Технология пайки
Полипропилен при нагреве становится мягким, напоминая по консистенции пластилин. Частички жидкого материала взаимно проникают в смежную деталь. После остывания он отвердевает, становится устойчивым к разрыву. Остывший шов по техническим параметрам не уступает основному материалу. Чтобы обеспечить качественное соединение, рекомендуется соблюсти условия:
- полипропилен подогревают прибором до состояния вязкой текучести, соблюдая предписания в инструкции к оборудованию;
- паяют изделия из одинакового материала, не следует соединять детали из полипропилена с разной маркировкой, прочность соединения будет нарушена;
- стыковку торцов и фитингов выполняют плотно, не допуская зазоров, искажений, плотное прилегание обеспечивается шлифовкой обрезанного края труб наждачной бумагой;
- полипропилен быстро застывает, выравнивание возможно в течение нескольких секунд, после застывания исправить дефект будет невозможно.

Утюг для сварки труб Источник nehomesdeaf.org
Благодаря термопластическим характеристикам полипропилена обеспечивается надежная стыковка элементов. Прочный шов получается только при соблюдении технологии сваривания и выборе качественных материалов. Рассмотрим ниже, как паять полипропиленовые трубы. На аппаратах, поддерживающих установку нескольких насадок, гильзу можно устанавливать в удобной позиции. Месторасположение нагревательного патрона на качество прогрева не влияет.
Выбор труб
Прежде чем осуществить подборку, следует тщательно проанализировать специфику помещения, определиться с видом системы отопления, а также учесть факт необходимости определенных навыков и знаний при монтаже той или иной трубопроводной арматуры, подумать, сможете ли вы сделать все своими руками или придется обратиться за помощью к специалисту.
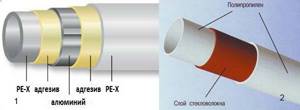
Виды полипропиленовых труб: (1- с алюминиевым армированием, 2- с армированием из стекловолокна).
Изготовители предоставляют широкий ассортимент изделий для установки отопления из различных материалов: металла, металлопластика, полипропилена, — каждый из которых имеет свои положительные и отрицательные стороны.
Сегодня самым популярным и оптимальным вариантом как специалисты, так и непрофессионалы признают трубы из полипропилена.
Металлические трубопроводные изделия самые дорогие, подвержены коррозии, что, соответственно, снижает срок использования, да и в сборке есть определенные сложности.
Металлопластиковые трубы общеизвестны низкой стоимостью и легким процессом монтажа, но не отличаются прочностью и долговечностью.
Для отопительных и водопроводных систем лучший вариант — полипропиленовые трубы, особенно при осуществлении монтажа своими руками. При этом следует отметить, что, в зависимости от цели использования (отопление, горячее или холодное водоснабжение), трубопроводная арматура значительно различается по техническим характеристикам и ни в коем случае не может быть взаимозаменяемой.
Широкая сфера использования полипропиленовых труб оправдана большим количеством преимуществ: надежность и долговечность (до ста лет эксплуатации); устойчивость к коррозии; стойкость к химическому влиянию; защищенность от осадка минеральных отложений; легкая установка и последующий ремонт.
И все же есть у этого материала и недостаток — низкая огнеупорность.
Чтобы сделать выбор, какие полипропиленовые трубы нужны для системы отопления, следует подобрать диаметр, не влияющий на напор воды, но и не сильно широкий, так как тогда придется необоснованно переплатить.
Сложность сваривания
Пробный монтаж и соединение первого звена системы можно выполнить на столе или на полу в удобном месте. Дальнейшее сваривание на объекте выполняется в различных технических условиях. К некоторым участкам системы доступ утюгом затруднен.
Перед тем как паять трубы на труднодоступных участках, рекомендуется подобрать удобную позу. Неудобное расположение вызывает задержки в работе, появление различных дефектов, например:
- перегрев деталей с расплавлением полипропилена и его растеканием;
- соединение глубже или меньше, чем положено по стандарту;
- монтаж с перегибом или поворотом элемента.

