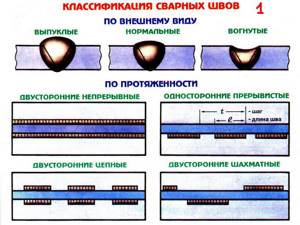
Образование ежиков
Грат, или еж, это полое образование внутри шва или под слоем брызг. Образование ежиков при сварке трубы относится к сварочным дефектам, которые действуют разрушающе. Просветка рентгеновскими лучами определяет внутренние дефекты, неразрушающий метод контроля. Чаще всего грат образуется при сварке алюминия. Его следует варить переменным током, отрывистым методом, чтобы не было перегрева.
Чтобы избежать образования ежиков, следует следить за образующимися в ванной газами, они должны успеть выйти наружу. Если происходит остановка, следует вернуться на 20 – 30 мм, очистить поверхность от шлака и продолжить, начиная идти по шву.
Сократить количество аграта можно тщательной очисткой кромок, особенно на алюминии. Тогда ржавчина и грязь не будут плавиться в ванне, и загрязнять шов.
Чтобы убрать цвета побежалости без снятия слоя абразивным кругом, можно использовать химический метод. На поверхность трубы наносится травильная паста Inox Gel или Stain Clean. Составы очень ядовитые, следует одевать респиратор и перчатки, наносить кистью.
Описание процедуры сварки труб
После достижения постоянного горения дуги возможно приступать конкретно к сварке. На протяжении сваривания перемещают дугу следующим образом:
- поступательно на протяжении сварного шва, благодаря чему дуга будет стабильной;
- продольно для узкого шва с высотой, зависящей от скорости перемещения электрода на протяжении поверхности;
- поперечно, дабы обеспечить требуемую толщину шва, двигая стержень колебательными перемещениями.
Трубы с малым толщиной и диаметром стены свариваются постоянным швом, тогда как трубы с толстыми стенками – прерывистым. Сварка стыков должны производиться до полного сваривания стыка без перерывов. При сварке стыков с толщиной стенок до 6 мм делают два сварных слоя, при толщине до 7 мм – в три слоя, а при более толстых стенках — в четыре.
Первые слои в большинстве случаев навариваются ступенчато, начиная от кромок труб с расплавлением, а последующие равномерно сплошным слоем. Ступенчатый вариант используется при толщине труб более 8 мм: базовый слой накладывается методом разделения поверхности труб на определенные территории с маленькой площадью и сваривания через одну площадку, а позже довариваются пропущенные. По окончании проварки первого слоя его осматривают на наличие трещин, поскольку от этого зависит уровень качества всего шва. В случае если таковые имеется, то их выплавляют и сваривают заново.
Последующие слои свариваются методом проворачивания трубы либо равномерного перемещения электрода на протяжении поверхности шва, причем начальную точку сварки смещают довольно конечной примерно на 20?30 мм по отношению к прошлому слою и меняют направление перемещения электрода на противоположное. Последний шов выполняется с плавным переходом и ровной поверхностью к размеру диаметра труб. В случае если свариваются трубы с квадратным сечением, то их концы нужно жестко закрепить, дабы металл не повело, и труба не деформировалась. По окончании окончания сварных работ поверхности очищаются от шлака.
Сварка труб электросваркой процесс несложной, но важный, требующий соблюдения и внимательности последовательности делаемых действий.
Электросварка своими руками
В быту чаще всего применяется дуговая электродная сварка, так как она является наиболее простым и доступным методом и применяется при любом расположении труб. Источником энергии здесь выступает электрическая дуга, а носителем – электрод. Бытовые аппараты, применяемые для электросварки, характеризуется невысокой мощностью, не громоздки и работают от однофазной проводки.
- Сварочный трансформатор – преобразует переменный ток сети в постоянный ток сварки. Прост в обращении, но не в достаточной степени стабилизирует дугу.
- Выпрямитель – отличается более высокой стабильностью дуги.
- Инвертор – преобразует переменный ток в постоянный через инверторный модуль, отличается стабильностью дуги и малым весом.

Электросварка осуществляется с помощью плавящихся и неплавящихся электродов. Первые участвуют в процессе, поставляя частицы для образования шва. Новичкам рекомендуют использовать твердые электроды с плавящимся покрытием.
Диаметр электрода, как и тип используемого аппарата, и собственно метод сварки зависит от характеристик изделия: состава материала, толщины стенки, диаметра и так далее. При работе с трубами отопления или водопроводными, если речь не идет о магистральных конструкциях, чаще всего используются электроды диаметром в 3 мм – для электросварки изделий с толщиной стенок до 5 мм. Если параметр больше, или требуется формировать многослойный шов, то диаметр электрода должен быть 4–5 мм.

