Welding HDPE pipes with your own hands
Welding HDPE pipes with your own hands
Polyethylene (HDPE) pipes with a diameter of 20 to 1200 mm are widely used due to their advantages and ease of installation. They are used for laying gas and water pipelines, internal, external, and storm sewers. Depending on the goals, polyethylene pipes can be pressure or non-pressure. The latter are specifically used for sewer systems.
Polyethylene pipes can be connected in three ways, one of which is detachable (connection using flanges and fittings), while the other two are permanently welded (butt welding with special equipment or using electric couplings). The welded connection is the most durable, the seams are sealed and resistant to chemically aggressive environments.
General information
The method of welding when connecting polyethylene pipelines is in many ways similar to the method that is widely used when installing conventional or reinforced polypropylene pipes. In the latter case, the process is often carried out using a special soldering iron, the so-called iron with nozzles.
Such a tool can be used for soldering HDPE pipelines. However, it must be taken into account that low-density polyethylene softens greatly already at a temperature of +100°C. Its value for soldering pipes made of such material depends on the wall thickness of the products. Moreover, it is smaller than that of polypropylene parts. Often its maximum value is 200-220°C.
If it is 255-265°C, then the material will simply flow. After all, it is at this temperature that most polypropylene pipelines are soldered. Although the vast majority of models of polypropylene welding machines are equipped with a temperature regulator.
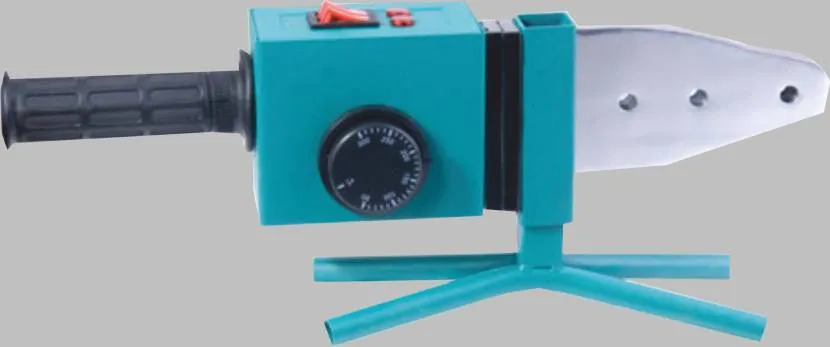
Special soldering iron with temperature controller Source gi-gas.ru
On a note! Soldering HDPE pipes with a soldering iron for polypropylene can only be done for products with a small or relatively medium cross-section. After all, such heating tools are produced by manufacturers with nozzles, the diameter of which is usually 16-160mm.
Welding of large diameter polyethylene pipes is carried out using specially designed welding machines. They are bulky equipment. Therefore, homeowners do not acquire ownership of it. Usually, if it is necessary to install polyethylene pipes, they turn to specialized companies. Moreover, specialists are well aware of all the features of pipelines made of such material and the technology of their connection.
When installing external utilities, it is necessary to lay pipelines, the diameter of which can reach 300 mm or even 400 mm. When connecting such products, professionals already use special welding machines. This is expensive equipment that allows you to create reliable, high-quality connections, even when joining thick-walled pipes.
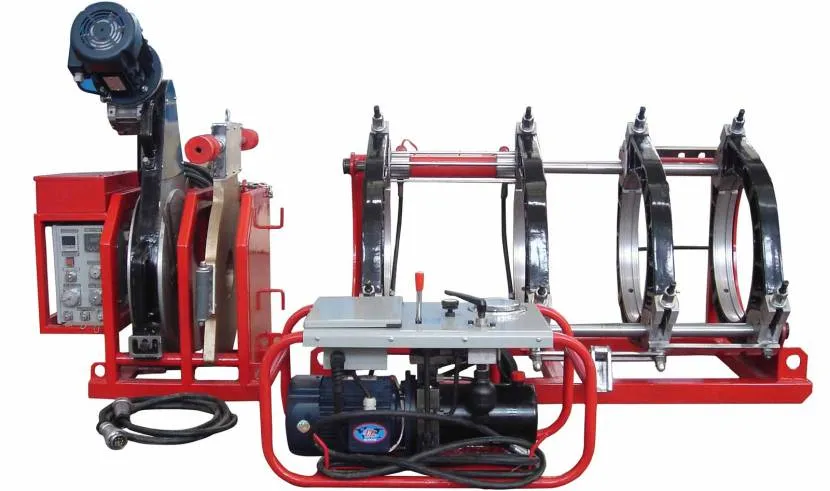
Welding machine for HDPE pipes Source pokter.ru
Compared to steel, polymers, including low-density polyethylene, have better performance characteristics. It is also worth noting that HDPE is one of the types of polymers that is well joined by welding. Therefore, for such a material there are several ways to perform welding work.
On a note! Low pressure is a plastic manufacturing method, not a material parameter. After all, high-density polyethylene is still produced. This type of material is designed for 16 or even more atmospheres.
If welding of polyethylene pipes is mentioned, then we mean soldering of HDPE. This type of plastic is often designated by the Russian abbreviation PE and even the English letters PE. For high pressure material, the options used are PEHD or HDPE.
Nuances of preliminary preparation for welding work
When talking about how to weld polyethylene pipes at home, you need to take into account not only the rules of use, but also safety precautions when working with welding equipment.
The key to success is the preparatory work:
- Each unit of welding equipment must be thoroughly cleaned and checked for defects that may affect the quality and safety of the work performed.
- All wiring and grounding should be checked for defective or missing insulation.
- Fuel units must be refueled, or old, stagnant fuel must be removed from them and new fuel must be added.
- It is imperative to carry out a test run of the installation to ensure its functionality.
- The oil level in the hydraulic system of the welding machine must be checked and the same actions performed with it as with fuel.
- If the welding machine is mobile, it must be moved freely so that the work can be carried out without hitches and without risk to the operator of the installation.
- The knives of the facing device must be sharpened to perfection so that the process of processing pipes and fittings occurs quickly, and the result is high-quality products.
- Each control and measuring device must be in good working order.
- When working with HDPE, it is necessary to purchase in advance the required quantity of clamps and reducing inserts, the diameter of which must correspond to the cross-section of the pipes.
- Every part exposed to friction should be thoroughly lubricated. However, even when choosing a lubricant mixture, you need to pay attention to the requirements put forward by pipe manufacturers.
Bottom line
By following all the rules and instructions given in the article, you can obtain a high-quality connection for polyethylene pipes. The method of welding a polyethylene pipe must be selected according to the main criteria: ease of implementation and accessibility for the employee from the financial side of the issue. It is best to entrust the work to a specialist who will take responsibility for all stages - from purchasing the necessary materials and equipment to carrying out welding work and putting the system into operation.
Methods for connecting parts of a polyethylene pipeline system
The connection of PE pipes is carried out using different methods. They allow you to create permanent and detachable joints. The specific option is selected taking into account the purpose of the system and its location.