Установка оборудования на платформу Источник static.onlinetrade.ru
При нагреве и соединении следует соблюдать синхронность действий: обе детали подогреваются и снимаются с насадки одновременно. Перед сборкой разогретых деталей невозможно обойтись без задержки. Пауза возникает из-за необходимости поставить аппарат на площадку. Время технического простоя напрямую зависит от опыта мастера и его скорости работы. Погрешности в работе приводят к возникновению наплывов, смешению шва, растрескиванию и порче соединения.
Выбор диаметра трубы для отопления при помощи таблиц и онлайн калькуляторов
В интернет ресурсах можно обнаружить таблицы зависимости трубного диаметра от скоростных параметров среды V и отдаваемой им тепломощности Q. Обычно скорость не выходит за границы 0,2 — 0,7 м/с, а мощность котельного оборудования лежит в диапазоне 3000 — 40000 Вт.
Чтобы приблизительно определить размер РР-труб по Q и V, руководствуется следующими соображениями:
- Для индивидуального дома мощность теплового котла рассчитывается исходя из расхода 100 Вт тепловой мощности на 1 квадратный метр отапливаемой площади. Например, если дом имеет общую обогреваемую площадь 100 квадратных метров, то на отопление понадобится котел на 10000 Вт.
- Скорость теплового носителя в самотечных системах принимают минимальной порядка 2 — 3 м/с, с принудительной подачей циркулярным насосом — 4 — 7 м/с.
В результате по таблице на рис. 10 находим, что для подачи тепла мощностью 10000 Ватт при средней скорости движения среды по трубопроводной линии 5 м/с следует использовать ПП трубы для отопления размером в окружности 25 мм.
Стоит отметить, что более точный результат можно получить по таблицам, учитывающим температурную разницу между подачей и обраткой, а также их показания (80/60, 75/60).
При расчете трубных диаметров посредством онлайновых калькуляторов обычно вводят следующую информацию:
- площадь обогреваемого помещения;
- высоту потолков;
- максимальную температуру наружной среды;
- количество выходящих на улицу стен, иногда их ориентацию по сторонам света и относительно ветровой нагрузки;
- степень тепловой изоляции наружных стен или ее числовой коэффициент;
- тепловые параметры полового покрытия;
- тепловые характеристики помещений на чердаке;
- число окон, их размерные параметры по высоте и ширине;
- тип остекления (листовое или камерное), число листов в пакетах;
- наличие дверей на улицу, балконы и лоджии, степень теплозащиты последних (холодные, теплые).
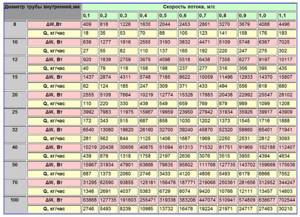
Рис. 11 Таблица взаимосвязи теплового потока и объема прокачки теплоносителя со скоростью его перемещения и диаметром труб
Возможно будет полезным почитать про Подключение котла к системе отопления
Порядок выполнения диффузной пайки
Стыковка торцов выполняется напрямую раструбной пайкой либо с помощью муфт. Муфта представляет собой фасонную деталь, которую используют в качестве стыкующего звена. Она уместна для труб с диаметром до 63 мм. Вместо муфты пригодны обрезки труб большего диаметра, чем свариваемый участок. Участок трубы и муфты на стыке расплавляется, обеспечивая надежное крепление.

Обрезка трубы Источник stroy-bloks.ru
Соединение в раструб требует точной стыковки элементов труб. Края должны быть идеально защищены. Неровности и заусеницы после обрезки не допускаются. После расплавления торцов аппаратом происходит их диффузное соединение. Если возникли погрешности во время торцевания, при подаче воды образуется течь или разрыв стыка.
Проведение монтажа своими руками
Производя монтаж отопления из полипропиленовых труб, изначально необходимо просчитать схемы прокладки. При данном монтаже необходимо соблюдать уровень уклона к самой нижней точке системы, потому что в этом месте устанавливается кран или клапан для слива. Длину отрезков труб необходимо высчитать по каждому участку коммуникации. Если трубопровод разделить на секторы, которые в любой момент можно перекрыть по отдельности, эксплуатация системы коммуникаций станет существенно безопаснее. Все инструменты и детали монтажа должны иметь комнатную температуру, для чего их нужно занести в помещение непосредственно перед процессом монтажа. Это действие необходимо для предотвращения трещин материала во время работы. С помощью фломастера необходимо нанести метки по выполненным расчетам отмеренных участков труб.
Срезать полипропилен своими руками нужно ровно и перпендикулярно поверхности специальными ножницами или труборезом, после этого обрезные края трубы обрабатываются спиртовым раствором, а остальная грязь удаляется сухой ветошью. На паяльный аппарат устанавливается насадка с соответствующим диаметром сечения, которую необходимо предварительно обезжирить, аппарат устанавливают горизонтально и нагревают до 260 °С. Заранее подготовленные детали (трубу и фитинг) помещают в отверстия нагревателя в горизонтальном положении, затем по таблице определяется время и производится нагрев деталей.
http:
Затем детали вынимаются, вставляется труба в фитинг и выдерживается определенный промежуток времени для полного застывания элементов, крутить детали в процессе застывания запрещено. Такой способ сварки (спайки) деталей является надежным и самым прочным. Детали коммуникаций должны быть сухими и чистыми при проведении паечных работ, если же монтаж проводится в рабочей (действующей системе), то с отопительных систем должна быть слита вода. Для проведения пробных испытаний системы отопления не стоит приобретать водомеры, вполне достаточно приборов, показывающих деаэрацию труб.
Подготовка к свариванию
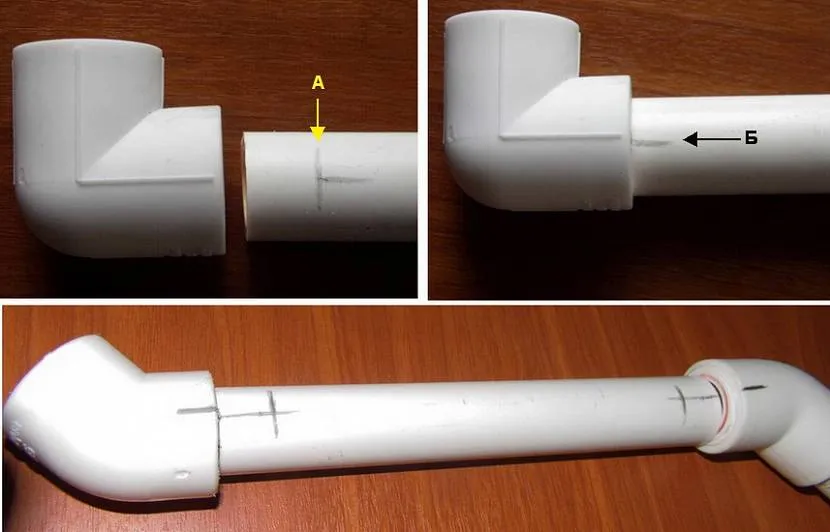
Перед установкой новых труб рекомендуется расчертить схему трубопровода на стене. Упрощенная схема представляет собой линии, начерченные в соответствии с месторасположением будущей магистрали. Разметка на стене позволяет проконтролировать ориентацию трубопровода.
Чтобы не подгонять трубы по размеру во время пайки, следует заранее замерить точную длину каждой трубы. Если соединение осуществляется с помощью муфт, следует предусмотреть запас на их установку. При монтаже встык учитывают деформационные изменения. При расплавлении труба уменьшается на 1-2 мм.

