Осенний период – время, когда возможно найти беспроигрышные идеи для своего бизнеса. В работу могут пойти любые природные ресурсы, которые есть в неограниченном количестве. Речь идет об опавших листьях. Осенью опадает несколько тонн листьев, которые бесполезно гниют в земле.

Если разумно подойти к безотходному производству, то готовое бесплатное сырье можно найти прямо на улице.
Из переработанных в производстве листьев можно изготовить топливо, которое будет стоить намного дешевле дров или угля, но энергоотдача будет почти такая же. Прессованное топливо – хороший способ начать прибыльное личное дело и сберечь экологию.
Прессы для отжима сока своими руками
Изготовить пресс для сока своими руками вполне можно, главное – найти схемы работы и чертежи таких самоделок, что не составит особого труда. Многие из тех домашних мастеров, которые уже имеют опыт изготовления такого оборудования, с удовольствием делятся фото своих устройств и даже видео, показывающими процесс их изготовления и принцип работы во всех подробностях.

Самодельные прессы для отжима сока
Чаще всего своими руками стремятся изготовить прессы винтового типа. Между тем следует иметь в виду, что сделать для такого устройства мощный винт без привлечения квалифицированного токаря не получится. Можно изготовить самодельный пресс и без сторонних специалистов, если заменить винтовой механизм обычным домкратом (механическим или гидравлическим), который есть в арсенале каждого автолюбителя.
Чертеж пресса на основе автомобильного домкрата
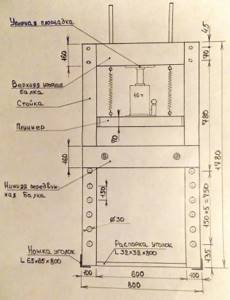
Основным несущим элементом пресса для отжима сока, изготовленного своими руками, является рама
Ее прочности следует уделить особое внимание. Для изготовления такой рамы, в которую будет упираться домкрат и создавать требуемое давление, можно использовать квадратную металлическую трубу сечением 40х40 и толщиной стенки не менее 3 мм
Рассчитывая высоту рамы своего самодельного пресса, следует учитывать суммарную толщину дренажных решеток, подкладок и мешочков с сырьем, а также высоту домкрата. Ширину рамы можно выбрать произвольно – главное, чтобы в создаваемый проем помещался накопительный поддон для сбора отжатого сока.

Домкрат может просто ставится на поршень или жестко закрепляться на верхней перекладине
Создавая конструкцию пресса для яблок или для винограда своими руками, следует уделить особое внимание ее устойчивости. Для эффективного решения такой задачи к нижней части рамы можно приварить три отрезка квадратной трубы, которые будут выполнять функцию ножек и обеспечивать устойчивость агрегата
На верхнюю часть ножек укладывается подставка из досок или древесной плиты, на которой будет размещаться поддон.
Дренажные решетки, в комплекте с которыми будет работать ваш яблочный, виноградный или любой другой пресс, следует делать только из древесины твердых пород (дуба или бука). Толщина дощечек, из которых такие решетки будут изготавливаться, должна составлять не менее 20 мм.
Мешочки, в которые будет помещаться яблочная мезга или другое сырье для отжима сока, можно изготавливать из различных тканей (главное, чтобы такая ткань отличалась высокой прочностью и мешочки, которые из нее сшиты, не разорвало под воздействием высокого давления, создаваемого домкратом). В качестве таких тканей, в частности, можно использовать обычную мешковину, джутовые, хлопковые и льняные ткани, ситец и синтетические материалы.

В качестве каркаса, удерживающего деревянные рейки, вполне подойдет бак от старой стиральной машины
Изготовить пресс для яблок своими руками или отжимное устройство для переработки другого сырья можно по еще более сложной конструктивной схеме, которая предполагает одновременное использование и домкрата, и винтового механизма. Последний в таком прессе используется для фиксации фруктовой или ягодной массы, которая укладывается в перфорированный кожух, изготовленный из нержавеющей стали.
В качестве механизма, создающего требуемое давление, используется домкрат, который устанавливается в нижней части рамной конструкции пресса. Своей верхней лапкой домкрат упирается в нижнюю часть опорной площадки, которая имеет возможность перемещаться по боковым направляющим рамы пресса. Таким образом, при поднятии домкрата поднимается и опорная площадка, двигающаяся в сторону поршня, которым оснащена нижняя часть винта.