Elements of pipeline systems from HDPE for creating permanent and detachable connections Source berezka-stroi.ru
A detachable connection is created when temporary pipelines are constructed. After all, this method allows you to disassemble the system after its operation. Detachable connections of individual parts of the pipeline network can be made using steel flanges.
More often, during installation of systems, permanent connections are created. This method allows you to make joints that are highly durable. The method involves welding individual parts of pipeline networks. At the same time, butt and coupling soldering has been developed and is widely used. Each option is a reliable and effective method. Thanks to these methods, it is possible to obtain a monolithic joint between two elements of the system. Therefore, each such connection has high strength.
Method 1 - socket welding method using fittings and couplings
To implement this option for soldering polyethylene pipeline elements, a special soldering iron is used. Manufacturers make this device with a set of attachments. Their diameter corresponds to the standard sizes of HDPE pipes.

Soldering iron for socket (socket) connection Source ugra.ru
The welding process usually involves the use of fittings. These products include various angles, couplings, tees, manufactured with different standard diameters. All such parts are connecting elements. They are welded to the ends of straight pipe sections.
The design of a soldering iron for polyethylene pipes includes metal elements that heat up during operation of the device. They are the ones who heat up the HDPE products being connected.
The inner surface of the fitting is heated by a mandrel. The outer part of the PE pipe is heated by the sleeve. It is into this that a straight section of the pipeline system is inserted. The sleeve together with the mandrel are placed on the soldering iron. There are holes in the device for this purpose.
Using a special soldering iron, polyethylene pipes are often soldered inside and outside a private house. Usually specialists are invited to carry it out. After all, not every homeowner is familiar with all or at least some of the nuances of welding polyethylene pipeline elements.