Насадки для паяльника Источник opttorg-volga.ru
Для удобства сваривания труб диаметром свыше 40 мм необходим утюг с центрированием. Его могут использовать мастера, знающие, как паять полипропилен. К инструменту прилагается несколько различных тефлоновых насадок размером 14-63 мм, представляющих собой нагревательный элемент. Различают насадки в форме гильзы и дорна. Первая разновидность нагревательного элемента предназначена для расплавления наружной части трубы, вторая – изнутри.
Тефлоновые насадки должны быть чистыми. Нельзя оставлять на них частицы оплавленного материала. Сразу после пайки горячий корпус протирают грубой ветошью, устойчивой к высокой температуре, например, брезентом. Очищать остывшие элементы не рекомендуется, иначе тефлоновый слой повредится, что приведет в будущем к прилипанию расплавленного полипропилена.
Меры безопасности
При работе с нагревательным аппаратом необходимо соблюдать меры индивидуальной защиты:
- Паяльник должен быть установлен на горизонтальной поверхности в свободном от материалов месте.
- На мастере должны быть обязательно защитные перчатки (для работы с горячими инструментами), удобная спецодежда.
- Не следует наклоняться над плавящимся пластиком, поскольку в процессе выделяются вредные пары.
- Помещение должно быть относительно чистым. Рабочая поверхность — свободной от пыли, мусора.
- Соединение вилки паяльника с сетью должно быть плотным, шнур свободным.
Рекомендуем ознакомиться: Виды седелок на полиэтиленовую трубу и особенности их применения

Предварительный прогрев сварочного инструмента проводят 20 минут, если на нем нет соответствующего индикатора.
Подготовка оборудования
Не во всех моделях в комплектацию входит подставка. Паяльник устанавливают на ровной площадке в легкодоступном месте так, чтобы не перевернулся по неосторожности. Насадки нужного диаметра кладут рядом. Некоторые разновидности утюгов позволяют одновременно использовать сменные комплектующие различного диаметра.

