Today, purchasing a boiler is not difficult. Of course, if you have the funds to purchase. The range of heating products on the market is very wide. But what if you don’t have enough money and you can’t do without a boiler?

Homemade electric boiler
The solution has long been found and is widely used - weld a heating boiler with your own hands. How to do this correctly so that the heater works no worse than the factory one will be discussed in the article.
What electrodes can be used to cook boilers?
Welding electrodes TsU-5 are most often used for welding work with boilers .
They are also used for welding pipelines and the root joint of their welds, that is, they can be used for welding work with low-alloy and carbon steels. Welding with TsU-5 electrodes can be done at a temperature of no more than 400 degrees Celsius. You also need to remember that they can be cooked in all spatial positions, except vertical from top to bottom. For welding TsU-5, direct welding current with reverse polarity is used. Also, TsU-5 welding electrodes are used for surfacing metal and welding equipment of nuclear power plants.
A special feature of welding with TsU-5 electrodes is that you do not need to preheat the metal so that it can then be welded. You only need to calcinate before welding the TsU-5 welding electrodes themselves, which need to be calcined at a temperature of 360 degrees Celsius. The duration of calcination does not exceed 60 - 70 minutes.
The productivity of metal surfacing with TsU-5 electrodes is 900 grams per hour . One of the main characteristics of TsU-5 welding electrodes is the deposition rate of 9.5 g/Ah. To deposit 1 kilogram of metal, you need to use 1.7 kilograms of electrodes, which means that TsU-5 welding electrodes have relatively little metal spattering, which once again proves their quality.
The weld metal produced with TsU-5 welding electrodes has a temporary resistance of at least 490 MPa. In this case, the relative elongation of the weld does not exceed 20%. The impact strength of a weld made with TsU-5 electrodes is 130 J/cm2. It is also worth noting that the bending angle of the metal during welding should not be less than 150 degrees.
The deposited metal with TsU-5 electrodes consists of chemical elements such as silicon, manganese, sulfur, phosphorus and carbon. For the manufacture of welding electrodes, high-quality welding wire Sv-08 and Sv-08A , which fully complies with state standards. To comply with state standards, this welding wire and products manufactured using it have been tested. As a result of inspections, this wire and welding materials produced using it fully comply with state standards.
After welding with TsU-5 electrodes, you need to heat treat the welding seam over a short arc length. After performing heat treatment, you can be completely confident in the quality of the weld. For calcination of TsU-5 welding electrodes, as well as other types of electrodes and their storage, it is recommended to use a special oven for calcination of electrodes . It is recommended to purchase such a furnace from one of the well-known manufacturers of welding products.
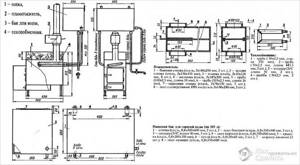
Schemes and drawings
Slow burning stove design
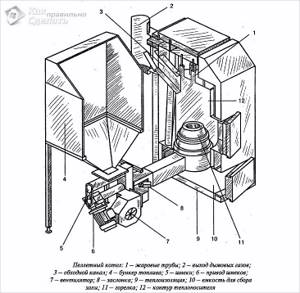
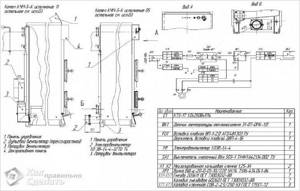
Construction of a pellet boiler
Solid fuel boiler drawing
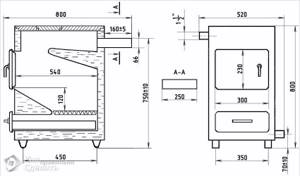
Drawing with dimensions for creating a solid fuel boiler
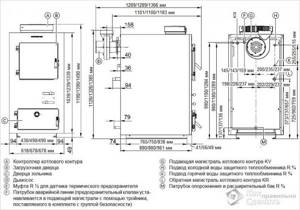
Drawing of a Viessmann pyrolysis boiler for 25-40 kW
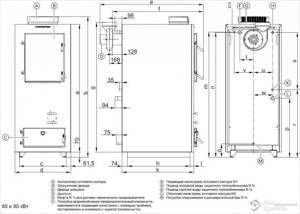
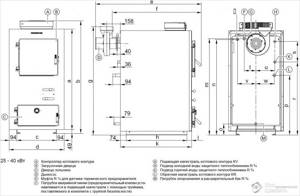
Viessmann for 65 and 80 kW
Boiler drawing for self-production
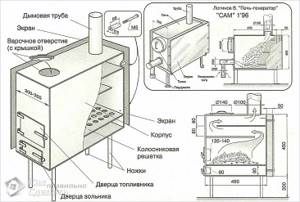
Slow burning oven
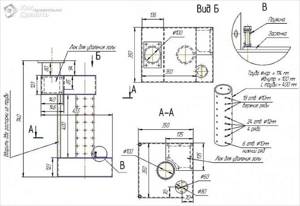
Drawing of a furnace in production
Simple and safe sauna boiler
How to brew a cast iron pot
Cast iron has a number of features that distinguish it from other metals. The properties of cast iron should be taken into account when welding it, which requires the use of special technologies in the welding process. Among the features of cast iron, the following should be highlighted:
- — Low plastic properties of cast iron. Cast iron is capable of overstressing, so cracks may form as a result of welding;
- — High cooling rate of cast iron. This leads to the formation of a layer of brittle cast iron on the surface of the metal, which is unworkable;
- — Electrode burnout during welding. As a result of the work, CO oxide is formed, which contributes to the formation of pores during welding;
While cast iron has many benefits, its tendency to become brittle becomes a problem when it comes to repairing cast iron objects. Heated cast iron welding technology is mainly used in heavy industry. The heating concept makes the process more complex because it requires the use of special equipment to heat the parts.