Винтовой пресс с домкратом
Таким образом, самостоятельно изготовить эффективный пресс для получения яблочного, виноградного и даже гранатового сока вполне возможно, причем для этого не требуется значительных денежных затрат, специальных знаний, навыков и умения обращаться со сложным оборудованием.
Инструкция по изготовлению и сборке
Порядок операций при изготовлении пресса выглядит так:
- Из швеллеров необходимо сварить основание устройства.
- Из уголка делаем 4 стойки длиной по 1,5 метра. Они привариваются вертикально и с одинаковым шагом.
- Далее из трубы или листа жести необходимо изготовить барабан, в котором будет перемешиваться сырье. Если у вас есть поломанная стиральная машина, барабан, а также подшипники, можно извлечь из нее.
- Барабан нужно прикрепить к стойкам. Если есть возможность, его следует оборудовать электродвигателем. Если мотор является слишком высокооборотистым и понизить скорость вращения барабана до приемлемого значения за счет одной только разницы в диаметрах шкивов не удается, следует применить редуктор.
- Под барабаном необходимо закрепить лоток, по которому подготовленный материал будет подаваться в матрицу.
- В стенках трубы, используемой в качестве заготовки для матрицы, необходимо выполнить несколько отверстий диаметром 3 – 5 мм. Их надо распределить равномерно, чтобы воздух и вода выдавливались по всему объему брикета.
- Снизу к матрице необходимо приварить фланец, к которому будет прикручиваться съемное дно. Это дно вырезается из стального листа в виде диска с проушинами.
- Матрица приваривается или прикручивается к основанию под загрузочным лотком.
- Из стального листа вырезаем круглый пуансон. Это просто диск, диаметр которого позволяет ему свободно входить в матрицу.
Шток изготавливается из трубы: достаточно диаметра 30 мм. Одной стороной он приваривается к пуансону, а другой — крепится к гидравлической установке.
Под матрицей фиксируем приемный лоток
Важно установить в таком положении, чтобы он не мешал снимать и устанавливать на место съемное дно матрицы.. Чтобы сократить время, затрачиваемое на извлечение готового брикета из матрицы, и сделать тем самым станок более производительным, к днищу матрицы можно приварить пружину с диском такого же диаметра, что и пуансон.
Чтобы сократить время, затрачиваемое на извлечение готового брикета из матрицы, и сделать тем самым станок более производительным, к днищу матрицы можно приварить пружину с диском такого же диаметра, что и пуансон.
После отключения гидравлической установки и извлечения пуансона изделие будет выталкиваться пружиной автоматически.
Что собой представляют топливные пеллеты
Внешне такое топливо, как пеллеты, представляет собой гранулы цилиндрической формы, диаметр которых в зависимости от использованного для их производства оборудования может составлять 5–10 мм, а длина находится в диапазоне 10–60 мм. Сырьем, из которого производится данное топливо, являются отходы производства предприятий, занятых в следующих сферах деятельности:
- деревообработка и производство из древесины изделий различного назначения (опилки и стружка, образующиеся в результате деятельности предприятий, которые работают в данных сферах, используются в качестве сырья для производства пеллет древесного типа);
- выращивание и переработка сельскохозяйственной продукции (в данном случае изготавливают пеллеты из соломы, сена, пшеничной, рисовой или гречишной шелухи, подсолнечной лузги);
- переработка угля и торфа, мелкие фракции которых также используются для производства топливных брикетов.

