When organizing individual water supply and modern heating systems, pipes made of synthetic materials are increasingly used, the main ones being polypropylene, metal-plastic and two types of polyethylene: low-pressure polyethylene (HDPE) and cross-linked (PEX). When installing a pipeline of the latter type, a specialized tool for installing cross-linked polyethylene pipes and technologies that differ from working with similar materials are used.
Installing a pipeline line made of cross-linked polyethylene is easy to do with your own hands if you have the necessary tools after studying the joining technology. It is useful to know the properties of PEX polyethylene and its areas of application.

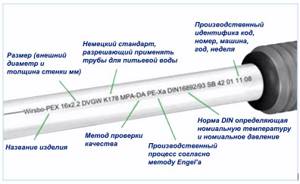
Rice. 1 Appearance of cross-linked polyethylene products
Technology for the production of cross-linked polyethylene pipes
Ordinary polyethylene has low heat resistance, so it is used in everyday life only when organizing cold water supply. Modern technologies, called cross-linking, have made it possible to obtain material from polyethylene with higher technical characteristics under the symbol PE-X (PE - PolyEthylene, X - Cross-linked).
The change in parameters is achieved by knocking out hydrogen atoms from polyethylene molecules with their further cross-linking into a three-dimensional network using the following chemical and physical methods:
- Peroxide (PE-Xa). The technique consists of mixing polyethylene granules and peroxides and then heating the mixture to a high temperature.
- Silane (PE-Xb). In this treatment, a polyethylene preform is passed through a bath of silane and a catalyst, resulting in hydrogen molecules being replaced by silane. The method is characterized by uniform stitching over the entire cross-section of the product.
- Electronic (PE-Xc). A high-performance method in which the removal of hydrogen from a molecular lattice occurs by bombarding its structure with electrons using X-ray radiation. The disadvantage of this method is the uneven structure of the material with a higher percentage of cross-linking molecules on the outer surface.
- Nitrogen (PE-Xd). A method of treating polyethylene with nitrogen radicals, rarely used due to its low efficiency.
Rice. 2 PE-X marking
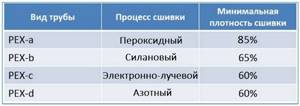
Typically, the stitching method is indicated on the product label; the best brands are those made using technology A; types B and C have limitations in use related to their strength and plastic characteristics.
The standard PE-X production process consists of the following steps:
- Melted granular polyethylene along with the dye is pressed through the annular hole of the extruder, forming a cylinder of the required cross-section.
- If the product is intended for heating systems or heated floors, its surface is treated with an alcohol solution of ethylene vinyl, resulting in the formation of a film that prevents the diffusion of oxygen.
- The final stage of the production process is the processing of the manufactured pipe surface using one of the above methods, with the molecules being cross-linked with varying degrees of efficiency.
PEX pipe joining method
The most important parameter when choosing cross-linked polyethylene pipes is the crosslinking method used by the manufacturer. The number of additional connections formed, and therefore the performance of the product, depends on it.
To form additional bonds (bridges) in polyethylene, the following crosslinking methods are used:
- peroxide cross-linking, such pipes are marked PEX-A;
- silane cross-linking, PEX-B;
- radiation cross-linking, PEX-C;
- nitrogen cross-linking, PEX-D.
PEX-A pipes are produced by heating raw materials with the addition of peroxides. The crosslinking density of this method is maximum and reaches 70-75%. This allows us to talk about such advantages as excellent flexibility (maximum among analogues) and memory effect (when unwinding the coil, the pipe almost immediately takes its original straight shape). Kinks and creases that may appear during the installation process can be corrected by slightly heating the pipe with a hair dryer. The main disadvantage is the high price, since peroxide cross-linking technology is considered the most expensive. In addition, during operation, chemicals are washed out, somewhat more intensely than in other PEX pipes.