Комплектация утюга Источник teplo-online.com
Смотрите также: Каталог компаний, что специализируются на водоснабжении и канализации.
Прогрев нагревательного элемента происходит по всей длине равномерно до заданной температуры. Степень нагрева выставляется предварительно на панели. Для полипропилена температура пайки полипропиленовых труб на шкале устанавливается на значении 260⁰. Разогрев аппарата длится 10-15 минут. В холодном помещении требуется дольше времени на прогрев, чем в отапливаемой комнате. При температуре ниже 0⁰ сварка запрещена.
Недостатки и методы их устранения
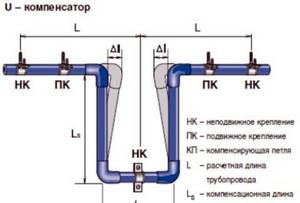
- Основным недостатком полипропиленовых труб считается большой коэффициент расширения. При температуре теплоносителя 100°C 10 метров трубы удлиняется до 15 см. Это приводит к деформации конструкции. Для того чтобы не допустить разрушений, ставятся гибкие опоры и делаются компенсационные петли. Позднее стали применять трубы, армированные фольгой, что значительно снизило коэффициент расширения. Сейчас самые практичные трубы, армированные стекловолокном: при тех же условиях они удлиняются всего на 1 см.
- Полипропиленовые изделия, особенно соединительные элементы, уступают металлическим трубам в прочности. Их даже не корректно сравнивать: при сильных ударах жесткими предметами полипропилен деформируется и может разрушиться.
Подготовка труб к свариванию
Край трубы обрезают специальными ножницами под прямым углом. Место среза шлифуют и обезжиривают этиловым спиртом или мыльным раствором. Поверхность тщательно просушивают. Изделия с маркировкой PN 10-20 сваривают сразу, а с PN 25 дополнительно зачищают шейвером, удаляя часть полипропилена и алюминия на глубину пайки. Ориентируются по размеру насадки до ограничителя.
Важно! Для обезжиривания запрещено использовать любые растворители, бензин, водку, ацетон. Агрессивные жидкости разъедают поверхность полипропилена.
При раструбном соединении важно придерживаться глубины зачистки и ширины фаски. Степень зачистки должна совпадать с глубиной установки элементов.
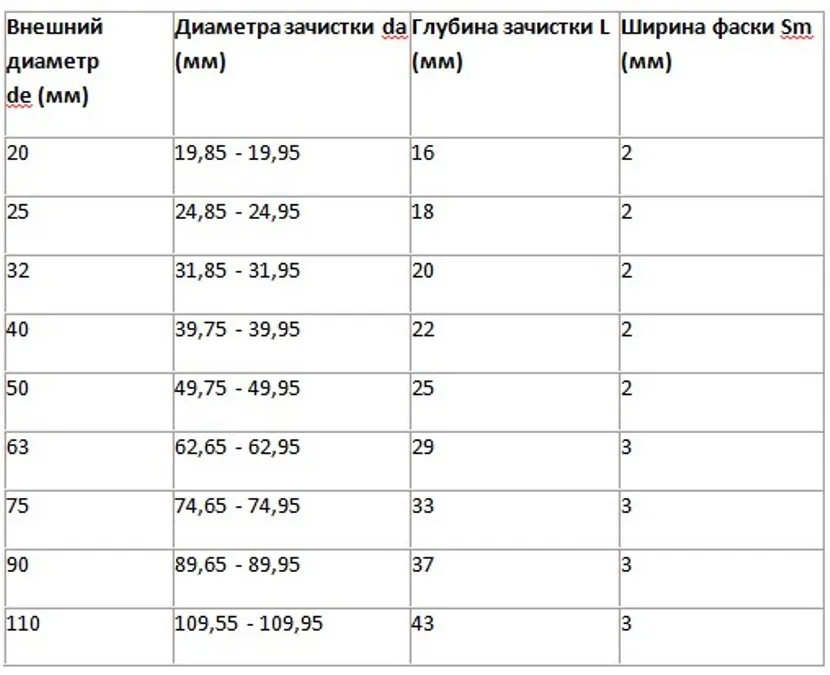
Таблица зачистки труб разного диаметра
Существующие виды труб из полипропилена и их характеристики
На сегодняшний день производители предлагают широкий ассортимент полипропиленовых изделий. И прежде чем приобретать трубы, следует разобраться с их маркировкой и свойствами.
Существует несколько категорий таких изделий:
- PN-10 – выпускаются с внутренним диаметром 16,2-90 мм, наружным – 20-110 мм; для таких труб используется тонкостенный полипропилен (его толщина может составлять 1,9-10 мм), рассчитанный на рабочее давление в системе до 1 МПа и температуру до 20 0С, поэтому для систем отопления не применяется.