Цвет топливных гранул зависит от исходного сырья и технологии его подготовки
В большинстве случаев производством топливных гранул занимаются те предприятия, в результате основной деятельности которых образуется большое количество подходящих для изготовления такого топлива отходов. Таким образом, подобные предприятия не только решают проблему утилизации отходов своего производства, но и получают с этого дополнительную прибыль.
В плане экономичности использования более предпочтительным видом топлива все же является уголь, но топливные гранулы по сравнению с ним обладают одним значимым преимуществом: их использование позволяет максимально автоматизировать процесс подачи топлива в котел. Кроме того, как уже говорилось выше, древесные гранулы и пеллеты из соломы отличаются невысокой зольностью: ее значение в 20 раз ниже, чем аналогичный параметр традиционных видов твердого топлива.
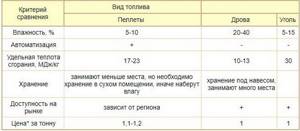
Сравнение различных видов твердого топлива
Топливо для биокамина своими руками
Биокамин представляет собой емкость для биотоплива и декоративный корпус. Основой для отопительного материала является спирт, основой которого являются природные компоненты с добавлением денатурата или очищенного бензина. Этанол извлекают из корнеплодов и культур, содержащих крахмал. Для этих целей используют кукурузу, свеклу, тростник, картофель, батат, ячмень.
Часто используют рисовую и пшеничную солому, остатки от сахарного тростника и древесного производства.
В промышленных условиях применяют разные способы для производства сырья. Используют гидролиз или брожение. Второй вариант более популярный и широко используется во всем мире.
Этапы производства биотоплива:
- Очистка и подготовка сырья;
- Загрузка продуктов в специальный бункер и добавление дрожжей;
- Очистка полученной жидкости от посторонних масел.
Различают несколько значимых плюсов этанола. Среди них выделяют безопасность продукта, так как во время горения не выделяются никакие токсины. В воздух попадает только пар и углекислый газ. При эксплуатации биокамина необходимо обеспечить в комнате приток свежего воздуха.
Особенности открытых и закрытых штампов
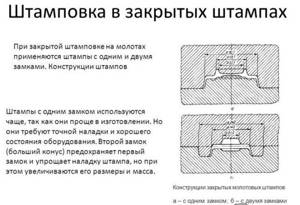
Штамповка закрытым способом
Штамповочное оборудование может быть оснащено открытыми или закрытыми штампами. В открытом штампе избыточный металл вытекает в заусенец или облой, который выполняет определённую функцию. Основными недостатками этой технологии являются: потеря сплава на облой, снижения качества изделия из-за перерезанных волокон при удалении заусенцев.
Закрытые штампы используются для изготовления изделий простой формы. Эта безоблойная технология отличается экономией металла, отсутствием затрат на обрезку заусенцев, высоким качеством продукции из-за всестороннего сжатия. Волокна металла не подвергаются перерезанию. Метод обработки в закрытом штампе применяется для малопластичных сплавов. Основными недостатками считаются: необходимость точной дозировки сплава, сложная конструкция штампа.
В современном производстве штамповка является преимущественно подготовительной операцией, которая позволяет изготавливать детали как для электроники, так и для воздушных или водных судов. Полученная продукция в дальнейшем подвергается сварке, резке, клёпке и другим методам обработки в зависимости от технологического процесса.
Видео по теме: Листовая штамповка
Подборка вопросов
- Михаил, Липецк — Какие диски для резки металла использовать?
- Иван, Москва — Какой ГОСТ металлопроката листовой стали?
- Максим, Тверь — Какие стеллажи для хранения металлопроката лучше?
- Владимир, Новосибирск — Что значит ультразвуковая обработка металлов без применения абразивных веществ?
- Валерий, Москва — Как выковать нож из подшипника своими руками?
- Станислав, Воронеж — Какое оборудование используют для производства воздуховодов из оцинкованной стали?
Механизмы для обработки металла
Гидравлический пресс способен развивать значительное усилие до 2 тыс. тонн. Он применяется для операций гибки или объёмной штамповки толстостенных изделий. Действие механизма основано на перемещении поршней двух сообщающихся гидроцилиндров, которые имеют разный диаметр. Именно разница диаметров определяет величину усилия, которое может развивать пресс для штамповки металла.
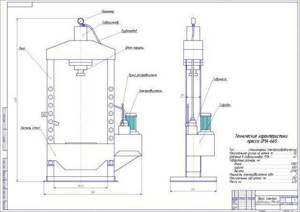
Чертёж гидравлического пресса
Радиально-ковочный станок предназначен для выполнения формоизменяющих операций в целях получения цилиндрических изделий. В конструкцию механизма входит индукционная печь для предварительного нагрева детали. В процессе обработки обеспечивается вращение заготовки от электродвигателя при прохождении через зону ковки.
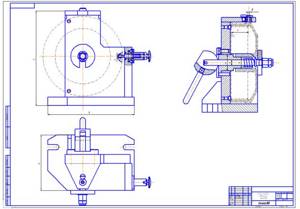
Чертёж радиально-ковочного станка
Электромагнитные прессы – новое высокопроизводительное экономичное оборудование для штамповки. Принцип действия основан на движении электромагнитного сердечника, который направляет исполнительный механизм станка к металлической детали.
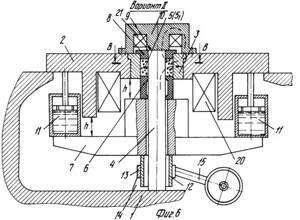
Чертёж электромагнитного пресса
Изготовление топливных брикетов в домашних условиях
Топливные брикеты, которые в последнее время завоевывают все большую популярность в качестве топлива для обогрева жилых и производственных помещений, можно изготавливать и своими руками. Естественно, что делать оборудование для производства пеллет целесообразно в том случае, если имеется доступ к достаточному количеству недорого сырья.
В качестве самодельных устройств, предназначенных для производства топливных пеллет, может использоваться оборудование прессового или экструзионного типа. Изготовить такое устройство можно как на основе готового силового механизма, так и с нуля. В первом случае в качестве основного рабочего органа используют гидравлический домкрат или небольшой пресс, также оснащенный гидравлическим приводным механизмом. При изготовлении оборудования для производства пеллет с нуля в качестве силового органа может быть использован рычажный или винтовой механизм, который и будет обеспечивать требуемое давление.
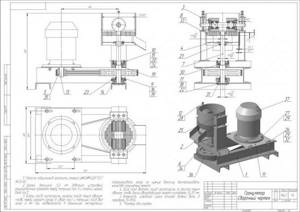
За основу самодельного станка для изготовления пеллет можно взять конструкцию заводского гранулятора. Нажмите на чертеж для увеличения
Вне зависимости от конструктивной схемы самодельного оборудования для производства пеллет при изготовлении такого устройства необходимо решить следующие технические задачи:
- изготовить опорную площадку пресса и установить на нее вертикальные стойки, на которых будут фиксироваться все элементы конструкции;
- используя соответствующего диаметра, изготовить матрицу станка, в полости которой и будет происходить прессование предварительно подготовленной смеси;
- сделать пуансон, который будет оказывать давление на смесь при формировании пеллет;
- оснастить пуансон штоком и соединить его с силовым гидравлическим механизмом;
- используя трубу большого диаметра или листовую жесть, изготовить барабан, в котором будет осуществляться смешивание всех компонентов смеси;
- из листового металла сделать желоба для загрузки сырья и выгрузки готовой продукции.

