Сегодня приобрести котел не составляет труда. Разумеется, если есть средства на покупку. Ассортимент отопительной продукции, представленной на рынке, весьма широк. Но как быть, если денег мало, а без котла не обойтись?

Самодельный электрокотел
Решение давно найдено и широко используется – сварить котел отопления своими руками. О том, как это сделать правильно, чтобы нагреватель работал не хуже заводского, пойдет речь в статье.
Какими электродами можно варить котлы
Сварочные электроды ЦУ-5 используются чаще всего для проведения сварочных работ с котлами. Также их используют для сваривания трубопроводов и корневого стыка их сварочных швов, то есть их можно использовать для проведения сварочных работ с низколегированными и углеродистыми видами сталей. Сваривание электродами ЦУ-5 можно производить при температуре не более 400 градусов по Цельсию.
Также Вам нужно помнить, что ними можно варить во всех пространственных положениях, кроме вертикального сверху-вниз. Для сваривания ЦУ-5 используют постоянный сварочный ток с обратной полярностью. Также сварочные электроды ЦУ-5 используются для наплавки металла и сваривания оборудования атомных электростанций.
Особенностью сваривания электродами ЦУ-5 является то, что Вам не нужно предварительно подогревать металл, чтобы потом его можно было сварить. Прокаливать перед свариванием Вам нужно только сами сварочные электроды ЦУ-5, которые нуждаются в прокалке при температуре 360 градусов по Цельсию. Продолжительность прокалки не превышает 60 — 70 минут.
Производительность наплавки металла электродами ЦУ-5 составляет 900 грамм в час. Одной из основных характеристик сварочных электродов ЦУ-5 является коэффициент наплавки, составляющий 9,5 г/Ач. Для наплавки 1 килограмма металла Вам нужно использовать 1,7 килограмма электродов, что говорит о том, что сварочные электроды ЦУ-5 имеют сравнительно небольшое разбрызгивание металла, что еще раз доказывает из качество.
Металл сварочного шва, нанесенного сварочными электродами ЦУ-5, имеет временное сопротивление не менее 490 МПа. При этом относительное удлинение сварочного шва не превышает 20%. Ударная вязкость шва, сделанного электродами ЦУ-5, составляет 130 Дж/см2. Также стоит отметить, что угол изгиба металла при сваривании не должен быть менее 150 градусов.
Наплавленный металл электродами ЦУ-5 состоит из таких химических элементов, как кремний, марганец, сера, фосфор и углерод. Для изготовления сварочных электродов используют высококачественную сварочную проволоку Св-08 и Св-08А, которая полностью соответствует государственным стандартам. Для соответствия государственным стандартам данная сварочная проволока и произведенная с ее использованием продукция были проверены. В результате проверок, данная проволока и сварочные материалы, произведенные с ее использованием, полностью соответствуют государственным стандартам.
После сваривания электродами ЦУ-5 Вам нужно провести термообработку сварочного шва на короткой длине дуги. Произведя термообработку, Вы сможете быть полностью уверенными в качестве сварочного шва. Для прокалки сварочных электродов ЦУ-5, а также других видов электродов и их хранения рекомендуется использовать специальную печь для прокалки электродов. Приобретать такую печь рекомендуется у одного из известных заводов-изготовителей сварочной продукции.