- PN-20 – такие изделия могут иметь внешний/внутренний диаметр 16-110 мм и 10,6-73,2 мм соответственно; толщина их стенок составляет 1,6-18,4 мм; они рассчитаны на рабочее давление до 2МПа и температуру до 80 0С. Не смотря на то, что эта категория считается универсальной, эти трубы в системе отопления могут применяться лишь в обратном трубопроводе, при условии, что температура теплоносителя не превышает указанного ранее значения.
- PN-25 – это наилучший вариант для теплоснабжения, отличительной особенностью которого является многослойность (труба в сечении представляет собой два слоя пластика, между которыми проложен обработанный клеем тонкий слой алюминия). Производимые армированные изделия могут иметь внутренний/внешний диаметр соответственно 13,5-50 мм и 21,2-77,9 мм и толщину стенок 4,0-13,3 мм. Такой полипропилен способен функционировать в системе с температурой теплоносителя до 95 0С и рабочим давлением до 2,5 МПа.
- PN-16 – может использоваться для трубопроводов с температурой теплоносителя до 80 0С, однако эта разновидность встречается не часто, а потому практически не применяется.
Существует еще одна разновидность: трубы, армированные стекловолокном, которые по качественным показателям схожи с изделиями с фольгированным слоем. Однако первый вид имеет несколько больший коэффициент теплового расширения, но их монтаж несколько проще (категория PN-25 требует предварительного снятия фольги на свариваемом участке, если он расположен близко к внешней поверхности).
Рисунок 4 – Полипропиленовые трубы, армированные стекловолокном
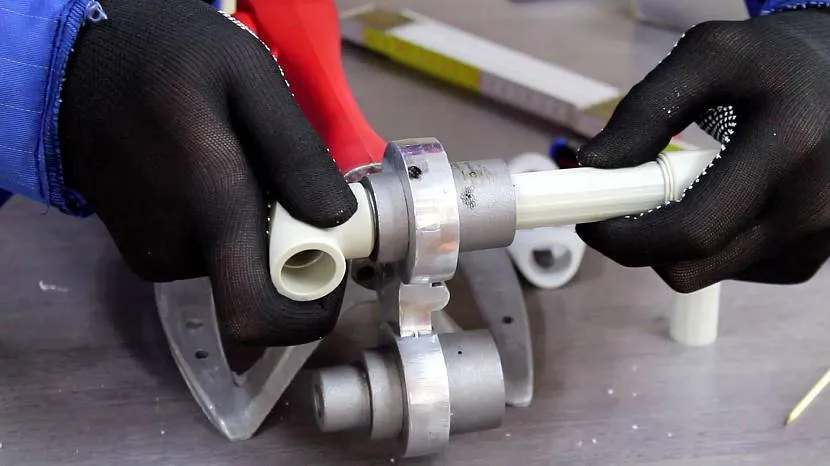
Разогрев полипропилена
Монтаж полипропиленовых труб включает два этапа: разогрев стыкуемых участков и соединение. Деталь надевают на насадку соответствующего диаметра. Трубу устанавливают в гильзу до ограничителя на всю зачищенную длину, а фитинговый элемент на дорн до упора. Необходимо контролировать глубину разогрева, труба должна располагаться в гильзе без перекосов до упора в ограничитель. Выдерживают необходимое время для прогрева. От параметров изделия зависит время выдержки и температура пайки полипропиленовых труб, таблица отображает все важные параметры сваривания при температуре в помещении +20⁰.
Нельзя превышать время нагрева, иначе поверхность деформируется, что приведет к искривлению геометрии и невозможности состыковать детали без зазоров. При стыковке расплавленных участков внутри трубопровода появляются отеки полипропилена, которые застывают крупными валиками. Выступающий материал уменьшает проходимость магистрали.