Сборка самодельного пеллетейзера
Все элементы самодельного пеллетного пресса фиксируются на его основании и вертикальных стойках. При этом необходимо обеспечить их правильное пространственное положение относительно друг друга.
Технология изготовления
Не нужно забывать, что производство сложный и затратный по времени процесс, поэтому к нему нужно отнестись с особым вниманием.
Последовательность производства:
- Измельчение и дробление сырья для нужного размера.
- Сушение и подготовка листьев к производству.
- Прессование сырья в брикеты. Перед началом прессования, измельчённые сушёные листья смешивают с глиной в соотношение 1 кг глины:10 кг листьев. Смесь разбавляют с водой (температура 30 градусов) до получения однородной не жидкой массы. Далее получившуюся смесь заливают в прессовальный станок. В ходе прессования на заводском оборудовании удаляется лишняя влага. Брикеты приобретают форму.
- Охлаждение и сушка получившейся продукции. Обязательный момент. Во время сушки из брикетов удаляется лишняя влага, благодаря чему продукция становится цельной.
В ходе производства важно следить за влажностью продукции. После изготовления топливных брикетов она не должна быть ниже 8% и превышать 14%.
Просушивать продукцию можно в специализированных сушилках или на открытом воздухе. Главное условие сушки на улице: продукция должна быть герметично закрыта от попадания влаги и прочих инородных тел.
Хранилище для товара должно отвечать следующим требованиям: в помещение должна быть вентиляция (или окна) и высокие потолки. Брикеты хранятся в вакуумных упаковках до 25-35 кг каждый.
Разновидности штамповочных технологий
Штамповочный процесс обработки заготовок может осуществляться горячим или холодным методом. Эти технологические разновидности предполагают использование специального оборудования и применение определённых условий обработки металла.
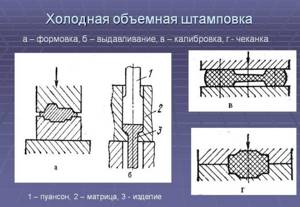
Холодная штамповка является одним из разновидностей штампования
Методом горячей штамповки обрабатываются заготовки, предварительно нагретые в специальных устройствах до заданной температуры. Горячая штамповка необходима, когда для обработки холодного сплава не хватает мощности оборудования. Нагревательными устройствами могут служить электрические или плазменные печи. Такой метод требует точного расчёта параметров готовой детали с учётом усадки металла в процессе остывания.
При холодной штамповке детали формируются за счёт механического давления элементов штамповочного пресса. Холодный вариант штамповки считается более распространённым методом обработки металла. Он не требует дополнительного оборудования, сложных расчётов и механической доработки деталей. Благодаря этому методу увеличиваются прочностные показатели материала. Полученные изделия отличаются высоким качеством поверхности и точностью.
Изготовление топливных брикетов

