Сварка труб ПНД своими руками
Сварка труб ПНД своими руками
Полиэтиленовые (ПНД) трубы с диаметром от 20 до 1200 мм получили широкое распространение благодаря своим преимуществам и легкости монтажа. Их используют для прокладки газо- и водопроводов, внутренней, наружной, ливневой канализации. В зависимости от поставленных целей полиэтиленовые трубы могут быть напорными или безнапорными. Вторые как раз применяются для канализационных систем.
Соединять полиэтиленовые трубы можно тремя способами, один из которых является разъемным (соединение посредством фланцев и фитингов), два других же относятся к сварным неразъемным (сварка специальным оборудованием встык или с применением электромуфт). Сварное соединение наиболее прочное, швы герметичны и устойчивы к воздействию химически агрессивных сред.
Общие сведения
Метод проведения сварочных работ во время соединения полиэтиленовых трубопроводов во многом схож со способом, который широко используется при монтаже обычных или усиленных полипропиленовых труб. В последнем случае процесс часто осуществляется с помощью специального паяльника, так называемого утюга с насадками.
Такой инструмент может быть использован для пайки ПНД трубопроводов. Однако нужно учитывать, что полиэтилен низкого давления сильно размягчается уже при температуре +100°C. Ее значение для пайки труб из такого материала зависит от толщины стенок изделий. При этом она меньше, чем у полипропиленовых деталей. Часто ее максимальная величина равна 200-220°C.
Если же она будет составлять 255-265°C, тогда материал просто потечет. Ведь именно при такой температуре осуществляется пайка большинства полипропиленовых трубопроводов. Хотя подавляющая часть моделей аппаратов для сварки полипропилена оснащается температурным регулятором.
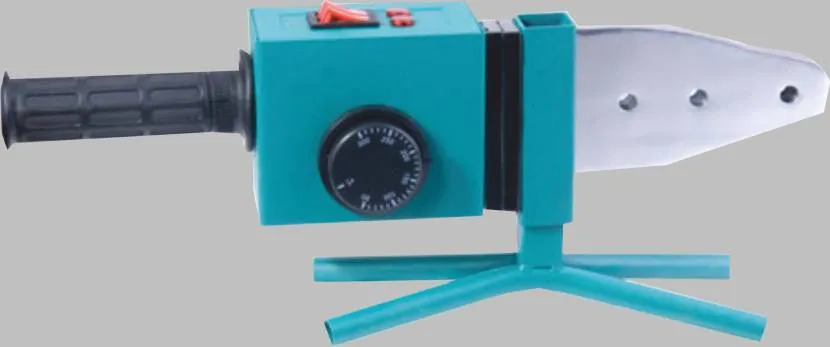
Специальный паяльник с регулятором температуры Источник gi-gas.ru
На заметку! Пайка ПНД труб паяльником для полипропилена может быть выполнена только для изделий с небольшим или относительно средним сечением. Ведь такой нагревательный инструмент выпускается производителями с насадками, диаметр которых обычно составляет 16-160мм.
Сварка полиэтиленовых труб большого диаметра осуществляется специально разработанными сварочными аппаратами. Они представляют собой громоздкое оборудование. Поэтому его домовладельцы не приобретают в собственность. Обычно при необходимости монтажа труб из полиэтилена обращаются в специализированные компании. Тем более специалисты прекрасно знают все особенности трубопроводов из такого материала и технологию их соединения.
Во время обустройства наружных инженерных коммуникаций приходится прокладывать трубопроводы, диаметр которых может достигать 300мм или даже 400мм. При соединении таких изделий профессионалы уже используют специальные сварочные машины. Это дорогостоящее оборудование, позволяющее создавать надежные высококачественные соединения, даже если стыкуются толстостенные трубы.
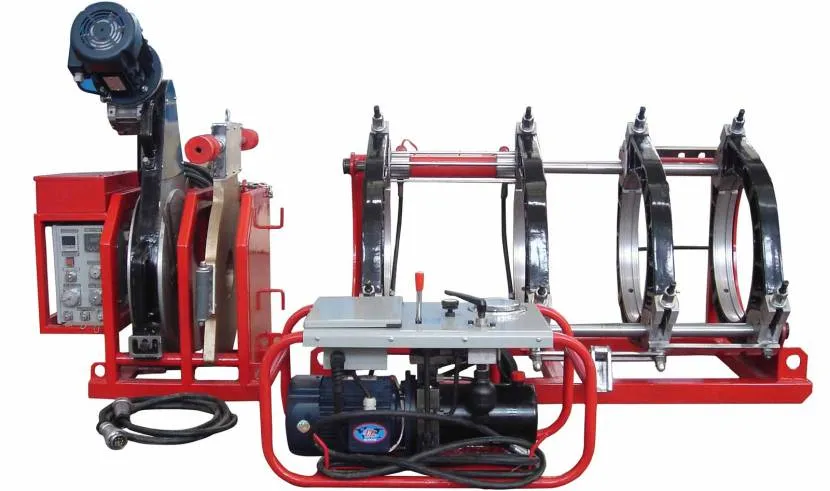
Сварочная машина для ПНД труб Источник pokter.ru