In most cases, the product to be welded is heated to a temperature of 250 to 650 degrees Celsius. Heating the metal above 750 degrees should be avoided, because at this temperature the metal goes into the melting stage.
Once the metal reaches the required temperature, welding should begin at low current to minimize stirring and residual stress.
Adding too much heat during welding can lead to cracking. After work, the product must be cooled gradually. To gradually cool the product, it is placed in sand or covered with special insulating materials.
Also for welding cast iron, there are 4 types of welding electrodes that are used for manual arc welding. These types are electrodes made of cast iron, with a copper base, steel electrodes and with a nickel base. Each type of electrode has its own reasons and characteristics, such as machinability, ductility and strength.
When welding with cast iron electrodes, the parts must be heated to a temperature ranging from 120 to 425 degrees Celsius. The heating temperature depends on the size of the part. For this reason, cast iron electrodes come in diameters from 6 to 15 millimeters, and welding currents from 200 to 600 Amperes are used for operation. Therefore, it is best to use electrodes of small diameter and fairly low currents for welding.
As a result, we can say that welding cast iron is a complex process, regardless of which welding method is used for the job. If you use the right welding technology and take into account the features mentioned above, you can achieve optimal results. In view of this, if you select the correct welding current and use suitable welding electrodes, welding will definitely be successful.
What electrodes should be used to cook a heating boiler?
A steam boiler operates under significant pressure, therefore it is a very responsible unit and must ensure reliable operation.
The higher the operating pressure and temperature at which the boiler operates, the more difficult the conditions are for the metal from which the boiler is made.
Basic requirements for boiler metal: 1) high heat resistance - the ability of the metal to maintain strength under conditions of high temperature and high stress; 2) high viscosity - the ability of a metal to maintain its mechanical properties under changing or repeated loads; 3) reduced susceptibility to aging - the ability of a metal to maintain its mechanical properties for a long time; 4) metal resistance against corrosion - under the influence of water and steam; 5) structural stability - the stability of the metal against structural changes that reduce its mechanical properties; 6) density, homogeneity of the metal structure, the absence of internal defects in it: caps, cracks and foreign inclusions.
Promotional offers based on your interests:
Therefore, boiler elements under pressure are made exclusively of steel (GOST 5520-62). This steel, in addition to high requirements regarding its chemical composition, is subject to more careful control and additional tests for impact strength and sensitivity to aging.
Sheet steel grades St. 2 and Art. 3 is intended for boilers and vessels operating at temperatures not exceeding 120°C. For boilers operating at higher temperatures, steel grades 15K and 20K are used.
Boiler parts that are not directly under pressure can be made from ordinary quality carbon steel (GOST 380-60) or high-quality structural carbon steel (GOST B 1050-60).
Boiler pipes - steam superheating, boiling, smoke and flame - are made of steel grade 10 (GOST 8733-58 and 8731-58). All pipes are subjected to hydraulic tests, as well as technological tests for flattening and expansion. For smoke pipes, the expansion test can be replaced by a bead test.
Electric-welded pipes manufactured in accordance with GOST 1753-53 and additional technical conditions No. 14-32. are increasingly used in boiler making. Previously, boiler parts were connected exclusively by means of rivets. Riveting was the main and very important operation in boiler work. Currently, labor-intensive riveting work has been preserved only during the repair of old riveted boilers. Newly built boilers are made of a welded structure, in which all elements are connected by electric welding.