топливные брикеты из листьев
Для получения сырья в больших количествах полезно будет договориться с руководителями парков и лесхозов. Ведь они часто заинтересованы в сборе и вывозе листьев с их территорий. При создании необычных дров листья необходимо высушить и максимально спрессовать. На одно полено уходит большой мешок собранных листьев. Авторы идеи из Британии используют воск в поленьях как связующий элемент и дополнительный горючий материал.
Поленья из опавших листьев обладают несколькими преимуществами по сравнению с обычными дровами или брикетами из прессованных опилок:
- Теплота сгорания поленьев из листьев сопоставима с высококачественным углем и существенно выше тепловой энергии, выделяемой при сгорании дровяного топлива.
- Вес дров из лиственной биомассы вдвое, а объем в 10 раз меньше традиционных дров с учетом эффективности горения. Лиственное полено горит почти в 3 раза дольше, чем деревянное такого же веса.
- Компактность и небольшой вес прессованных поленьев позволяют легко их транспортировать.
- Такие брикеты не требуют растопки, они быстро и легко загораются.
- В середине процесса горения экополенья выделяют значительно меньше дыма и вредных продуктов горения.
Отдельное внимание заслуживает экологический аспект бизнеса. Ведь заготовка традиционных дров приводит к вырубке лесов
Что касается листьев, оставленных перегнивать на зиму – они выделяют в атмосферу в процессе гниения метан, обладающий выраженным парниковым эффектом. Сжигание листьев тоже не самый лучший выход, ведь при этом выделяется значительно больше вредных продуктов горения, чем при сгорании прессованных поленьев. К тому же огромные костры из опавшей листвы несут гибель растениям и насекомым, находящимся в грунте. Так что продажа прошлогодних листьев может принести предпринимателю не только выгоду, но и возможность внести свой вклад в улучшение экологии.
Разновидности технологических операций
Технологические операции с металлическим листом бывают разделительные и формоизменяющие.
Разделительные штамповочные операции выполняются на оборудовании, которое оснащено специальным инструментом. В результате от заготовки отделяется определённая часть по прямой линии или заданному контуру. Отделение части листа происходит в следующих процессах:
- Отрезка. Для выполнения этого действия оборудование оснащено дисковыми, вибрационными устройствами или гильотинными ножницами.
- Обрезка. Эта операция отделяет крайние части полученного изделия.
- Пробивка. В металлическом листе с помощью штампа создаются отверстия различной конфигурации.
- Вырубка. Из заготовки получают фигурную деталь с замкнутым контуром.
Формоизменяющие операции предназначены для создания изделия с иными параметрами и размерами без механического разрушения. Различают следующие виды этих операций:
- Отбортовка. Контур заготовки или внутренние отверстия подвергаются воздействию штампа для формирования бортов определённых размеров.
- Вытяжка. Эта операция является разновидностью объёмной штамповки, при которой из плоского материала получают пространственный элемент.
- Обжим. Для сужения торцов полой заготовки применяется штамп с матрицей конического типа, имеющей сужающую рабочую область.
- Гибка. В результате операции изменяется кривизна поверхности путём гибки металла и деформирования заготовки.
- Формовка – это изменение формы отдельных участков за счёт уменьшения толщины детали без нарушения внешнего контура изделия.
- Пуклёвка. Соединение штампом двух пластинок без использования дополнительных элементов.
Прессовка топливных чурок в домашних условиях
Экструзия больше востребована в промышленных масштабах. А для домашнего пользования умельцы конструируют другую установку. Использовать самодельный пресс в фабричных масштабах не выйдет. В домашних условиях нерентабельно получать высокое давление, поэтому для уплотнения компонентов дополнительно применяют воду и связующие материалы:
- глину;
- обойный или любой дешевый вид клея;
- бумагу;
- гофрированный картон.
Чтобы сделать брикеты, достаточно иметь пресс самого простого типа. Сушильное оборудование необязательно. Умельцы придумали такой способ:

- Опилки или иное подходящее сырье замачивают в воде.
- Влажную массу смешивают с глиной в соотношении 10:1. Альтернатива — перемешать ее с влажным картоном, бумагой или обойным клеем в той же пропорции.
- Смесь помещают в заранее заготовленную форму нужного размера и сжимают ручным прессом.
- Кирпичик извлекают из формы и оставляют сушиться на улице естественным путем.
(голосов пока нет)