PEX-B pipes are produced in two stages. First, organic silanides are added to the raw material, resulting in an unfinished pipe. After this, the product is hydrated, and eventually the crosslink density reaches 65%. Such pipes are notable for their low price, they are resistant to oxidation, and have high pressure values at which the pipe ruptures. In terms of reliability, they are practically not inferior to PEX-A pipes: although the percentage of cross-linking here is lower, the strength of the bonds is higher than with peroxide cross-linking. Among the disadvantages, we note their rigidity, so bending them will be problematic. In addition, there is no memory effect, so the original shape of the pipe will not be restored well. When creases appear, only couplings will help.
PEX-C pipes are produced using the so-called. radiation cross-linking: polyethylene is exposed to electrons or gamma rays. The production process requires careful control, because the uniformity of cross-linking depends on the location of the electrode relative to the pipe. The degree of crosslinking reaches 60%, such pipes have good molecular memory, they are more flexible than PEX-B, but during operation cracks can form on them. Creases can be corrected only with couplings. In Russia, such pipes are not widely used.
PEX-D pipes are produced by treating polyethylene with nitrogen compounds. The degree of cross-linking is low, about 60%, so in terms of performance, such products are significantly inferior to their analogues. The technology is virtually a thing of the past and is hardly used today.
PEX-EVOH pipes can be found on sale. They differ not in the method of crosslinking, but in the presence of an additional external anti-diffusion layer of polyvinylethylene, which further protects the product from oxygen entering the pipe. According to the stitching method, they can be anything.
PEX-A pipes are considered the highest quality, but their high cost forces many to use PEX-B pipes. These two types of products are most widespread on the market, and the choice between them depends on the budget, personal preferences and the characteristics of the pipeline that needs to be built with their help.
Do not confuse cross-linked polyethylene pipes with:
- pipes made of low-pressure polyethylene, they can withstand temperatures of no more than +40C and are suitable only for cold water supply systems;
- pipes made of uncrosslinked Pert polyethylene; they lack intermolecular bonds; instead, polymer chains intertwine and interlock. Such pipes have recently appeared on the market and can withstand temperatures up to +70C;
- pipes made of heat-resistant polyethylene. They are also able to withstand high temperatures (due to the introduction of heat-resistant additives into the polymer composition), but will not be able to operate at high temperatures and other loads for as long as PEX pipes.
Main technical characteristics of cross-linked polyethylene pipes
Pipes made of cross-linked plastic are widely used in everyday life for:
- Installation of lines and elements of heating systems.
- Installation of heated floors under the screed.
- Connecting heating radiators when transporting.

Rice. 3 PE-X – material properties
The widespread use of polyethylene pipes made by cross-linking is due to their following properties:
- Unlike conventional polyethylene, which is designed to work under pressure with a liquid temperature not exceeding 40 C., PEX can function for a long time in systems with water temperatures up to 95 C. The maximum operating temperature that PEX pipeline lines can withstand depends on the method manufacturing and can reach 120 C.
- The material is 8 times lighter than steel.
- The smooth surface of the internal walls reduces pressure losses in the pipeline; scale does not form on them.
- Many grades of PEX are capable of operating at pressures up to 20 bar.
- A cross-linked polyethylene pipeline absorbs vibrations from operating equipment (compression electric pumps) and noise from passing water flow.
- PEX is resistant to most aggressive chemicals, the number of which reaches 200 items.
- The service life of PEX is 50 years when operated at 90 C./7 bar. or 70 C./11 bar.
- The material is resistant to corrosion and does not release harmful toxins and chemicals into the flowing liquid over the entire range of operating temperatures.
- Plasticity allows the installation of a pipeline with a minimum bending radius of 6 diameters.
- PEX does not lose its properties when the liquid inside freezes.
- The surface covered with a layer of polyvinylethylene (EVON) prevents the diffusion of oxygen.
- PEX pipelines can be easily installed with your own hands using simple mechanical devices.
- Products have reverse shrinkage, that is, they return to their original shape in the event of plastic deformation.