Как варить трубы: технология
Перед сваркой водопроводные трубы очищаются – особенно внутренняя поверхность, если кромка неровная, то концы выпрямляются или обрезаются. Затем края и с внутренней, и с внешней стороны зачищаются до металлического блеска. Ширина участка – не менее 1 см.

При большом диаметре или толщине стенки рекомендуется произвести предварительный прогрев – зона составляет не менее 0,75 см. Таким образом предупреждается появление закалочных структур.
- Электрод вставляется в держатель аппарата, активируется подача тока – для этого нужно чиркнуть стержнем по металлу. Сила тока определяется толщиной стенки изделия.
- После появления дуги электрод удерживается в месте стыка на расстоянии не менее 3 и не более 5 мм. Наиболее удобным полагают угол наклона электрода к плоскости участка в 70 градусов, как это показано на фото.
- Шов накладывается не ровным движением, а колебательным, имитируя распределение металла через стык на оба края. Траектория разная – серповидная, зигзагообразная, но в итоге на стыке образуется плотный неширокий валик.
- После остывания с него молоточком сбивается шлак. Если толщина стенок большая, накладывается второй и даже третий шов с обязательным удалением шлака перед каждым следующим этапом.
- При толщине более 8 мм, следует варить первый шов ступенчато: окружность разбивается на участки, фрагменты свариваются сначала через один, а на втором этапе – оставшиеся. Затем сверху накладывают сплошной шов.
Читать также: Как называется правильный шестиугольник

Сварочные работы относятся к опасным: брызги горячего металла, высокая температура дуги, ее яркость представляют нешуточную опасность. Поэтому варить водопроводные трубы или для отопления следует с соблюдением техники безопасности: обязательно использование защитного щитка или маски, брезентовых рукавиц, костюма или халата из плотной ткани – лучше всего брезент. Во время электросварки необходимо, чтобы неподалеку находилось ведро с водой и плед или кусок брезента.
Следующим этапом является подготовка и настройка самого оборудования. Для этого закрепляют зажим заземления, и проверяют изоляцию кабеля на предмет пробоев и прочих дефектов. Вставляют электрод в держатель, регулируют его положение под оптимальным углом, выставляют значение рабочего напряжения, таким образом, чтобы его мощности было достаточно для зажигания дуги.
Важным обстоятельством является последовательность включения сварочного аппарата – сначала настройка тока, подсоединение заземления, замена рабочих элементов и прочие манипуляции и только в последнюю очередь включение питания. При выключении все операции выполняются в обратном порядке.
Процесс сварки трубы отопления
Прежде чем сваривать трубы отопления электросваркой их нужно прихватить между собой в нескольких местах, чтобы зафиксировать в нужном положении. Если диаметр не превышает 30 см достаточно четырех точек длиной по 5 см, расположенных крестообразно. Трубы большего размера прихватываются с интервалом 25 — 30 см по окружности. Прихватка выполняется теми же электродами, которыми будет свариваться стык.
На стык накладывается непрерывный шов, продвигая электрод вдоль стыка до полного соединения заготовок. Для глубокого прогрева металла его наклоняют под углом 30 — 60˚ назад, заставляя сварочную ванну двигаться за ним. Для поверхностного прогрева положение меняется на противоположное.
Если толщина стенок не превышает 6 мм, накладываются два шва, один поверх другого. Металл до 12 мм сваривается тремя слоями. При стыковке толстостенных труб отопления накладываются четыре и более шва. Перед наложением следующего слоя нужно дождаться остывания предыдущего и удалить с него шлак.
При сварке поворотного стыка, когда меняется направление трубопровода полезно пользоваться специальным вращателем. С его помощью заготовки закрепляются в нужном положении, обеспечивая свободный доступ к стыку со всех сторон. Если такого приспособления нет, на доступную часть окружности накладывают два шва. Затем трубу поворачивают вручную и поэтапно сваривают остальные участки. Сварку неповоротного стыка начинают снизу, продвигая электрод вверх.
Особенности газосварочной технологии
Скрепление труб отопления газосваркой выполняется по следующему принципу: торцевые части двух элементов совмещаются, а затем постепенно разогреваются в племени газокислородной смеси до высоких температур.