Manufacturing instructions
When starting the production process, you need to start by preparing all the essentials:
- Pipes with the following diameters - 30 cm, 5-6 cm, 10 cm (the wall thickness of each is at least 3 mm)
- Steel sheet with a thickness of more than 4 mm
- Bulgarian
- Welding machine
- Hand tools
It is recommended to place the boiler on a level, hard surface. If such an installation will be installed at home in a boiler room, you should think about arranging the foundation, a few words about which will be said later.
Let's start making the boiler:
- Take a pipe suitable for its characteristics and cut off a piece from 70 to 100 cm. A short length will not allow you to load a sufficient amount of firewood, a large length will make loading extremely inconvenient
- Now you need to build a distributor. In order for it to move freely, its diameter is made 15-25 mm smaller than the main pipe
In the center of the circle you need to drill a hole with a diameter of 15 mm - air will flow through it into the combustion chamber. To ensure that the disk does not fit tightly to the panels and there is space for air circulation, it is necessary to weld an impeller to its inner side - several plates up to 5 cm high
A pipe with a diameter of 5-6 cm is welded in the center of the regulator, while its height is made 10-15 cm larger than the boiler. As mentioned earlier, it is recommended to make a damper at the top, which will allow you to adjust the draft at any time, thereby controlling the smoldering process. A door is cut out at the bottom with a grinder, through which ash will be removed
Also, the bottom is securely welded at the bottom of the boiler. At the top it is necessary to run a horizontal chimney pipe with a diameter of 8-10 cm and a length of no more than 40 cm (this is what is passed inside the heat exchanger)
The finishing touch of the design is the boiler lid, in which a hole is cut for the air intake pipe. It should lock the camera as tightly as possible
A good alternative to firewood is heating briquettes - see our review
Topic: Electrode for welding a boiler?
Theme Options
- print version
- Send by email...
- Subscribe to this topic...
Search by topic
Display
Linear view
- Combined view
- Tree view
Electrode for starting a boiler?
Good morning to everyone, forum members! Please be pleased with the brand and manufacturer of electrodes for welding a wood-fired boiler. I’m not a specialist myself, having previously cooked with a monolith RC E46 (ANO36), that’s just how I do it. Knayshov Dekilka Komentiv Monolish DO NOT DAZH DUZH YAKISNIA SHOV, Jumping TriShchini, well, to the Professional welder, Chi, not in the Vidpov and stamps of steel, and the derings of the Metal temperatures. Help the newbie!!
I don’t know the type of metal, but if you cook it at the 2nd pass, the root can be rutile, and the lining can only be done with main electrodes. ale tse my special thought
| ✅It's time to think about SAFETY!✅ Voltage stabilizers are reliable protection for your equipment. And this is something you shouldn’t skimp on! Find out about the DISCOUNT for forum members by calling one of the numbers: (097) 591-29-90,,. Don't miss your chance! |
All more or less responsible St. connections are made with electrodes with a basic coating (SSSI are the most common). If you don’t have experience working with these elixirs, then in this case you can use rtyl coating. If you have an irresistible desire to achieve the best result, regardless of the money spent, I advise you to buy a pack of basic electrodes and practice, and then brew. Even if you can’t brew it with rutile. I warn you that for welding with electrodes with a base coating, a DC source is required.
Perhaps it will be necessary to try it, I’m not a professional welder (Last summer, last summer, I welded a square potbelly stove with 3 sheets with a lining in the middle of the fire igniter, so from the white smoke, I grew a child of 4 mm in a monolith, now marveling and there Need centimeters per 5 bypass ((
If I don’t find the 430 pipe with naftogon, I’ll have to roll it up from 3 sheets of metal and weld it to the end with a lining, I’ll try the root with a rutile electrode, so as to please the surface. 4th.
Where there are highly heated surfaces (in your case, where it crackled near the smoker), cook with electrodes designed for heating surfaces, for example TsU-5 (the diameter is only 2.5 mm, suitable for heating surfaces up to 400 degrees C), TsL- 39 (an even higher permissible operating temperature), also in my opinion TML-3. All of them have a basic coating, but the difference from SSSI is that they work at high temperatures (which is what you need).