Rice. 4 Examples of connecting cross-linked polyethylene pipes
It might be interesting to read about: Rehau pipes - description, characteristics, fittings, installation
Types of underfloor heating
Warm flooring systems are divided into 3 types: water, electric and infrared. Which one to choose depends on the characteristics of the apartment. Floor types:
- A water heated floor operates on the basis of water pipes, and the hot water circulating through them is the coolant. Pipes made of metal-plastic or plastic are laid under the floor covering and connected to the central heating system. This is the most common type of flooring, which has maximum power and a wide heating temperature range. Thanks to thermostats and temperature sensors, the system can be controlled.
- The electrical system is based on a special heating cable. The current passing through it turns into heat. This occurs due to the high resistivity of the conductor.
- The infrared floor is mounted on the basis of roll films. This is a special material with heating elements installed inside. They generate infrared radiation through current and convert it into heat.
Do PEX products have any disadvantages?
Cross-linked plastic has disadvantages that the manufacturer eliminates at the production stage, the main ones being:
- High oxygen permeability. Technical operation rules regulate the oxygen content in water circulating in heating networks. Its presence in a liquid leads to the oxidation of metal products as a result of interaction, due to which metal oxides (rust) are formed, leading to accelerated destruction of metal parts. Therefore, during production, PEX is coated with a diffusion layer of synthetic components that prevent oxygen from entering the water.
- PEX is UV resistant. To protect it, it is painted at the manufacturing stage and used indoors.
- Installation of a pipeline requires the purchase of connecting fittings and specialized tools, which from an economic point of view is quite expensive, as is the cost of 1 linear meter of pipes, which is about 0.7 USD.
Features of connecting cross-linked polyethylene pipes
The main technology for joining polyethylene pipes is the use of fittings. At the same time, there are 3 main methods of joining pipes - compression (crimp), press (press fittings, crimp rings) and press-on (slide sleeves).
The essence of the compression method is to crimp a fitting placed inside a pipe using a metal ring with a slot on the surface, which is compressed by a union nut. The technology is universal and is widely used for connecting HDPE and metal-plastic pipes.

Rice. 5 Types of fittings
Due to its plasticity, a special pressing technology has been developed for PEX installation, in which the fitting is inserted into a mechanically expanded socket at the end of the pipe. In addition to the fact that after installing the fitting, the plastic automatically compresses due to its molecular memory, providing a strong and tight fixation, a metal sleeve is mechanically pulled on top of the connection, providing a very reliable fixation.
Pressing is used to fix fittings specially made for pressing onto the outer pipe surface or located inside the walls; in the latter case, they are clamped using external clamping rings.
Types of fasteners
To ensure that the pipes are securely held on the floor surface, in addition to the substrate, fasteners are used for fixation. There are different types of pipe fittings for heated floors:
- Cable tie or clamps. This fastening material is used only for reinforcing mesh. The products form a loop that fits around the pipeline and grabs the reinforcing mesh bars.
- Serrated staples. Plastic brackets for attaching heated floors are used for polystyrene backing. They are mounted on top of the pipe and carefully pressed into the polystyrene backing. The notches located at the tips of the staples grip the substrate and securely secure the product in a stationary state.
- Clips. The mounting strip is made of plastic and looks like a horseshoe. The clip has a flat base on which it is mounted.
- Metal hinges. The fastening element has the shape of a loop, which corresponds to the diameter of the pipe. Inside the hinge there is a hole for a nail or self-tapping screw. Fixation is carried out directly to the rough surface.
Why cross-linked polyethylene is not welded
Unlike polypropylene, which is easily welded with a soldering iron for welding polypropylene pipes at home, welding polyethylene of any kind is not used in everyday life due to the high cost of the equipment and impracticality.
Welding technology is used for joining large-diameter industrial and main pipes made of low-density polyethylene (HDPE), and two methods of welding polyethylene pipes are used: electrofusion welding using plastic electric welding couplings or butt welding, pressure welding after melting the pipe ends with a specialized butt welder apparatus.