По сравнению со сталью у полимеров, включая полиэтилен низкого давления, более высокие эксплуатационные характеристики. Стоит также отметить, что ПНД представляет собой один из видов полимеров, который хорошо соединяется именно сваркой. Поэтому для такого материала существует несколько способов выполнения сварочных работ.
На заметку! Низкое давление – это метод изготовления пластмассы, а не параметр материала. Ведь еще производится полиэтилен высокого давления. Такая разновидность материала рассчитана на 16 или даже более атмосфер.
Если упоминается сварка полиэтиленовых труб, тогда имеется в виду пайка именно ПНД. Эта разновидность пластмассы часто обозначается русской аббревиатурой ПЭ и даже английскими буквами PE. Для материала высокого давления используются варианты: PEHD или HDPE.
Нюансы предварительной подготовке к сварочным работам
Говоря о том, как сварить полиэтиленовые трубы в домашних условиях, нужно учитывать не только правила пользования, но и технику безопасности при работе со сварочным оборудованием.
Залогом успеха является проведение подготовительных работ:
- Каждый узел сварочного оборудования должен быть тщательно очищен и проверен на предмет наличия дефектов, которые могут сказаться на качестве и безопасности проводимых работ.
- Вся проводка и заземление должны быть проверены на предмет дефектной или вовсе отсутствующей изоляции.
- Топливные агрегаты необходимо дозаправлять, либо удалять из них старое застоявшееся топливо и заливать новое.
- Обязательно производить контрольный запуск установки, чтобы убедиться в ее работоспособности.
- Уровень масла в гидравлической системе сварочного аппарата необходимо проверить и выполнить с ним те же действия, что и с топливом.
- Если сварочный аппарат является мобильным, то его перемещение должно выполняться свободно, чтобы работы выполнялись без заминок и без риска для оператора установки.
- Ножи торцующего устройства должны быть отточены до идеального состояния, чтобы процесс обработки труб и фитингов происходил оперативно, а в результате получались качественные изделия.
- Каждое контрольно-измерительное устройство должно быть исправно.
- При работе с ПНД необходимо заранее приобрести в нужном количестве зажимы и редукционные вкладыши, диаметр которых должен соответствовать сечению труб.
- Каждую деталь подвергаемую трению следует тщательно смазать. Однако даже при выборе смазочной смеси нужно обращать внимания на требования, выдвигаемые производителями труб.
Итог
Соблюдая все правила и инструкции, приведенные в статье, можно получить качественное соединение для полиэтиленовых труб. Способ того, как сварить полиэтиленовую трубу, должен выбираться по основным критериям: простота реализации и доступность для работника с финансовой стороны вопроса. Лучше всего доверить работу специалисту, который возьмет на себя ответственность за все этапы – от закупки необходимых материалов и оборудования до проведения сварочных работ и введения системы в эксплуатацию.
Способы соединения частей трубопроводной системы из полиэтилена
Соединение труб из ПЭ выполняется разными методами. Они позволяют создать неразъемные и разъемные стыки. Конкретный вариант выбирается с учетом назначения системы и ее места расположения.