Замену радиаторов лучше всего проводить в теплое время года, так как в сезон холодов придется отключать общедомовое отопление как минимум на несколько часов, что вряд ли обрадует соседей
Для особой прочности шва используется присадочный материал в виде проволоки или прутка. Когда раскаленный металл остывает, образуется монолитное соединение.
Преимущества и недостатки соединения труб сваркой
Одна из основных причин популярности газосварочного метода – специфика работы наших отопительных систем. При циркуляции теплоносителя все элементы конструкции постоянно находятся под давлением, деформирующим места соединения.
Поэтому прочный сварочный шов надежно защищает от прорывов и помогает предотвратить аварию во время коротких скачков давления и даже гидроударов, которыми нередко сопровождается запуск и отключение централизованного отопления.
Плюсы газосварочного метода:
- Долговечность и надежность соединения (считается, что прочность швов после газосварки даже превышает прочность самих радиаторов!).
- Возможность применения деталей любой формы и размеров. Единственное требование – чтобы элементы были из металла толщиной не больше 3,5 мм (в случае превышения экономичней использовать электродуговую сварку).
- Эстетический момент – трубы и батареи, приваренные газосваркой, становятся цельным монолитом, который легко перекрасить в подходящий к интерьеру цвет.
- Можно проводить работы и без подключения к электросети (особенно актуально для новостроя).
- Многие металлы, из которых изготавливают трубы, например, медь, чугун, латунь и свинец, образуют самое крепкое соединение именно при помощи газосварки.
К главному же недостатку этого способа монтажа можно отнести большую площадь нагрева. В результате легко повредить мебель и легковоспламеняющиеся материалы отделки, например, паркет, обои, стеновые панели из пластика, ЛДСП или МДФ.
Чтобы избежать разрушений, термически неустойчивые элементы рекомендуется вынести из рабочей зоны, а немобильные – закрыть асбестовым полотном или другим защитным материалом.

Если замена батарей газосваркой проводится уже после окончания чистовых отделочных работ, обязательно используйте изолирующие прокладки между стеной и трубами
Кроме того, при газовой сварке в воздух поступают вещества, которые вредны для здоровья – работать без средств спецзащиты категорически запрещается. Именно поэтому все, кто желает освоить газосварочный аппарат на практике, должны изучить правила техники безопасности и получить допуск на работу.
Ограничения по работе с газосварочным аппаратом
Монтаж отопительной системы с помощью газосварки разрешено проводить только профессиональным сварщикам, которые помимо специального образования имеют допуск на проведение работ от пожарной службы.
Учтите, что документ выдается только на определенный период, поэтому при найме мастера стоит не просто глянуть на «корочку», а и изучить срок ее действия.
Из других обязательных требований, предъявляемых к сварщикам: исправность газового аппарата и обязательная защитная экипировка – очки, рабочие перчатки, щиток.
Желательно, чтобы мастер использовал присадочную проволоку для швов и современное оборудование, работающее на смеси кислорода с ацетиленом. Другие горючие газы, например, метан или пропан, допустимы при условии, если температура их горения будет в два раза превышать температуру плавления присадочного прутка.

Удостоверение такого образца подтверждает, что специалист имеет соответствующую квалификацию и прошел обучение технике безопасности. Обязательным условием подлинности является печать
Если вы не профессиональный газосварщик, для проведения работ можно обратиться в местные теплосети или управляющую домом организацию. Для этого собственник квартиры составляет заявление о необходимости замены батарей и согласовывает дату для перекрытия движения теплоносителя в общедомовой магистрали.
После сварки и монтажа радиаторов приглашенный мастер должен произвести испытание опрессовкой и удостовериться в исправности системы. Самостоятельно прекращать и запускать отопление в многоквартирных домах категорически запрещено.
Технология сварки пластиковых труб отопления
Процесс сваривания полипропиленовых труб требует значительно меньшего профессионализма по сравнению с металлическими. Соединяются они методом диффузионной сварки. Суть её заключается в следующем: отдельные элементы системы нагреваются при помощи специального аппарата (паяльника) до температуры, позволяющей выполнить их состыковку. При этом важно учитывать, что все используемые детали должны обладать одинаковыми характеристиками. При использовании полипропилена вполне может быть выполнена сварка труб отопления своими руками.
При сварке полипропиленовых труб нельзя забывать о следующих нюансах, которые могут негативно отразиться на качестве работы:
- нагрев труб паяльником занимает примерно 5 секунд;
- плавление полипропилена начинается при температуре около 270 градусов. Выставить необходимое значение можно посредством специального регулятора, которым оснащается каждый аппарат;
- параметры процесса иногда подвергаются некоторым изменениям в зависимости от температуры воздуха в месте производства работ. Например, в холодное время года необходимо либо установить более высокую температуру плавления труб, либо увеличить время нагрева;
- время нагрева необходимо увеличивать пропорционально увеличению диаметра соединяемых труб;
- стыковка нагретых деталей производится в течение 30 с. Если трубы имеют большой диаметр, это время может быть увеличено.