Rice. 6 Features of connecting large diameter HDPE pipes by welding
Electric welding couplings for welding HDPE are expensive, and their use requires an expensive device that ensures the passage of electric current with the specified parameters. In the second, “cheaper” method, in addition to using a soldering disk with an electronic device that sets the temperature and time of its heating, the pipes are placed in a massive structure that allows their heated ends to be connected under pressure.
Dependence of types of pipes on installation in different places
Tools for installing polyethylene pipes may vary slightly depending on the area of use. For a variety of systems - heat supply, hot or cold water supply, sewerage - there are different conditions for water transfer, due to this, the products will differ in each specific case.
For example, for cold water supply, single-layer PEX pipes with a cross-section of 16-20 mm are mainly used, which can withstand up to 95? C. Very often, such pipes are produced by the electron beam method - these products have a good price.
For water meter units with hot water, multilayer structures are required, since the temperature they must maintain is in the range of 110?, in other words, very high. For this purpose, in such products a layer of cross-linked polyethylene
, obtained by the peroxide method, an aluminum layer is installed in the very center, and another polyethylene layer is placed on top.
Due to the presence of a central aluminum layer, the pipe becomes very strong at the bend points in order to prevent oxygen from penetrating into it. But the layer on the outside of the polyethylene can protect the pipe from ultraviolet radiation and mechanical damage. The cross-section of such pipes is in the range of 16-63 mm. In the case of heating systems, you can also use multilayer products with parameters of 16-20 mm.
PEX connection using press fittings
Joining plastic pipes with press fittings is similar to these operations with plastic products and is performed in the following sequence:
- Cut the pipe ends with pruning shears and remove the internal chamfer using a reamer.
- A nozzle of the required size is inserted into standard press jaws; the most common outer diameters are 16, 20, 25 and 32 mm.
- Spread the handles of the tool 180 degrees and open its head, after which two halves of the press attachments are inserted into its grooves, they are secured with a push-button lock.
- Place the press fitting over the pipe until it stops (its location and accuracy of installation can be seen in the control window).
- They move the tool handles 180 degrees, open the lock, insert the press fitting and move the handles, for which they apply some effort.
- After aligning the handles of the device, crimping the press fitting in systems with crimping can be considered complete.

Rice. 7 Fragments of video of installation of press fittings
It should be noted that this technique is designed for rigid pipelines, since the press fitting is placed and crimped on the outside of the pipe surface, so its use for installing flexible PEX is practically not applicable.
Pipeline joining with crimp connections
Fastening tubular products to press fittings requires the following tools:
- fitting crimping press;
- pruning shears or scissors for cutting pipes;
- expansion gun with a set of nozzles.
First of all, the pipes are cut. It is extremely important that the cuts are even and smooth, without burrs - specialized scissors are useful for this.
A sleeve is placed on the prepared edge, which will then be prone to crimping. It is worth paying attention that it is necessary to put on the sleeve before carrying out work to widen the edge - otherwise, it will no longer fit.
The next step will be to widen the pipe inlet by a couple of millimeters with a specialized gun with a nozzle of the required size. A pipe to connect the fitting is inserted into the expanded inlet, making your work easier with the specialized lubricant included in the kit.
At the last stage, the liner is placed on cross-linked polyethylene
fixed with a specialized press. Here, too, you need to be careful not to deform the docking unit.
Crimping
Unlike the previous method, the fitting is inserted inside the pipe, and its contact with the walls occurs using a ferrule, the operation is performed in this order:
- Using pruning shears, cut the pipe ends at an angle of 90 degrees to the central axis.
- The end is processed with a calibrator, giving it a round shape, aligning the edges and removing the chamfer from the inside formed after trimming. If you don't have a calibrator, you can use sandpaper to remove the chamfer.
- Insert the fitting into the pipe until it stops and put a crimp coupling on its end.
- Using manual or electric press pliers, the coupling is crimped, which, upon completion of the work, should have recesses in the form of rings of the correct shape.