Схемы и чертежи
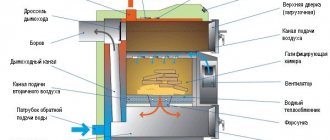
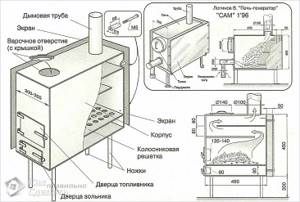
Устройство печки медленного горения
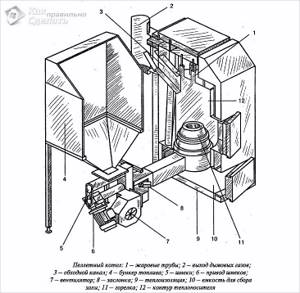
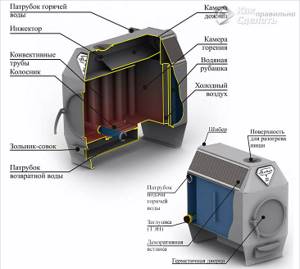
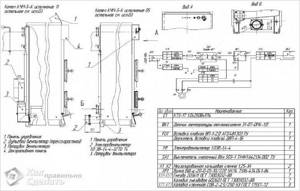
Устройство пеллетного котла
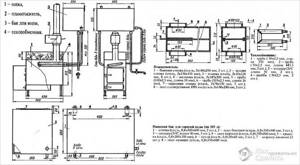
Чертеж твердотопливного котла
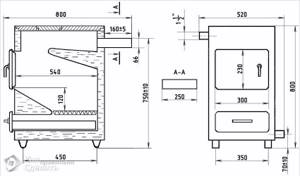
Чертеж с размерами для создания твердотопливного котла
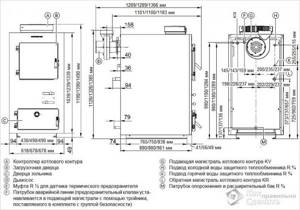
Чертеж пиролизного котла Viessmann на 25-40 кВт
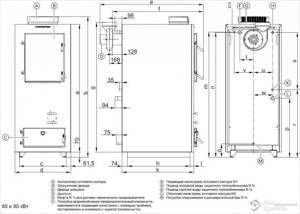
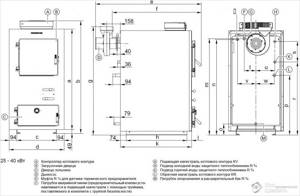
Viessmann на 65 и 80 кВт
Чертеж котла для самостоятельного изготовления
Печь медленного горения
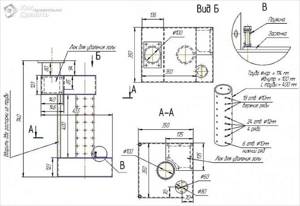
Чертеж печи на отработке
Простой и безопасный банный котел
Как заварить Чугунный котел
Чугун имеет ряд особенностей, которые отличают его от других металлов. Свойства чугуна следует учитывать при его сваривании, что требует применения специальных технологий в процессе сварки. Среди особенностей чугуна следует выделить следующее:
- — Низкие пластические свойства чугуна. Чугун способен к пере напряжениям, поэтому в результате сварки могут образовываться трещины;
- — Высокая скорость охлаждения чугуна. Это приводит к тому, что на поверхности металла образовывается слой хрупкого чугуна, который является не обрабатываемым;
- — Выгорание электрода при сваривании. В результате работы образовывается окись СО, что способствует образованию пор при сваривании;
Несмотря на то, что чугун имеет множество преимуществ, его склонность к хрупкости становится проблемой, когда дело доходит до ремонта чугунных объектов. Технология сваривания чугуна с подогревом в основном применяется в тяжелой промышленности. Концепция разогрева делает процесс более сложным, потому как для него требуется использовать специальное оборудование для подогрева деталей.
В большинстве случаев изделие для сваривания подогревается до температуры от 250 до 650 градусов по Цельсию. Следует избегать нагрева металла более 750 градусов, потому как при такой температуре металл переходит в стадию расплавления.
После того как металл достигает требуемой температуры, требуется начинать сваривание на малом токе, чтобы минимизировать перемешивание и остаточные напряжения.
Внесение большого количества тепла при сваривании может привести к растрескиванию. После работы изделие нужно охладить постепенно. Чтобы постепенно охладить изделие, его помещают в песок или накрывают специальными изоляционными материалами.
Также для сварки чугуна существует 4 типа сварочных электродов, которые используются для ручного дугового сваривания. Такими типами являются электроды из чугуна, с медной основой, стальные электроды и с никелевой основой. Для применения каждого из типов электродов есть свои причины и особенности, например обрабатываемость, пластичность и прочность.
При сваривании чугунными электродами, требуется разогрев деталей до температуры в диапазоне от 120 до 425 градусов по Цельсию. Температура подогрева зависит от размеров детали. По этой причине чугунные электроды бывают диаметром от 6 до 15 миллиметров, а для работы используется сварочный ток от 200 до 600 Ампер. Поэтому лучше всего использовать электроды небольшого диаметра и достаточно низкие токи для сваривания.
Как итог можно сказать, что сваривание чугуна является сложным процессом вне зависимости того, какой способ сваривания используется для работы. Если применять правильную технологию сварки и учитывать особенности, которые были указаны выше, можно добиться оптимальных результатов. Ввиду этого, если правильно подбирать сварочный ток и применять подходящие сварочные электроды, сваривание обязательно будет успешным.
Какими электродами варить котел отопления?
Паровой котел работает под значительным давлением, поэтому является весьма ответственным агрегатом и должен обеспечивать надежность в работе.
Чем выше рабочее давление и температура, при которой работает котел, тем в более тяжелых условиях находится металл, из которого изготовлен котел.