Насадки, которыми оснащён паяльник, одновременно разогревают внешнюю и внутреннюю поверхности соединяемых деталей (муфты и трубы). В процессе нагрева на концах деталей образуются отбортовки. Нагретые детали снимают с насадок, после чего немедленно стыкуют их между собой, равномерно нажимая с двух сторон. После того, как элементы будут соединены, важно обеспечить их неподвижность, поскольку любое смещение может привести к нарушению соединяющего шва.
Для обеспечения надёжного сцепления соединённые детали необходимо выдерживать вместе 30 секунд (или более, если трубы имеют большой диаметр). Образовавшийся в месте соединения бортик по всему кругу должен быть равномерным.
При недостаточном нагреве соединение не будет качественным. Однако перегревать трубы тоже нельзя: это может привести к сужению рабочего просвета. Коричневый цвет при нагреве свидетельствует о том, что полипропилен начинает гореть.

Ещё более проста процедура монтажа отопительных систем при помощи электрофитингов. Её может выполнить даже человек, не имеющий детального представления о том, как делается сварка труб отопления. Два отрезка трубы с разных сторон вставляют в муфту, после чего на неё подают напряжение от сварочного аппарата. Материал оплавляется, в результате получается очень надёжный шов.
Специфика пайки труб из полипропилена
ППР изготавливают из полимерного материала. Он термопластичен, легко поддается плавлению при температуре от 149°С, при остывании сохраняет свои свойства. Благодаря этому при нагревании полипропиленовые трубы легко стыкуются, образуя монолитные узлы единого комплекса систем коммуникаций. Они широко используются в строительстве канализаций, систем водоотведения, также подходят для отопления и водоснабжения.
Общее описание технологии
Пайка полипропиленовых труб основана на принципе одновременного плавления с помощью сварочного аппарата, верхней части трубы и внутренней части муфты. После снятия прогретых деталей с нагревателя паяльной машины они стыкуются друг с другом путем сжатия.
В месте слияния прогретых поверхностей состыкованных деталей происходит взаимопроникающая связь расплавленных масс, образующих при остывании единый монолитный узел. Данный метод получил название муфтовое соединение.
Способ сварки ППР одного диаметра называется прямым (стыковым). Он основан на том же принципе плавления краев труб с последующей их стыковкой и фиксацией в неподвижном положении до полного остывания. Качество прямой сварки зависит от точной центровки осей стыкуемых ППР.
Процесс пайки полипропиленовых труб своими руками.
Паяльные машины для сварки труб
Существует множество разновидностей паяльных машин для сварки ППР. Их техническое исполнение и размеры зависят от диаметров ППР, с которыми они взаимодействуют, и наличия вспомогательного оборудования.
Паяльные машины делятся на:
- станочные (с направляющими для центровки оси);
- раструбные («Утюг»);
- стыковые.
Для проведения сварочно-монтажных работ при строительстве трубопровода из ППР также понадобятся:
- труборез или ножницы для полипропиленовых труб;
- слесарный уголок;
- карандаш или маркер;
- рулетка;
- швейер;
- торцеватель;
- средство для очищения поверхности на спиртовой основе (исключить ацетон, растворители и средства, оставляющие жирный, маслянистый след);
- рабочие перчатки.
Полная комплектация для сварки полипропиленовых труб.
Процедура сварки полипропилена
Выполняя сварку ППР, необходимо соблюдать длительность нагревания деталей. Не следует сильно прогревать стенку детали, но и недогрев также плохо отражается на качестве соединений. В таблице отражено количество времени, достаточного для прогрева деталей. Рекомендуемая температура пайки составляет 260°С.
| Диаметр сечения трубы, мм | Глубина сварки, мм | Длительность нагрева, сек | Фиксация, сек | Период охлаждение, мин |
| 20 | 13 | 7 | 8 | 2 |
| 25 | 15 | 10 | 10 | 3 |
| 32 | 18 | 12 | 12 | 4 |
| 40 | 21 | 18 | 20 | 5 |
| 50 | 27 | 24 | 27 | 6 |
Для пайки труб необходимо:
- Установить насадки на нагреватель паяльной машины.
- Установить паяльную машину в удобном для работы месте, зафиксировать ее с помощью крепежей (если имеются), установить регулятор температуры на требуемый уровень и подать электропитание.
- Подготовить детали к сварке.
- Обработать поверхности участков свариваемых деталей чистящим, обезжиривающим средством.
- Отмерить от края трубы глубину сварки и отметить карандашом. После надеть детали на насадки нагревателя и держать указанное в таблице время.
При прогреве не допускать вращения детали вокруг своей оси, вращение ухудшает герметичность связи спаянных деталей. Прогретые детали необходимо снять с нагревателя и сразу состыковать, вставив одну в другую.
При заглублении (вводе) трубы в муфту (фитинг) нельзя поворачивать ее по оси и пересекать отмеченный карандашом уровень глубины сварки. Следует зафиксировать достигнутое положение деталей и не двигать их в течение необходимого для обратной полимеризации времени.
Для достижения нужного положения при стыковке трубы с угловым отводом следует заранее отметить обе детали, прочертив направляющую карандашом в месте их соединения. Это позволит избежать вращения отвода и без корректировки достичь необходимого угла относительно оси трубы.
Общие рекомендации по сварке
При выполнении сварки полиэтиленовых труб путем оплавления очень важно соблюдать инструкцию. Отход от технологии может привести к перегреву материала и появлению внутреннего наплыва
Это будет нарушать движение жидкостей по трубам.
Также шов может получиться кривым, неоднородным. В любом случае, подобная конструкция будет считаться бракованной и неподходящей для эксплуатации.
Есть ряд рекомендаций, которых нужно придерживаться, чтобы добиться желаемого результата
Важно, чтобы стенки во время стыковки не сдвигались больше, чем на 10% их толщины. При остывании материала соединенные детали должны быть надежно зафиксированы
Время, затраченное на удаление нагревательной пластины и стыковку двух концов изделия, должно быть минимальным.
Сварку безнапорных канализационных труб из полимера стыковым методом проводить не рекомендуется. В месте соединения образуется валик, на котором могут скапливаться твердые частицы, приводя к засорению магистрали.