The user said thank you:
absolutely right. I read in your posts that you work with Tsu-5 electrodes. I thought you were dealing with boilers. I also worked for many years in a boiler room and some work was done there on heating surfaces. I myself welded several solid fuel and gas domestic boilers. the outside is all the same, but the inside of the water jacket has its own characteristics. Ideally, the root seam is made with tsu-5, and the overlap is made with uoni. so it will be according to feng shui
No, I rarely deal with boilers (there are repairs to boilers at enterprises), but on occasion I bought a TsU-5 for myself on the market because of the diameter and for such needs. I also became familiar with the properties of these and similar electrodes on the occasion of the acquisition of the TsU-5, because You rarely come across specialized electrodes in the markets (fortunately you can now buy them in online stores), but for now they don’t exist and you don’t even think about their existence
. At work, when repairing boilers, I used what I had (ANO-4 usually), but on pipes, I think it’s not critical because water does not allow the pipe to heat up, but where the welded joint does not have such cooling (as in the case described by a colleague above), these are the kind of specialized electrodes that will work. By the way, I bought the TsU-5 because of the diameter (I didn’t come across a SSNI smaller than 3mm), but when I got acquainted with them in more detail, it turned out that, unlike the SSNI, their low temperature limit is much worse (this is understandable, not for structures they are), but if I’m not mistaken, for such (higher temperature) ones as TML-3, TsL-39, operation at low temperatures is not regulated at all. In general, to each his own, as they say, there are no universal excellent electrodes. Yes, you are right, TsU-5 are used for the root, this is probably one of their main purposes (that’s why their diameter is probably only 2.5 mm), and you can also cover it with TMU-21, they say it’s even more pleasant than SSSI to cook, it’s true that they themselves didn't fall into my hands. In general, where there is contact with water in boilers, you can also cook Ano-4, if where the surface overheats strongly, there, of course, it is better to have TsU-5, TML-3, TsL-39, TMU-21 (TsL-39 is the highest temperature of those listed ).
Features of welding a heating boiler

Today, housing and communal services have a well-developed heating system for buildings and premises, providing a high level of comfort for their users. In addition to centralized heating, there are ample opportunities to equip housing with individual heating systems, which are actively promoted to the market by well-known manufacturers.

Heating schemes for a private house.
Nevertheless, the need for the design and assembly of heating boilers according to individual projects, completely original and non-standard, still remains. This is due to a number of reasons, including the growing price in recent years for many types of fuel used to operate heating boilers. Not least in this number of reasons are the peculiarities of the construction of private houses, their remoteness from centralized heating networks and the geographical proximity (ease of obtaining) of one or another type of fuel.
When starting to equip any room, you should carefully evaluate all possible factors and decide in advance what type of boiler, what configuration, what layout of heating pipes and placement of radiators will be used in this room.
Purpose and types of heating boilers
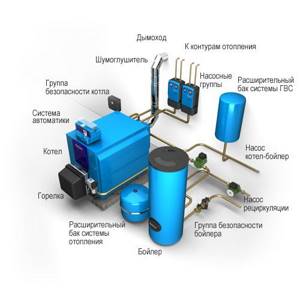
Diagram of a combined heating boiler.
Today there is a wide variety of heat generators, the designs of which use water as the main coolant. Water heating boilers differ in the number of working circuits involved in the heat exchange process and in the type of fuel (heating method).
Depending on the number of circuits, the boiler can be either single-circuit or double-circuit. Single-circuit units circulate heated liquid only in the room heating system. Double-circuit devices not only heat water for heating pipes and radiators, but also provide hot water to the building's plumbing system.
According to the type of fuel used (method of heating water in the system), heating boilers are divided into the following groups:
- Solid fuel boilers. Solid combustion sources are used as fuel - coal, coke, peat, firewood, pellets (combined fuel pellets), less often - wood chips, sawdust, brushwood, sunflower husks, etc.
- Gas boilers. To produce heat, they burn gaseous fuel, most often natural gas - propane-butane or methane.
- Liquid fuel boilers. They operate on liquid fuel, mainly diesel fuel or fuel oil.
- Electric boilers. Devices of this type are designed to heat a coolant liquid by transferring heat from a heating element (heating element) heated by electric current. Electric boilers used in the hot water supply system are also called electric water heaters (electric boilers).
- Combination boilers. These are devices that can burn both solid and gaseous fuels to produce heat for rooms. At the same time, they are equipped with special automation for switching from one type of fuel to another.
Weld quality check
During and after welding of heating boiler structural elements, weld quality control is carried out. The first stage is a visual inspection combined with measurements. At this stage, it is necessary to make sure that there are no cracks, pores, metal deposits, fistulas, undercuts, or unwelded craters at the welding site. Almost all of these defects are unacceptable and therefore should be eliminated.
In addition, a visual inspection is necessary to determine whether there are uneven scales on the seam, or differences in height and width along its entire length. The presence of these violations of welding technology is not a strictly unacceptable defect, however, in such places there may be hidden pores and lack of penetration.
After eliminating the noticed defects (or recording their absence), the tightness of the seams on the water tank and pipes will be checked. To do this, you need to make a thick water-chalk solution, apply it with a brush to the seams of the welded boiler and let the solution dry. Then pour water into the container. If the seams remain dry, the boiler is ready for operation. If streaks and drips appear on the seam, there is a defect in this seam, and it must be eliminated.