Элементы трубопроводных систем из ПНД для создания неразъемных и разъемных соединений Источник berezka-stroi.ru
Разъемное соединение создается, когда выполняется строительство временных трубопроводов. Ведь этот способ позволяет разобрать систему после ее эксплуатации. Разъемные соединения отдельных частей трубопроводной сети могут быть выполнены при использовании фланцев из стали.
Чаще во время прокладки систем создаются неразъемные соединения. Этот способ позволяет выполнять стыки, которые отличаются высокой прочностью. Метод подразумевает сварку отдельных частей трубопроводных сетей. При этом разработана и широко применяется стыковая и муфтовая пайка. Каждый из вариантов представляет собой надежный и эффективный способ. Благодаря этим методам удается получить монолитный стык между двумя элементами системы. Поэтому каждое такое соединение имеет высокую прочность.
Способ 1 – раструбный метод сварки с использованием фитингов и муфт
Для реализации этого варианта пайки трубопроводных элементов из полиэтилена используется специальный паяльник. Производители это устройство изготавливают с комплектом насадок. Их диаметр соответствует стандартным размерам труб ПНД.

Паяльник для раструбного (муфтового) соединения Источник ugra.ru
Сварочный процесс обычно сопровождается использованием фитингов. К этим изделиям относятся различные уголки, муфты, тройники, изготавливающиеся с разными стандартными диаметрами. Все такие детали представляют собой соединительные элементы. Они привариваются к торцам прямых трубных участков.
В состав конструкции паяльника для полиэтиленовых труб входят металлические элементы, которые в процессе работы устройства нагреваются. Именно они разогревают соединяемые изделия из ПНД.
Внутренняя поверхность фитинга нагревается дорном. Наружная часть ПЭ трубы разогревается гильзой. Именно в нее вставляют прямолинейный участок трубопроводной системы. Гильза вместе с дорном размещаются на паяльнике. Для этого в устройстве имеются отверстия.
С помощью специального паяльника часто выполняется пайка полиэтиленовых труб внутри и снаружи частного дома. Обычно для ее проведения приглашают специалистов. Ведь не каждый домовладелец знаком со всеми или хотя бы частью нюансов сварки трубопроводных элементов из полиэтилена.

Прокладка трубопроводов из ПНД за пределами дома Источник remontnik.ru
Перед сварочным процессом всегда осуществляется целый ряд подготовительных работ. Обязательно проводятся следующие операции:
- Трубы подрезаются до требуемой длины ножницами в специальном исполнении. После их использования должен получиться срез, который строго перпендикулярен оси изделия.
- Торцовые части соединяемых деталей очищаются от любых посторонних частиц.
- Концы труб системы, которые не участвуют в процессе сварки в данный момент, закрываются заглушками подходящего размера. Это позволит дольше не остывать нагретым частям трубопроводов и предотвратить загрязнение их внутренних полостей.
- Нагревающие поверхности паяльного оборудования очищаются от всех загрязнений, включая частицы пластмассы, которые часто остаются на таких деталях аппарата после его использования.
После проведения всех подготовительных мероприятий проводится пайка трубы ПНД для водопровода или коммуникации другого назначения. Однако чаще всего монтаж полиэтиленовых трубопроводов выполняется при создании систем, по которым вода из источника перемещается в дом.