Laying HDPE pipelines outside the house Source remontnik.ru
Before the welding process, a number of preparatory work is always carried out. The following operations must be carried out:
- The pipes are cut to the required length using specially designed scissors. After using them, you should get a cut that is strictly perpendicular to the axis of the product.
- The end parts of the parts to be joined are cleaned of any foreign particles.
- The ends of the system pipes that are not currently involved in the welding process are closed with plugs of a suitable size. This will allow the heated parts of the pipelines to stay cool longer and prevent contamination of their internal cavities.
- The heating surfaces of the soldering equipment are cleaned of all contaminants, including plastic particles that often remain on such parts of the device after use.
After all preparatory measures have been carried out, the HDPE pipe is soldered for water supply or communications for other purposes. However, most often the installation of polyethylene pipelines is performed when creating systems through which water from the source moves into the house.

Installation of external water supply from HDPE pipes Source wixstatic.com
See also: Catalog of construction companies that have their own production of materials and components for the construction of houses
The soldering process itself is carried out as follows:
- Parts of soldering equipment are heated to the required temperature value. The required degree of heating is determined by a special indicator on the device. An audible alarm may sound when the set temperature is reached.
- The straight section is placed in the sleeve. Its insertion is carried out until it stops. In this case, the fitting is also completely put on the heated mandrel. Most often, some effort is required to connect pipeline parts and equipment elements.
On a note! When the pipe is inserted into a heated nozzle, a roll of molten polyethylene forms on it. The material is extruded directly by the hot sleeve.
- The heated fitting is placed on the heated pipe. In this case, the two parts are connected to the annular bead, which formed on the straight element during its heating. It is a kind of guideline that allows you to avoid squeezing the connection. Otherwise, the flow area of the utility line at the junction of two parts may decrease.

The process of heating and connecting a fitting to a pipe Source alexmafuer.com
At the end of the entire process, wait until the connection cools down. During this period, ensure complete immobility of the joint. It is in this sequence that the correct welding of PE pipes using the socket method is carried out.
There is no need to put in much effort when implementing this method. However, during sleeve welding, specialists always take into account the standard heating periods of parts. The heating time of pipes and fittings depends on their diameter. The duration is also affected by the wall thickness of polyethylene products.
In addition, the two parts being connected are never squeezed. The reason for this is not only the possibility of narrowing the cross-section of the communication, but also reducing the strength of the joint.
On a note! To prevent the pipe from being crushed during its insertion into a heated sleeve, the depth of the free space in the fitting is marked on it in advance.

Before heating and joining pipes, it is recommended to mark the depth of the connection on them. Source gadgethacks.com
Method 2 - butt welding
When implementing this method, a special welding machine is used to weld polyethylene pipes. The method itself is used to connect parts made exclusively from low-density polyethylene. This is a universal method because this option allows you to maintain the flexibility of the entire pipeline system, regardless of its length. In this case, installation of utility lines made of polyethylene can be carried out in the ground or on its surface.
Butt welding of HDPE pipes is a rather complex process from a technological point of view. It must be performed by an experienced craftsman. Docking using this method is carried out in stages and strictly in a specific sequence:
- The ends of the pipes are placed in a centralizer of special welding equipment.
- Pipeline products are first aligned and then securely fixed in the welding machine.
- Dirt, grease particles, dust and other foreign debris, including various deposits, are removed from the connected ends of the pipes. Cleaning is done using cotton material, which is pre-moistened with alcohol.

Before making butt joints, all dirt is removed from the ends of HDPE pipes Source gazplast.ru
- The ends of the joined products are processed with a trimmer, which is a special device designed to remove a small layer of polyethylene. The device is used until uniform chips appear, the thickness of which should be no more than 0.5 mm.
- The treated parts of the pipeline system are removed from special equipment to check the parallelism of their ends. This process is carried out by eye and hand after connecting two parts. If a significant gap is detected between the pipes, then the end surfaces are re-aligned using a special device.
- The ends of the trimmed workpieces are heated by a heating element of welding equipment specially designed for this purpose. The surface of this part of the device is distinguished by the presence of a non-stick layer.
- PE pipes are butt welded as soon as their ends begin to melt slightly upon contact with the heating element, which is immediately removed. After this, the ends are closed.