Таблица значений выдержки сварки Источник montagtrub.ru
Важно! Замеры температуры на зеркале утюга осуществляется термозондом.
Сварка пластиковых труб невозможна без технической паузы в несколько секунд после нагрева, которая необходима для снятия деталей с тэна. В холодном помещении за этот период разогретые участки успевают приостыть, что ухудшает качество стыковки. Чтобы шов был прочным, рекомендуется на несколько секунд время нагрева увеличить, чтобы материал сильнее расплавился. Оптимальное дополнительное время вычисляется посредством подбора, при этом нужно учитывать:
- температуру окружающей среды;
- номинал сечения трубопровода;
- время выдержки для прогрева.
Температуру выставляют в пределах 255-265⁰. Если она превысит показатель 270⁰, шов получится тонким, не способным удержать напор воды. Это происходит из-за быстрого нагрева наружного слоя до плавления. При этом вглубь материал прогреться не успевает, поэтому диффузное проникновение полипропилена смежных участков деталей не происходит.

Этапы сваривания трубопровода Источник svarkaspec.ru
Система отопления из полипропиленовых труб
Для монтажа отопления в своем доме применяют одну из трех отопительных систем из полипропилена. Любая из них имеет плюсы и минусы. Установка систем зависит от габаритов дома и модели котла.
Однотрубная
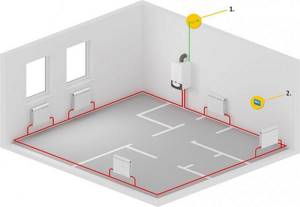
Однотрубная система – распространенный вид отопления, эффективна для небольших домов. От котла отходит труба, второй конец которой также крепится к котлу. Не разрывая магистраль, к ней крепятся батареи. Системы бывают проточные и вертикальные, могут быть закрытого или открытого типа.
Для монтажа однотрубной системы понадобится меньше труб – 30-40%. Несложная разводка и простой монтаж позволяет смонтировать систему в домашних условиях самостоятельно. Сборку можно сделать как в одноэтажном, так и в многоэтажном доме.
На каждом радиаторе устанавливают кран Маевского, если не спускать воздух, батареи останутся холодными. У системы есть недостаток: пока вода доходит до последнего радиатора, она остывает, теплоотдача снижается, тепло распределяется неравномерно. Поэтому в однотрубной магистрали может быть не более 5-6 батарей.
Совет!
Для сохранения и распределения тепла понадобится циркуляционный насос.
Двухтрубная
Двухпроводная система имеет 2 магистрали, подающий и обратный трубопроводы работают параллельно. Двухтрубное отопление из полипропилена в частном доме своими руками делают от котла. По первой ветке подается горячая вода во все приборы системы. Охлажденная жидкость по второй линии поступает в котел. Преимущество двухтрубной конструкции перед однотрубной в том, что тепло поступает равномерно во все радиаторы.
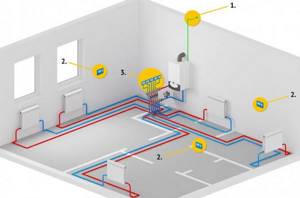
На каждый отопительный компонент можно установить регулятор, запорный клапан. Тогда при поломке одного из приборов его можно демонтировать и поменять, не отключая при этом всю систему. В двухтрубном трубопроводе применяют меньшие диаметры труб. Такое отопление дорогое, но оно оправдывает свою цену.
В доме применяют как вертикальную, так и горизонтальную разводку. Первый вариант устанавливают в больших домах, с двумя и более этажами. Использование однотрубной магистрали в многоэтажных постройках непродуктивно.
Коллекторная
Главный узел в коллекторном отоплении – гребенковая система. Она распределяет теплоноситель по всем веткам. В ее состав входят насос, расширительный бак и приборы безопасности. Коллектор распределяет подачу жидкости в трубы без потери давления. Коллекторная система упрощает разводку магистрали. Можно сделать сразу отвод на стиральную машину, мойку, в ванную комнату и на сливной бачок.
Коллекторный шкаф должен быть защищен от влаги, его встраивают в отдельных нишах дома. Если здание двухэтажное, проектируют два коллекторных узла – на каждом этаже.
Для распределения тепла по контурам отопление разбивают на участки. Например, это может быть теплый пол, батарея у окна, второй теплый пол на верхнем этаже. Нужно сделать замкнутую возвратную систему.
Важно!
У гребенки диаметр входного отверстия равен или больше диаметра выходных отверстий.
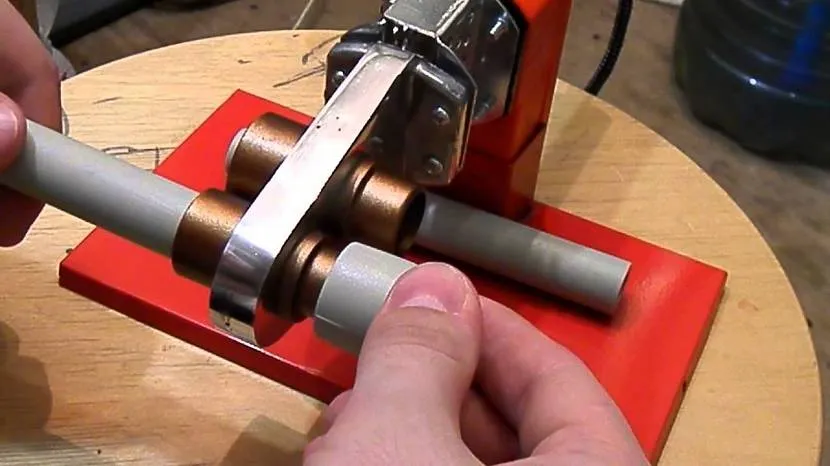
Особенности пайки
Сварка полипропиленовых труб выполняется быстрыми движениями посредством прикладывания разогретых участков друг к другу так, чтобы участок трубы вошел в стакан фитинга до нужной глубины. Необходимо отслеживать соотношение края, чтобы избежать перекоса на шве. Зачистку и подгонку длины необходимо выполнять до сваривания, иначе система разгерметизируется из-за возникшего статического напряжения.
Чтобы шов не остыл во время технической паузы, оборудование располагают так, чтобы от места монтажа до установки прибора расстояние было минимальным. Этот нюанс следует предусмотреть заблаговременно. Время, потраченное на перенос оборудования и элементов, приводит к утрате тепла. Шов получается слабым из-за частичной диффузии между слоями полипропилена.
Технология сварки полипропиленовых труб Источник provodoprovod.ru
На корректировку положения дается 2-4 секунды. В этот период нельзя элементы проворачивать, сгибать и рассоединять. Если шов не получился, участок обрезают, а процедуру повторяют повторно. Следует помнить, что подобные промахи приводят к уменьшению длины трубы, перерасходу материала. При отсутствии опыта, незнании теории о том, как правильно паять полипропиленовые трубы, сваривание лучше доверить профессионалу.
Альтернатива сварке
В некоторых случаях, например, в труднодоступных местах ванной комнаты или других помещений, провести сварочные работы не получается. Заменить процесс спайки можно склеиванием трубы с фитингом при помощи органического растворителя. Он обладает очень сильным размягчающим действием, но при этом высокой летучестью.