Основные требования к металлу котлов: 1) высокая теплоустойчивость — способность металла сохранять прочность в условиях высокой температуры и больших напряжений; 2) высокая вязкость — способность металла сохранять свои механические свойства при меняющихся или повторных нагрузках; 3) пониженная склонность к старению — способность металла сохранять свои механические свойства в течение длительного времени; 4) устойчивость металла против коррозии — под воздействием воды и пара; 5) стабильность структуры — устойчивость металла против структурных изменений, снижающих его механические свойства; 6) плотность, однородность строения металла, отсутствие в нем внутренних дефектов: плен, трещин и посторонних включений.
Рекламные предложения на основе ваших интересов:
Поэтому элементы котла, находящиеся под давлением, изготовляются исключительно из стали (ГОСТ 5520—62). Эта сталь, кроме высоких требований относительно ее химического состава, подвергается более тщательному контролю и дополнительным испытаниям на ударную вязкость и чувствительность к старению.
Листовая сталь марок Ст. 2 и Ст. 3 предназначена для котлов и сосудов, работающих при температуре не выше 120°С. Для котлов, работающих при более высоких температурах, применяется сталь марок 15К и 20К.
Детали котла, не находящиеся непосредственно под давлением, могут изготовляться из углеродистых сталей обыкновенного качества (ГОСТ 380—60) или качественной конструкционной углеродистой стали (ГОСТ В 1050-60).
Котельные трубы — пароперегревательные, кипятильные, дымогарные и жаровые — изготовляются из стали марки 10 (ГОСТ 8733—58-и 8731—58). Все трубы подвергаются гидравлическим испытаниям, а также технологическим пробам на сплющивание и раздачу. Для дымогарных труб испытание на раздачу может быть заменено на бортование.
Электросварные трубы, изготовляемые в соответствии с ГОСТ 1753—53 и дополнительными к нему техническими условиями № 14—32,. находят все более широкое применение в котлостроении. Раньше части котла соединялись исключительно посредством заклепок. Клепка являлась основной и весьма ответственной операцией в котельных работах. В настоящее время трудоемкие клепальные работы сохранились лишь при ремонте старых котлов клепаной конструкции. Вновь строящиеся котлы изготовляются сварной конструкции, в которых все элементы соединяются электросваркой.
Инструкция по изготовлению
Приступая к производственному процессу, необходим начать с подготовки всего самого необходимого:
- Трубы со следующими диаметрами – 30 см, 5-6 см, 10 см (толщина стенок каждой – не менее 3 мм)
- Стальной лист по толщине более 4 мм
- Болгарка
- Аппарат для сварки
- Ручные инструменты
Располагать котел рекомендуют на выровненной твердой поверхности. Если такая установка будет монтироваться дома в котельной, следует подумать об обустройстве фундамента, несколько слов о котором будет сказано позже.
Приступаем к изготовлению котла:
- Берется подходящая по характеристикам труба и отрезается кусок от 70 до 100 см. Малая длина не позволит загрузить достаточное количество дров, большая – сделает закладку крайне неудобной
- Теперь необходимо соорудить распределитель. Чтобы он свободно двигался, его диаметр делается на 15-25 мм меньше основной трубы
В центре круга требуется просверлить отверстие диаметром 15 мм – через него будет поступать воздух в камеру горения. Чтобы диск плотно не прилегал к паленьям и оставалось пространство для циркуляции воздуха, необходимо приварить ко внутренней его стороне крыльчатку – несколько пластин высотой до 5 см
Труба диаметром 5-6 см приваривается по центру регулятора, при этом ее высота делается на 10-15 см больше котла Как упоминалось ранее, вверху рекомендуется сделать заслонку, которая позволит регулировать тягу в любой момент, тем самым контролируя процесс тления Внизу болгаркой вырезается дверца, посредством которой будет удаляться зола
Также в нижней части котла надежно приваривается дно Вверху необходимо пустить горизонтальную дымоходную трубу диаметром 8-10 см и длиной не более 40 см (именно она пропускается внутри теплообменника)
Завершающий штрих конструкции – крышка для котла, в которой вырезано отверстие под воздухозаборную трубу. Она должна как можно плотнее запирать камеру
Хорошей альтернативой дровам является брикеты отопления — смотрите наш обзор
Тема: Електроди для зварки котла?
Опции темы
- Версия для печати
- Отправить по электронной почте…
- Подписаться на эту тему…
Поиск по теме
Отображение
Линейный вид
- Комбинированный вид
- Древовидный вид
Електроди для зварки котла?