Butt welding of polyethylene pipeline Source 2gis.com
Important! The pressure with which the two pipes are pressed against each other must be increased until a strong connection is formed. After this, the two parts of the piping system to be joined are left motionless for at least 5 minutes so that the seam between them is completely hardened.
- The quality of the created connection is checked by visual inspection. The alignment of joined pipes is assessed. In this case, the strength of the weld must be checked.
Important! Before soldering HDPE pipes, preparatory work is always carried out. They are carried out with special care, because the reliability and strength characteristics of the joint being performed will depend on their quality.
Types of polyethylene pipes
Butt welding is used to connect different polyethylene pipes, which differ in their density. It is indicated by the numbers after the abbreviation:
- PE32. They have the lowest density and therefore are practically not used anywhere.
- PE63. They are often used for water distribution in private homes or in non-pressure systems. They are used much less often during the creation of sewer systems, since they cope very poorly with strong pressure and quickly break.
- PE80. Can be used both indoors and outdoors. When used outdoors, they should be insulated.
- PE100. These products are the heaviest and most durable. They are used in almost all areas. Quite often used in heating distribution and for the delivery of gases and liquids under high pressure.
Video description
This video will help you clearly understand the process of connecting polyethylene pipes using butt welding:
Method 3 – electrofusion welding option
This method differs from the method when soldering HDPE pipes with a soldering iron. This option involves the use of electric couplings rather than simple fittings. The method is specially designed for connecting straight sections of a polyethylene pipeline system.
An electric coupling is a special fitting. It has embedded heating elements in its design. Manufacturers also produce connecting elements in the form of tees and other designs, each of which is equipped with spirals for strong heating of polyethylene.
On a note! The plastic from which the coupling is made heats up greatly and even expands, which allows it to connect with the polymer of the pipe. The result is a structure with a monolithic structure.
Electric couplings are quite expensive fittings. The cost of such parts for pipelines can be 100,000 rubles. or even more if the system has a significant diameter. This statement is relevant for fittings whose cross-sectional size exceeds 600 mm. However, soldering of large-diameter HDPE pipes is rarely performed on the territory of a private house.

Polyethylene electrocoupling Source agruamerica.com
A significant advantage of using electric couplings is the absence of burr, which is formed when soldering is performed by other methods. Therefore, the utility communication capacity does not decrease.
On a note! Burr is molten polyethylene, which, after connecting two parts of the pipeline system, hardens and forms streaks. From the outside they can be removed quite easily, but inside the pipes it is difficult or even impossible to get rid of them. Leaks can cause a decrease in communication throughput.
Polyethylene pipes are connected by welding and using an electric coupling in the following sequence:
- A piece of pipe of the required length is prepared, which will be connected to the polyethylene communication.
- The welded areas on the pipes and in the electric coupling are cleaned of debris and dirt, and also cleaned to remove the oxidized layer.
- Places are marked on the pipes to be connected that allow you to control the depth during their insertion into the electric coupling.
- The open ends of the piping system are sealed with plugs to prevent rapid cooling of the welding site.
- The parts are connected into a single unit.

Assembling a unit from two HDPE pipes and an electric coupling Source veld-plast.ru
- The welding machine is connected by two wires to the electric coupling.
- The welding process is started by pressing a special button on the equipment.
- Wait until welding is complete. It depends on the size of the parts being connected.
On a note! After the allotted time has elapsed, most models automatically turn off.
Upon completion of the welding process, the heated and molten polyethylene will harden for at least 1 hour. Only after this time will the material gain strength and the pipeline can be used for its intended purpose.
Socket welding (socket)

Connecting pipes using couplings and fittings is shown for HDPE pipes with a diameter of up to 63 mm. For these purposes, use a hand-held household soldering iron (welding machine). PE tubes of larger diameter are welded using an industrial mechanical apparatus.
Important: before performing socket welding, you must stock up on the required number of fittings plus a small reserve in case of defects in the work.
To carry out socket welding, in addition to a soldering iron, you need to prepare a pipe cutter and a tape measure.
READ ALSO: Condensation on cold water pipes: what to do, reasons for formation, how to get rid of it
The work of welding HDPE tubes is carried out in this way:
- The welding machine is installed on the platform and securely secured. Nozzles of the required diameter are attached to the heating surface using a special wrench. The welding machine is set to the desired temperature. For pipes made of PE (polyethylene) it should be 220-230 degrees.
- The parts prepared for welding are put on nozzles and held until the plastic is thoroughly heated. As a rule, this is 5-7 seconds.
- After the parts have warmed up, it is necessary to slowly but fully connect the two elements and hold them in this state for at least 10 seconds so that the fitting and pipe do not change their welded position.
- After such manipulations, the internal lumen of the pipe remains smooth and sealed, and the polymer processed by the welding machine forms a single whole.
Important: Excessive overheating of the pipes should be avoided. Otherwise, when connecting two elements, the plastic will simply fold into an accordion, which will disrupt both the internal lumen of the pipes and the quality of the connection.
Tip: after each welding procedure, be sure to clean off the melted polymer from the Teflon surface of the nozzles. Otherwise it will interfere with the next welding process. Moreover, you need to remove the plastic exclusively with a wooden spatula. This way you can keep the Teflon intact and unharmed. It is prohibited to remove cold plastic or metal objects.
Selecting a welding method
The working conditions influence the method of soldering when connecting individual elements of polyethylene pipeline systems. The appropriate option is selected taking into account the pros and cons of a particular method. Other factors that are of considerable importance are also taken into account.
So, if it is necessary to create the most flexible pipeline system, polyethylene pipes are butt welded. This option will eliminate the formation of individual hard sections. This method is also economical and simplest to implement.
The electrofusion method is the most expensive method. It is well suited for hard-to-reach areas where space around the pipeline is very limited. Another advantage of this option is its high technology. It provides the required connection quality, which never has to be redone.