Rice. 8 Crimping
This technological process, although it can theoretically be used for fastening PEX types of fittings, provides less reliable contact than a specially developed technique for joining cross-linked polyethylene pipes to each other.
Technique for fastening compression type connectors
To work with parts of this type, you will need two wrenches and pruning shears.
cross-linked polyethylene pipes into a single pipe wire using compression connectors is done in a couple of steps. At the initial stage, a crimp nut is placed on the pipe cut. Its thread should face the connector. Next, fix the split ring, installing it so that the distance from the pipe cut to the edge of the ring is 1 mm.
At the end, a section of PEX pipe, with a nut and a ring put on it, is completely pushed onto the pipe to connect the fitting. Then use open-end wrenches to tighten the crimp nut tightly. It is worth noting that before putting the pipe on this connector, it does not need to be dismantled or chamfered. The only precaution when working with such elements is to control the forces when tightening the nuts so that the pipe does not deform.
Press-on method
The most correct method for installing cross-linked plastic pipes, which takes full advantage of the material’s qualities such as flexibility and molecular memory. When working, put a sleeve on the pipe and press the fitting into the pipe hole.
The connection is distinguished by the highest degree of sealing, in contrast to the methods discussed above, and ensures high reliability of the pipeline. The technology consists of flaring the pipe edge, after which a compression-type fitting is inserted into it. It is fastened using a metal sleeve, which is pulled from above onto the pipe at the location of the fitting.

Rice. 9 Compression method of connecting PE-X pipes
What little details are taken into account while working?
There are multifunctional installation rules for cross-linked polyethylene pipes that must be followed regardless of the connection option:
- All materials from pipes to tools and pipeline fittings must be free of dust, oil and dirt at the time of work.
- During complex pipeline assembly, the output lines from the distribution manifold of the water supply system are always connected first.
- In complex systems, a diagram of the pipeline circuits is drawn up before installation work. On its basis, preparatory cutting of the pipe into sections is made. The joining is done with the slightest distortions - the directions of the contours should be kept horizontal and vertical.
Connecting pipes using compression (crimp) fittings
The method does not require specialized tools and is the main method of connecting small-diameter HDPE pipes, which are widely used for organizing individual water supply at home. If plastic fittings are used for joining HDPE, then metal-plastic or cross-linked polyethylene are joined using metal fittings, and no expensive plumbing tools are required, an adjustable or regular wrench is sufficient.
Installation technology using compression type couplings consists of the following steps:
- A compression nut with a cone inside and a split ring (sometimes there is a rubber gasket in the system) is put on the plastic pipe, after which a special compression fitting is inserted into it.
- Using an adjustable wrench, the union nut with the ring is screwed all the way to the fitting through its external thread, resulting in compression of the split ring and, accordingly, the pipe surface. This ensures a strong and reliable fixation of the fitting; additional insulation is provided by rubber rings that fit onto the fitting.
The advantage of the technology is the possibility of disassembly; the disadvantages include the need for maintenance - the union nut can be unscrewed during operation, thereby weakening the contact.
This drawback is quite significant and limits the use of this technology in heating and hot water supply systems in cases where direct access to the couplings is not possible.

Rice. 10 Special tool for stitching PE-X pipelines
Which way is better?
The choice of the best method is influenced by the quality of fastening and the price of the issue. For professional craftsmen who perform large volumes, convenience and speed of installation play an important role.
Fastening to reinforcing mesh has been used for a long time, its advantages are ease of installation and minimal costs. However, it is difficult to call the method convenient: you have to work all the time bent over, tying nylon ties with your hands. And the use of a grid does not cause unanimous approval. There is an opinion that it gradually cuts the plastic and over time the pipes begin to leak.
More and more craftsmen are resorting to working with a tucker, which allows them to produce large volumes of work in a short time. At the same time, the quality does not suffer compared to other methods.
The same can be said about the use of polystyrene foam mats with fixation. Time will tell which method will become the most common.
This video shows common installation methods
Tools for installing cross-linked polyethylene pipes and methods for performing PEX joining work
The main technology for connecting cross-linked polyethylene pipes is to press the outer sleeve onto the location of the inserted fitting. To carry out this work, the industry produces hand-held mechanical tools, and its electrical analogues are also commercially available, reducing installation time.
Tool for installing cross-linked polyethylene pipes
To make a DIY PEX connection you will need the following tool:
- Secateurs. Used for straight cutting of pipe ends at right angles.
- Expander (Extender). The expander for cross-linked polyethylene pipes is designed to expand their ends to sizes that create a convenient seat for fixing the fitting.
- Press. A hydraulic press is used to slide the sleeve into the fitting installation location.
- Nozzles For working with pipes with a diameter of 16, 20, 25, 32 mm. special attachments for the press and expander are used.
- Lubrication. Its use makes it easier to insert the fitting into the expanded socket.

