
- Трубы покрывают теплоизоляционным материалом и проводят к радиаторам. Участок возле гребенки также утепляют.
- Затем к системе отопления подключают коллектор. Электрические провода прокладывают в шкаф.
- Систему напольного обогрева проверяют на герметичность. Для этого контуры заполняют теплой водой.
Если все стыки труб сделаны герметично, их заливают цементно-песчаным раствором с пластификатором и фиброй. Пластификатор делает смесь более подвижной и прочной. Подвижность раствора поможет надежно обхватить трубы и вывести воздушные пустоты наружу. Если нет пластификатора, то вместо него используют воду. Благодаря фибре стяжка не подвергается истиранию и не трескается. Заливку раствора делают поочередно, полосками, начиная с дальних углов комнаты. Систему вводят в эксплуатацию после высыхания стяжки.