Монтаж наружного водопровода из труб ПНД Источник wixstatic.com
Смотрите также: Каталог строительных компаний, у которых налажено собственное производство материалов и комплектующих для возведения домов
Сам процесс пайки осуществляется следующим образом:
- Детали паяльного оборудования нагреваются до требуемого температурного значения. Нужная степень нагрева определяется по специальному индикатору на устройстве. Когда будет достигнута установленная температура, может прозвучать звуковой сигнал.
- Прямой участок размещается в гильзе. Его вставка осуществляется до упора. При этом фитинг также полностью надевается на разогретый дорн. Чаще всего для соединения деталей трубопровода и элементов оборудования требуется приложить некоторые усилия.
На заметку! Когда труба вставляется в разогретую насадку, на ней образуется валик из расплавленного полиэтилена. Материал выдавливается непосредственно горячей гильзой.
- Нагретый фитинг надевается на разогретую трубу. При этом две детали соединяются до кольцевого валика, который образовался на прямом элементе во время его разогрева. Он является своеобразным ориентиром, позволяющим исключить передавливание соединения. Иначе может уменьшиться проходное сечение инженерной коммуникации в месте стыковки двух деталей.

Процесс нагрева и соединения фитинга с трубой Источник alexmafuer.com
В завершение всего процесса ждут, когда соединение остынет. Во время этого периода обеспечивают полную неподвижность стыка. Именно в такой последовательности осуществляется правильная сварка ПЭ труб раструбным способом.
Во время реализации этого метода не требуется прикладывать больших усилий. Однако при муфтовой сварке специалисты всегда учитывают нормативные периоды нагрева деталей. Время разогрева труб и фитингов зависит от их диаметра. На продолжительность также влияет толщина стенок полиэтиленовых изделий.
Кроме того, никогда не передавливают две соединяемые детали. Причиной этому является не только возможность сужения сечения коммуникации, но и уменьшения прочности стыка.
На заметку! Чтобы трубу не передавить во время ее вставки в разогретую гильзу, заранее на ней отмечают глубину свободного пространства в фитинге.

Перед нагревом и стыковкой труб рекомендуется на них отметить глубину соединения Источник gadgethacks.com
Способ 2 – сварка встык
При реализации этого метода используется особый сварочный аппарат для сварки полиэтиленовых труб. Сам способ применяется для соединения деталей, изготовленных исключительно из полиэтилена низкого давления. Это универсальный метод, потому что данный вариант позволяет не нарушать гибкость всей трубопроводной системы независимо от ее длины. При этом монтаж инженерной коммуникации из полиэтилена может осуществляться в земле или на ее поверхности.
Сварка ПНД труб в стык – это достаточно сложный процесс с технологической точки зрения. Его должен выполнять опытный мастер. Стыковка таким методом проводится поэтапно и строго в конкретной последовательности:
- Концы труб размещаются в центраторе специального оборудования для сварки.
- Трубопроводные изделия сначала выравниваются, а затем надежно фиксируются в сварочном аппарате.
- С соединяемых концов труб удаляется грязь, частички жира, пыль и другой посторонний мусор, включая различные наслоения. Очистка выполняется при использовании хлопчатобумажного материала, который предварительно смачивается спиртом.

Перед соединением встык с торцов труб ПНД удаляют всю грязь Источник gazplast.ru
- Концы стыкуемых изделий обрабатываются торцовкой, представляющей собой специальное устройство, предназначенное для снятия небольшого слоя полиэтилена. Приспособление используется, пока не появится равномерная стружка, толщина которой должна быть не более 0,5мм.
- Обработанные части трубопроводной системы извлекаются из специального оборудования для проверки параллельности их торцов. Этот процесс осуществляется на глаз и рукой после соединения двух деталей. Если между трубами обнаруживается значительный зазор, тогда осуществляется повторное выравнивание торцевых поверхностей при использовании специального устройства.
- Концы отторцованных заготовок разогреваются специально предназначенным для этой цели нагревательным элементом сварочного оборудования. Поверхность этой детали аппарата отличается наличием антипригарного слоя.
- Осуществляется сварка ПЭ труб встык, как только их концы начнут немного оплавляться при соприкосновении с нагревательным элементом, который сразу же убирается. После этого торцы смыкают.