Electrofusion welding option Source smartsk.ru
On a note! In many summer cottages, detachable connections of HDPE pipes are performed. This option for joining polyethylene products is used if, for example, a temporary system for watering certain beds is created. This method is also used when you need to quickly complete a one-time job.
The socket welding method, when simple couplings or other fittings are additionally used to branch the system, is suitable for cases where it is necessary to connect individual communication elements in hard-to-reach places. In these areas it will be impossible to implement the butt method. In many cases, special equipment will not even fit in such places. In addition, at these points in the system it is almost always impossible to perform axial displacement of the parts being welded. Therefore, the only option is to use a special soldering iron.
Butt welding technology
The welding technology is described below:
- The ends of the pipes to be connected are leveled and cleaned of dirt and irregularities in order to achieve precise contact between the elements.
Pipe ends before connection

Afterwards, the heater continues to act on the ends of the pipes so that the heat gradually spreads inside each pipe and the melting of the polyethylene begins.
The temperature and exposure time are selected taking into account the properties of the material of the selected brand according to the welding table in order to preserve the physical and chemical characteristics. When a certain time is maintained, the welding machine is withdrawn. This must be done very carefully and quickly to prevent damage to the pipes and the settling of foreign particles and contaminants. After the heater is removed, the pipes are connected, molecular bonds are formed at the junction, and the final burr is created. Please note that the pressure applied should be the same as during the procedure for melting polyethylene.
Connecting pipes after heating
- The final point is cooling the weld, the polyethylene at the joint settles and gains the maximum possible strength. The result is a uniform, symmetrical pile. If the seam lacks symmetry, it means installation errors were made.
Briefly about the main thing
Welding polyethylene when connecting individual elements of pipeline systems can be performed using a soldering iron for polypropylene. However, it is used for joining small diameter pipes. It is often even used in non-critical areas.
Higher quality welding is performed with equipment that allows pipes to be joined end-to-end. They are placed in a centralizer, aligned, secured, heated and joined under pressure.
An even more high-tech method is the use of electrofusion couplings. They are distinguished by the presence of built-in heating elements that melt polyethylene after connecting to the equipment.
Regardless of the method, the parts being connected, piping systems are first cleaned of any dirt. If necessary, their ends are cut strictly perpendicular to the longitudinal axis.
Ratings 0
Welding of HDPE gas pipelines
Welding of polyethylene gas pipelines using machines with a high degree of automation. The cost of the work includes a full set of documents for the joint (certificate for the machine, welder’s certificate, certified welding technology, welding protocol, etc.), a guarantee for ultrasonic flaw detection of the weld.
| Ø, mm | SDR | Installation price per joint | Minimum order* | Joints per day | Required email power and cost of renting an electric generator | ||
| Moscow and up to 30 km from the Moscow Ring Road. | From 30 km to 60 km from the Moscow Ring Road | more than 60 km from MKAD | |||||
| 90 | 11 (PN16) | 1200 rub. | 18000 rub. | 22000 rub. | by agreement | up to 20 | Power 7 kW 220V 4000 rubles/shift |
| 110 | 1400 rub. | ||||||
| 160 | 1600 rub. | ||||||
| 180 | 11 (PN16) | 2200 rub. | 24000 rub. | 28000 rub. | by agreement | up to 15 | |
| 200 | 2400 rub. | ||||||
| 225 | 2600 rub. | ||||||
| 250 | 3200 rub. | to 10 | |||||
| 280 | 3800 rub. | ||||||
| 315 | 4200 rub. | ||||||
| 400 | 11 (PN16) | 6200 rub. | 30,000 rub. | 35000 rub. | by agreement | up to 8 | Power 12 kW 400V 5000 rubles/shift |
| 500 | 8800 rub. | ||||||