Доброго всім часу доби, форумчани! Порадьте буть-ласка марку та виробника електродів для зварки котла на дровах. Сам не спеціаліст, раніше варив монолітом РЦ Е46 (АНО36), так по хазяйству. Знайшов декілька коментів що моноліт не завжди дає дуже якісний шов, можливі тріщини, ну найчастіше це залежить від професійності сварщика, чи не відповідності марки сталі і марки електродів при перепадах температур металу. Допоможіть новачку !!
Товщин металу не знаю, але варив би у 2 проходи, корінь можна рутиловими, а от обліцовку тільки основними електродами. але це моя особиста думка
| ✅Пора подумать о БЕЗОПАСНОСТИ!✅ Стабилизаторы напряжения — надежная защита Вашей техники. А это то, на чём не стоит экономить! Узнай о СКИДКЕ для форумчан, позвонив по одному из номеров: (097) 591-29-90,,. Не упусти свой шанс! |
Все более или менее ответственные св. соединения выполняются электродами с основным покрытием (УОНИ самые распостраннёные). Если опыта работы нет, с этими эликами, то в этом случае можно и с ртиловым покрытием. Если есть непреодолимое желание добиться наилучшего результата, не зависимо от потраченных средств, советую -купить пачку основных электродов и потренироваться, а после заварить. Даже если не получиться заварить рутилкой. Предупреждаю для сварки эликами с основным покрытием необходим источник постоянного тока.
Мабуть так і треба буде попробувати, я сварщик не професіонал( Було діло минулого року літом зварював квадратну буржуйку з 3-ки листа з обкладкою в середині вогнетривкою цеглою, так от біля димаря нарощував дето 4 мм. монолітом, тепер подивився а там тріщина сантиметрів на 5 по обводу ((
Якщо не знайду трубу 430 з нафтогону то прийдеться закатувати з 3-ки листового металу зварювати в торець з підкладкою, попробую корінь рутиловим електродом, як радять а обліц. 4-ю.
Там где поверхности с сильным нагревом (в вашем случае там где затрещало возле дымаря) , варите электродами предназначенными для поверхностей нагрева , это например ЦУ-5 (диаметр бывает только 2,5мм. , годятся для поверхностей нагрева до 400гр. С ) , ЦЛ-39 ( ещё большая допустимая рабочая температура ) , ещё по моему ТМЛ-3 . Все они с основным покрытием , но отличие от УОНИ именно в работе при высоких температурах ( то что вам и нужно ).
Пользователь сказал cпасибо:
совершенно верно. я читал в Ваших постах что Вы работаете электродами цу-5. так и подумал что имеете дело с котлами. я тоже работал много лет в котельной и там кое какие работы на поверхностях нагрева выполнялись. сам я сваривал несколько твердотопливных и газовых бытовых котлов. наружка там все равно, а вот изнутри водяная рубашка имеет свои особенности. в идеале корневой шов делается цу-5, а перекрытие уони. так будет по фен-шую
Нет , с котлами я сталкиваюсь редко (бывают ремонтные работы по котлам на предприятии ) , а ЦУ-5 как то по случаю покупал для себя на рынке из-за диаметра и для таких вот нужд . Со свойствами этих и подобных электродов тоже ознакамливался по случаю приобретения ЦУ-5 , т.к. на рынках редко попадаются специализированные электроды (благо в интернет магазинах сейчас можно приобрести) , а пока их нет и не задумываешься о их существовании
. На работе же при ремонте котлов использовал что было (АНО-4 обычно) , но на трубах я думаю не критично т.к. вода не даёт нагреваться трубе , а вот там где сварной стык не имеет такого охлаждения (как вот в описанном коллегой выше случае) , там вот как раз и сгодятся именно такие специализированные электроды. К стати , я покупал ЦУ-5 из-за диаметра ( не попадалось УОНИ меньше 3мм.) , а вот когда ознакомился с ними более подробно , то оказалось что в отличие от УОНИ граница низких температур у них значительно хуже (оно и понятно , не для конструкций они ) , а вот если не ошибаюсь то у таких (более высокотемпературных) как ТМЛ-3 , ЦЛ-39 , работа при низких температурах вообще не регламентируется . Вобщем каждому своё как говорится , нет универсальных прекрасных электродов. Да , вы правы , ЦУ-5 идут для корня , это одно из их наверное главных назначений (потому и диаметр их наверное только 2.5мм.), а перекрыть так же можно ТМУ-21 , говорят даже приятней чем УОНИ варить , самому правда они в руки не попадали . В общем там где контакт с водой в котлах , можно варить и Ано-4 , если где перегревается поверхность сильно , там конечно лучше уже ЦУ-5 , ТМЛ-3, ЦЛ-39 , ТМУ-21 (ЦЛ-39 самые высокотемпературные из перечисленных).