Сварка встык трубопровода из полиэтилена Источник 2gis.com
Важно! Давление, с которым прижимаются две трубы друг к другу, обязательно повышают, пока не образуется прочное соединение. После этого две стыкуемые части трубопроводной системы оставляют в неподвижном состоянии минимум на 5 минут, чтобы шов между ними полностью затвердел.
- Проверяется качество созданного соединения путем визуального осмотра. Оценивается соосность состыкованных труб. При этом обязательно проверяется прочность сварного шва.
Важно! Перед тем как паять трубы ПНД всегда проводятся подготовительные работы. Они осуществляются с особой тщательностью, потому что от их качества будет зависеть надежность и прочностная характеристика выполняемого стыка.
Виды полиэтиленовых труб
Стыковая сварка используется для соединения разных полиэтиленовых труб, которые отличаются между собой своей плотностью. Она обозначается цифрами, стоящими после аббревиатуры:
- ПЭ32. Имеют наименьшую плотность и поэтому практически нигде не используются.
- ПЭ63. Их часто используют для разводки водоснабжения в частных домах или же в безнапорных системах. Намного реже их применяют во время создания канализационных систем, так как они очень плохо справляются с сильным давлением и быстро ломаются.
- ПЭ80. Могут использоваться как внутри, так и снаружи. При наружном использовании их следует утеплять.
- ПЭ100. Данные изделия являются наиболее тяжелыми и прочными. Они применяются практически во всех областях. Довольно часто используют в разводке отопления и для доставки газов и жидкостей под сильным давлением.
Видео описание
Этот видеоролик поможет наглядно понять процесс соединения труб из полиэтилена с помощью сварки встык:
Способ 3 – электромуфтовый вариант сварки
Этот метод отличается от способа, когда выполняется пайка ПНД труб паяльником. Данный вариант подразумевает использование не простых фитингов, а электромуфт. Способ специально разработан для соединения прямолинейных отрезков трубопроводной системы из полиэтилена.
Электромуфта – это особый фитинг. Он в своей конструкции имеет закладные нагревательные элементы. Производители также выпускают соединительные элементы в виде тройников и в другом исполнении, каждый из которых оснащен спиралями для сильного разогрева полиэтилена.
На заметку! Пластмасса, из которой изготовлена муфта, сильно нагревается и даже расправляется, что позволяет ей соединиться с полимером трубы. В результате образуется конструкция с монолитной структурой.
Электромуфты – это достаточно дорогие фитинги. Стоимость таких деталей для трубопроводов может составлять 100000 руб. или даже больше, если система имеет существенный диаметр. Это утверждение актуально для фитингов, у которых размер сечения превышает 600мм. Однако пайка трубы ПНД большого диаметра редко выполняется на территории с частным домом.

Полиэтиленовая электромуфта Источник agruamerica.com
Существенным преимуществом использования электромуфт является отсутствие грата, который образуется при выполнении пайки другими способами. Поэтому у инженерной коммуникации не снижается пропускная способность.
На заметку! Грат – это расплавленный полиэтилен, который после соединение двух частей трубопроводной системы застывает и образует потеки. Снаружи они удаляются достаточно легко, а вот внутри труб от них избавиться сложно или даже невозможно. Потеки могут стать причиной уменьшения пропускной способности коммуникации.
Полиэтиленовые трубы соединяются с помощью сварки и использования электромуфты в следующей последовательности:
- Подготавливается отрезок трубы нужной длины, который будет подсоединяться к коммуникации из полиэтилена.
- Свариваемые места на трубах и в электромуфте очищаются от мусора и грязи, а также зачищаются для удаления окислившегося слоя.
- На соединяемых трубах отмечают места, позволяющие контролировать глубину во время их вставки в электромуфту.
- Открытые концы трубопроводной системы закрываются заглушками, чтобы предотвратить ускоренное охлаждение места сварки.
- Детали соединяются в единый узел.