Rice. 11 Press-on parts
Preparatory work - recommendations
Before carrying out work, purchase the necessary fittings and tools, taking into account the fact that a high-quality and reliable connection can only be made when using pipes, fittings and tools from one manufacturer.
Sometimes, when PEX is stored in reels for a long time, they lose their shape; they can be restored to their original appearance by heating. To do this, use a household hair dryer, heating the deformed area with hot air - after some time, the heated surface returns to its original state.
The procedure for performing installation work
Installation work for connecting fittings to PEX, through which they are joined, consists of several simple operations:
- Using special scissors, cut the pipe to the desired size, making sure that the cut is made at a right angle relative to the central axis.
- Put on the sleeve and expand the pipe end, if necessary, using the necessary nozzles with the required diameter.
- The fitting is inserted into the mounting socket using a soap solution or lubricant, but usually, for reliable fastening, these auxiliary materials are dispensed with.
- Using a manual expander or an electric press, push the sleeve onto the installation site of the fitting.

Rice. 12 Stages of work to secure the fitting in PEX
To obtain a reliable and hermetic joint in cross-linked polyethylene pipelines, tools from an expander and a press are used, which make it possible to securely fix the fittings with which the elements are installed in the line. During the work, an expander with nozzles for different pipe diameters and a sleeve are used, which is pushed onto the installation site of the fitting; a special press is used to carry out the operation of moving the sleeve.
Installation
The pipe fastening for heated floors is done on a flat surface. To do this, the base is leveled and a rough screed is prepared. The surface is cleaned of dust and debris. DIY installation:
- First, the base is covered with a waterproofing film. At the same time, small overlaps of 15-25 cm are made on the walls. The thickness of adjacent panels in the corners should not exceed 10 cm. All joining points are fixed with tape.
- Insulation is laid on top of the film. The seams are covered with a polyurethane substance.
- Walls are covered with a damper strip. The remaining waterproofing overlap is placed on top of the tape.
- Assemble the distribution cabinet with your own hands. It is equipped with a collector and a pump.
- The pipeline contours are laid according to a previously prepared scheme. The work is done using a measuring tool. When laying, take into account the required spacing between pipes. Each end of the loop is brought to the comb and connected.
- When fixing underfloor heating pipes to thermal insulation, plastic harpoons are used. They are inserted at a distance of 50 cm from each other. Before installing the circuit, a metal mesh is laid on top of the insulation, to which the pipes are secured with clamps. This must be done if the insulation structure does not hold the fasteners.
- Compensation tape is installed at the boundaries of concrete monoliths, in doorways and on expansion joints.
- The pipes are covered with thermal insulation material and routed to the radiators. The area near the comb is also insulated.
- Then the collector is connected to the heating system. Electrical wires are laid in the cabinet.
- The underfloor heating system is checked for leaks. To do this, the circuits are filled with warm water.
If all pipe joints are made hermetically, they are filled with cement-sand mortar with plasticizer and fiber. The plasticizer makes the mixture more flexible and durable. The mobility of the solution will help to securely grip the pipes and bring air voids out. If there is no plasticizer, then water is used instead. Thanks to the fiber, the screed is not subject to abrasion and does not crack. The solution is poured one at a time, in strips, starting from the far corners of the room. The system is put into operation after the screed has dried.