Особенности сварки отопительного котла

На сегодняшний день в жилищно-коммунальных хозяйствах достаточно хорошо отработана система отопления зданий и помещений, обеспечивающая высокий уровень комфорта для их пользователей. Помимо централизованного отопления имеются широкие возможности оборудовать жилье системами индивидуального отопления, активно продвигаемыми на рынок известными производителями.

Схемы отопления частного дома.
Тем не менее потребность в проектировании и сборке котлов отопления по отдельно взятым проектам, совершенно оригинальным и нестандартным, все еще остается. Связано это с целым рядом причин, в том числе с растущей в последние годы ценой на многие виды топлива, используемые для работы отопительных котлов. Не последнее место в этом ряду причин занимают особенности строительства частных домов, их отдаленность от централизованных отопительных сетей и географическая близость (легкость получения) того или иного вида топлива.
Приступая к оборудованию любого помещения, следует тщательно оценить все возможные факторы и заранее определиться с тем, котел какого типа, какой конфигурации, какая схема проведения отопительных труб и размещения радиаторов будут использованы в этом помещении.
Назначение и разновидности отопительных котлов
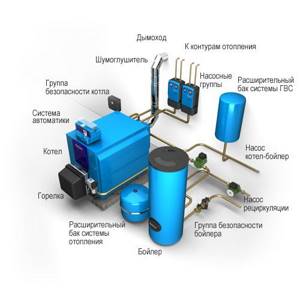
Схема комбинированного котла отопления.
На сегодняшний день существует большое разнообразие теплогенераторов, в конструкциях которых в качестве основного теплоносителя используется вода. Котлы водяного отопления различаются между собой по количеству рабочих контуров, задействованных в процессе теплообмена, и по типу топлива (способу нагревания).
По количеству контуров котел может быть либо одноконтурным или двухконтурным. Одноконтурные агрегаты обеспечивают циркуляцию нагретой жидкости только в системе отопления помещения. Двухконтурные устройства не только разогревают воду для отопительных труб и радиаторов, но и обеспечивают горячей водой водопроводную систему здания.
По типу применяемого топлива (способу нагревания воды в системе) котлы отопления делятся на следующие группы:
- Котлы твердотопливные. В качестве топлива применяется твердые источники горения – уголь, кокс, торф, дрова, пеллеты (комбинированные топливные гранулы), реже – щепа, опилки, хворост, подсолнечная лузга и т.п.
- Котлы газовые. Для получения тепла в них сжигается газообразное топливо, чаще всего природный газ – пропан-бутан или метан.
- Котлы жидкотопливные. Работают на жидком топливе, преимущественно на дизельном топливе или мазуте.
- Котлы электрические. Приборы этого типа предназначены для нагревания жидкого теплоносителя посредством передачи тепла от разогретого электротоком нагревательного элемента (тэна). Используемые в системе горячего водоснабжения электрокотлы еще называются электрическими водонагревателями (электробойлерами).
- Котлы комбинированные. Это приборы, которые для производства тепла для помещений могут сжигать как твердое, так и газообразное топливо. При этом они оборудуются специальной автоматикой для переключения с одного вида топлива на другой.
Проверка качества сварного шва
В процессе и после сварки элементов конструкции отопительного котла проводится контроль качества шва. Первый этап – визуальный осмотр в сочетании с измерениями. На этом этапе необходимо убедиться в том, что в месте сварки нет трещин, пор, наплывов металла, свищей, подрезов, непроваренных кратеров. Практически все эти дефекты являются недопустимыми, и потому их следует устранить.
Кроме того, визуальным осмотром необходимо выявить, нет ли на шве неравномерных чешуек, разницы в высоте и ширине по всей его длине. Наличие данных нарушений технологии сварки не является строго недопустимым дефектом, однако в таких местах могут находиться скрытые поры и непровары.
После устранения замеченных дефектов (или фиксации их отсутствия) проверятся герметичность швов на водяной емкости и трубах. Для этого надо сделать густой водно-меловой раствор, нанести его кисточкой на швы сваренного котла и дать раствору высохнуть. Затем налить воду в емкость. Если швы при этом остаются сухими, котел готов к эксплуатации. Если на шве появляются разводы и потеки, в этом шве присутствует дефект, и его необходимо обязательно устранить.