Сборка узла из двух труб ПНД и электромуфты Источник veld-plast.ru
- Сварочный аппарат подсоединяется двумя проводами к электромуфте.
- Запускается процесс сварки путем нажатия специальной кнопки на оборудование.
- Выжидается время, пока не завершится сварка. Оно зависит от размеров соединяемых деталей.
На заметку! По истечении отведенного времени большинство моделей автоматически отключаются.
По завершении сварочного процесса разогретый и расплавленный полиэтилен будет застывать минимум 1 час. Только после этого времени материал наберет прочность, и трубопровод можно будет использовать по назначению.
Сварка в раструб (муфтовая)

Соединение труб с помощью муфт и фитингов показано для труб из ПНД диаметром до 63 мм. Для этих целей используют ручной бытовой паяльник (сварочный аппарат). Тубы ПЭ большего диаметра сваривают с помощью механического аппарата промышленного.
Важно: перед выполнением раструбной сварки необходимо запастись нужным количеством фитингов плюс небольшой запас на случай брака в работе.
Для проведения раструбной сварки кроме паяльника нужно подготовить труборез и рулетку.
ЧИТАТЬ ТАКЖЕ: Конденсат на трубах холодной воды: что делать, причины образования, как избавиться
Работу по сварке ПНД туб выполняют таким образом:
- Сварочный аппарат устанавливают на платформу и надёжно закрепляют его. На нагревательную поверхность крепят насадки нужного диаметра при помощи специального ключа. Сварочный аппарат устанавливают на нужную температуру. Для труб из ПЭ (полиэтилена) она должна быть 220-230 градусов.
- Подготовленные к сварке детали надевают на насадки и удерживают до качественного прогревания пластика. Как правило, это 5-7 секунд.
- После того как детали прогрелись, необходимо не спеша, но до упора соединить два элемента и удерживать их в таком состоянии не менее 10 секунд, чтобы фитинг и труба не изменили своего сваренного положения.
- После таких манипуляций внутренний просвет трубы остаётся гладки и герметичным, а полимер, обработанный сварочным аппаратом, образует единое целое.
Важно: следует избегать чрезмерного перегрева труб. Иначе при соединении двух элементов пластик просто сложится в гармошку, что нарушит и внутренний просвет труб, и качество соединения.
Совет: после выполнения каждой процедуры сварки нужно обязательно счищать плавленый полимер с тефлоновой поверхности насадок. Иначе он будет мешать следующему процессу сварки. Причём снимать пластик нужно исключительно деревянным шпателем. Так можно сохранить тефлон целым и невредимым. Убирать пластик в холодном виде и металлическими предметами запрещено.
Выбор метода сварки
Условия проведения работ влияют на способ выполнения пайки во время соединения отдельных элементов трубопроводных систем из полиэтилена. Подходящий вариант выбирается с учетом плюсов и минусов конкретного метода. Принимаются во внимание также и другие факторы, которые имеют немалое значение.
Так, при необходимости создать максимально гибкую трубопроводную систему выполняется сварка полиэтиленовых труб встык. Такой вариант позволит исключить формирование отдельных жестких участков. Этот способ также отличается экономичностью и наиболее простым исполнением.
Электромуфтовый метод – это самый дорогостоящий способ. Он хорошо подходит для труднодоступных мест, если вокруг трубопровода сильно ограничено пространство. Другим достоинством данного варианта является его высокая технологичность. Она обеспечивает требуемое качество соединения, которое никогда не приходится переделывать.