После смазки конца трубы и внутренней полости муфты пластик на короткий срок размягчается, можно произвести соединение. Обратная полимеризация начинается через несколько секунд.
Однако данный метод больше подходит для менее склонных к термопластичности труб ПВХ.
Если и данный вариант по каким-то причинам не подходит, для НЕ НАХОДЯЩИХСЯ ПОД ДАВЛЕНИЕМ труб допустимо использовать вместо паяльника зажигалку с наддувом. Данные метод соединения показан в видео уроке ниже. Важно понимать: равномерности спайки достичь не получится именно из-за поочередного нагрева деталей, поэтому для ответственных соединений технологию использовать нельзя.
Охлаждение и проверка герметичности
Шов нельзя охлаждать принудительно. Из-за перепадов температуры возможно растрескивание и деформация в зоне плавки. Трубопроводу необходимо предоставить время для естественного остывания. Проконтролировать температуру можно на ощупь. Остывший участок предварительно проверяют на герметичность продувкой. По окончанию пайки по трубопроводу пропускают воду, постепенно повышая давление, осматривают швы на наличие протечек и проходимость.

Монтаж трубопровода Источник https://i.ytimg.com/vi/qTaP9btjoP4/maxresdefault.jpg
Отопление в доме
На первом этапе следует определиться с типами радиаторов и вариантами их подключения, так как строения следует заранее подготавливать под выбранный тип отопления. В современную систему обогрева помещений входят несколько составляющих.
К ним относятся:

Полипропиленовая разводка отопления своими руками без паяльника
Найти их разные варианты можно в большом количестве на наших рынках.
Общая инструкция по установке батарей выглядит так:
- выберите вначале место для их размещения;
- подведите к ним трубы;
- соедините их между собой;
- произведите пробный пуск, а, если все в порядке, включите отопление на полную мощность.

Как установить радиаторы отопления полипропиленовыми трубамис перемычкой для быстрого отключения
Ошибки во время пайки
Чаще всего ошибки возникают у мастеров, не имеющих практического опыта пайки, даже когда они знают, как сваривать полипропиленовые трубы. Многие пренебрегают этапом замера длины труб, выполняя монтаж на глаз с подрезкой по факту, либо замеряют без учета допусков. При неправильном расчете длины трубы очень сложно установить утюг для стыковки элементов.
Многие мастера пытаются выгнуть трубу на месте, чтобы увеличить расстояние между деталями. Это приводит к повышению статического напряжения в звеньях сети и снижению герметичности. Подобные погрешности ухудшают внешний вид магистрали. На эстетику системы обращают внимание при наружной прокладке коммуникаций.
Последовательный нагрев – ошибка, приводящая к быстрому остыванию стыкуемых участков и невозможности соединения. Пока второй элемент подогревается, первый успевает остыть. Частичная диффузия приводит к разрыву соединения при повышении давления и гидравлических ударах. Это грубое нарушение технологии. Эксплуатировать такую магистраль категорически нельзя.
Разогрев деталей Источник https://www.malolikto.ru/wp-content/uploads/2016/12/maxresdefault-4.jpg
Фитинги ПП водопроводных систем
Термин фитинг взят из английского языка. Переводится дословно: монтировать, прилаживать, делать сборку. Конструктивно фитинг представляет собой компонент трубопровода, в частности, сделанного из полипропилена.
Этот компонент может иметь форму уголка (90º или 120º), тройника, крестовины и др. Есть фитинги с резьбовыми вставками для присоединения запорной и другой арматуры. Есть специальные обводные элементы, позволяющие аккуратно обойти места, где одна труба натыкается на другую.

Вместе с трубами из полипропилена выпускается огромное по разнообразию количество фитингов. Монтажные элементы – фитинги – существенно расширяют свободу монтажа, позволяют выбирать наиболее приемлемую технологию построения систем водопровода
Применяя любые из этих монтажных элементов, удобно выстраивать схемы разводки водопровода практически в любой их конфигурации. Так, чтобы соединить по прямой линии одну полипропиленовую трубу с другой, используется муфта.
Такой же фитинг применяется, если нужно на прямом участке выполнить переход с трубы одного диаметра на трубу другого диаметра. Соединить трубы с поворотом легко при помощи угловых фитингов.
Выпускаются фитинги разного типа для монтажа водопроводов полипропиленовыми трубами. Если один тип таких элементов предназначен для использования под пайку, другой тип применяют для механических резьбовых соединений.
Фитинги под механическое резьбовое соединение позволяют методом силового обжима создать вполне прочное надёжное соединение, исключив из процесса технологию пайки.