Электромуфтовый вариант сварки Источник smartsk.ru
На заметку! На многих дачных участках выполняется разъемное соединение ПНД труб. Этот вариант стыковки полиэтиленовых изделий применяется, если создается, например, временная система для полива определенных грядок. Данный способ также используется, когда нужно быстро выполнить одноразовую работу.
Раструбный метод сварки, когда дополнительно используются простые муфты или другие фитинги для разветвления системы, подходит для тех случаев, если нужно соединить отдельные элементы коммуникации в труднодоступных местах. На этих участках невозможно будет реализовать стыковой способ. Во многих случаях в таких местах даже не поместится специальное оборудование. Кроме того, в этих точках системы практически всегда невозможно выполнить осевое смещение свариваемых деталей. Поэтому единственным вариантом остается использование специального паяльника.
Технология стыковой сварки
Технология сваривания описана ниже:
- Торцы труб, подлежащих соединению, выравниваются, зачищаются от загрязнений и неровностей, чтобы достичь точного контакта элементов.
Торцы труб перед соединением

После продолжается воздействие нагревателем на торцы труб, чтобы тепло постепенно распространилось внутрь каждой трубы и началось расплавление полиэтилена.
Температура и время воздействия выбираются с учетом свойств материала выбранной марки по таблице сварки, чтобы сохранить физико-химические характеристики.Когда выдержано определенное время, происходит отвод сварочного аппарата. Делать это нужно очень аккуратно и быстро, чтобы не допустить повреждение труб и оседание посторонних частиц, загрязнений.После того, как нагреватель убран, трубы соединяются, при этом на стыке формируются молекулярные связи, и создается окончательный грат. Учтите, что оказываемое давление должно быть таким же, как и во время процедуры расплавления полиэтилена.
Соединение труб после нагрева
- Завершающим пунктом является охлаждение сварного шва, полиэтилен на стыке осаживается и обретает максимально возможную прочность. В результате получается равномерный, симметричный бурт. Если шов лишен симметрии, значит, допущены монтажные ошибки.
Коротко о главном
Сварка полиэтилена во время соединения отдельных элементов трубопроводных систем может быть выполнена при использовании паяльника для полипропилена. Однако он применяется для стыковки труб небольшого диаметра. Часто даже используется на неответственных участках.
Более качественная сварка выполняется оборудованием, позволяющим соединить трубы встык. Они размещаются в центраторе, выравниваются, закрепляются, нагреваются и стыкуются под давлением.
Еще более высокотехнологичным методам является применение электромуфт. Они отличаются наличием встроенных нагревательных элементов, расплавляющих полиэтилен после подключения к оборудованию.
Независимо от метода соединяемые детали трубопроводные системы сначала очищаются от любой грязи. При необходимости их торцы обрезаются строго перпендикулярно продольной оси.
Оценок 0
Сварка газопроводов ПНД
Сварка полиэтиленовых газопроводов аппаратами с высокой степенью автоматизации. В стоимость работ входит полный комплект документов на стык (аттестат на станок, удостоверение сварщика, аттестованная технология сварки, протокол сварки и т.д.), гарантия на ультразвуковую дефектоскопию сварного шва.
| Ø, мм | SDR | Цена монтажа за стык | Минимальный заказ* | Стыков в день | Необходимая эл. мощность и Стоимость аренды электро- генератора | ||
| Москва и до 30 км от МКАД. | От 30 км до 60 км от МКАД | более 60 км от МКАД | |||||
| 90 | 11 (PN16) | 1200 р. | 18000 р. | 22000 р. | по договоренности | до 20 | Мощность 7 кВт 220V 4000 р./смена |
| 110 | 1400 р. | ||||||
| 160 | 1600 р. | ||||||
| 180 | 11 (PN16) | 2200 р. | 24000 р. | 28000 р. | по договоренности | до 15 | |
| 200 | 2400 р. | ||||||
| 225 | 2600 р. | ||||||
| 250 | 3200 р. | до 10 | |||||
| 280 | 3800 р. | ||||||
| 315 | 4200 р. | ||||||
| 400 | 11 (PN16) | 6200 р. | 30000 р. | 35000 р. | по договоренности | до 8 | Мощность 12 кВт 400V 5000 р./смена |
| 500 | 8800 р. | ||||||