Кроме традиционных монтажных методов – пайки полипропилена и механических соединений, применяется технология склеивания элементов схемы. Преимущества такой технологии – получение качественного внешнего вида водопроводной системы по причине полного отсутствия каких-либо деформаций
Кроме резьбовой соединительной методики нередко используется технология склеивания деталей водопровода. Например, при помощи специального клея, тройников и полипропиленовых труб можно легко сделать своими руками распределительный коллектор для ХВС.
Действия мастера-сантехника в этом случае сводятся к следующим шагам:
- Труба обрезается по размеру и зачищается от заусенцев.
- Поверхность трубы в месте соединения обезжиривается.
- На поверхность равномерно наносят слой клея.
- Концевая часть трубы вставляется внутрь фитинга до упора.
Время высыхания клея 20-25 минут.
Как снизить вероятность брака?
Спаивание элементов в условиях затрудненного доступа рекомендуется выполнять вдвоем. Второй специалист помогает вынимать второй элемент из насадки, убирает паяльник на платформу. Первый мастер двумя руками аккуратно стыкует детали с минимальной паузой. Иногда требуется помощь третьего лица. К его услугам прибегают, когда трубу необходимо зафиксировать в стене в смежной комнате. Попытки выполнить все операции самостоятельно на сложных участках всегда приводят к браку и необходимости выполнять сварку заново.
Разметка глубины посадки Источник files.builderclub.com
Во время пайки необходимо соблюдать точность движений. Следует выдерживать правильный наклон фитингового элемента относительно второй детали, осевой угол поворота его на трубе, глубину захода в стакан фитинга. Для контроля глубины захода и угла поворота фитинга на поверхности обеих деталей делают отметки. Чтобы каждый раз не отмерять припуск на одинаковых по сечению участках, пользуются шаблоном.
Утюг не нуждается в отключении в течение всего периода сваривания. Мастер потеряет время на разогрев оборудования. Паяльник готов к работе после того, как потухнет индикатор нагрева. Горящий индикатор показывает, что зеркало подогревается до нужной температуры. Если в этот период приступить к сварке, труба качественно не прогреется. Чтобы соблюсти технологический процесс и время выдержки, рекомендуется проверять параметры по таблице, которую рекомендуется держать под рукой.
Если приобретены комбинированные трубы, их соединяют только после обязательной зачистки. Глубина снятия фаски должна быть на 2 мм больше, чем глубина втулки, в которую вдевают элемент. Армирование уменьшает деформационное расширение в 10 раз. На изделиях с наружным армированием перед пайкой шейвером снимается часть поверхности на необходимую глубину для стыковки. Трубы с внутренним армированием не нуждаются в зачистке. Их укладка выполняется быстрее.
Особенности материалов, которые нужно учесть при монтаже
Чтобы система функционировала правильно, в процессе монтажа необходимо принимать во внимание некоторые особенности ПП рукавов. Одна из них — линейное расширение. Это явление вызывает изменение температур внешних и внутренних. В результате нагрева пластиковый рукав начинает провисать. Компенсирует линейное расширение правильная укладка трубопровода, гарантирующая свободу его перемещения в пределах значения линейного расширения.
Для этого применяют крепежные хомуты, компенсаторы, в конструкцию которых входят как подвижные, так и неподвижные детали. Иногда устранить провисание можно путем штробления стены и укладки в нее рукава или установкой дополнительных клипс. Если эти действия не помогают, применяют радикальные меры — отсоединяют рукав в районе «американок», отрезают провисающий участок, американку перепаивают, затем закручивают.
Способы установки радиаторов и обвязки
Подключение радиаторов отопления выполняется после того, как вставлены окна и двери, подготовлены полы и стены к чистовой отделке. Варианты подключения и типы радиаторов, труб выбираются заранее, чтобы помещение уже было готово к их установке.

Современная система отопления состоит из целого ряда составляющих компонентов. Среди них можно выделить непосредственно отопительный котёл, трубопровод и приборы отопления — радиаторы, которые представлены в широком ассортименте.
Сам процесс монтажа батареи довольно прост: необходимо разметить место для установки, подвести трубы, поставить сам радиатор и произвести подключение. Рассмотрим процесс установки радиаторов с использованием отопительных труб из полипропилена более подробно. Выясним, какие типы систем и подключений можно для этого использовать, что необходимо для самого подключения отопительной системы.