Сварка труб из полиэтилена встык – непростая задача. Только следуя инструкции и придерживаясь рекомендаций опытных мастеров можно будет без лишних проблем и максимально быстро создать необходимую надежную конструкцию
Решив прокладывать трубопровод и проводить сварку стыковым методом, рекомендуется сначала ознакомиться с положениями соответствующих ГОСТов. Эти документы содержат правила, требования к качеству работ, продукту.
При монтаже водопроводных и газопроводных магистралей стоит ориентироваться на ГОСТ Р 55276. В нем описана технология стыковой сварки полиэтиленового трубопровода.
В отношении оборудования для соединения изделий подобным методом применяется ГОСТ Р ИСО 12176-1.
Особенности процесса сварки и небольшая инструкция
Первым шагом при соединении двух труб является их фиксация. Они должны крепиться так, чтобы при сварке не расходиться в разные стороны или не продавливаться электродом.
Сварочный шов требуется делать цельным и непрерывным. Для этого во время работ нельзя отрывать электрод от поверхности материала. Но для труб с большим диаметром такое правило неприменимо, поэтому для соединения таких изделий применяется многослойная сварка, при которой число слоёв должно быть рассчитанным исходя из толщины стенок.
Чаще всего для труб с толщиной в 6 мм используется 2 слоя, для изделий со стенками от 6 до 12 делаются 3 слоя, а для большей толщины навариваются от 4 и более слоёв. Каждый последующий шов требуется делать только после того, как будет проверен предыдущий. Следует дождаться полного остывания соединения, а после этого проверить его на наличие дефектов.
Пример многослойного сварочного шваИсточник yandex.net
Если толщина стенок трубы более 4 мм, то можно сделать коренной шов. Его особенность в том, что при сварке область между поверхностями полностью заполняется, не оставляя большого навара сверху шва. Аналогом считается валковое соединение, при котором над поверхностью трубы остаётся 3 мм валик.
Так как заварить трубу с водой электросваркой практически невозможно, то следует вначале перекрыть воду и слить её из системы. После этого можно приступать к процессу соединения. После завершения работ рекомендуется провести тестовый запуск для проверки на герметичность шва.
В этом видео показано, как правильно варить трубу электросваркой
Сварка стали (электрическая, газовая)
Сварка труб отопления из стали предпочтительней резьбового соединения. Этот метод основан на нагревании кромок соединения до температуры плавления. При этом образуется плавильная ванна с расплавленным металлом, в которую подается припой в необходимом количестве. Постепенно продвигаясь, расплавленный металл заполняет швы. После остывания получается монолитное соединение.
Методов сварки стальных труб отопления достаточно много. Мы будем рассматривать только те, которые могут быть применены при монтаже отопления в домах и квартирах. Главный критерий – это мобильность. Ест два основных подхода.
Электрическая дуговая сварка
Электрод ручной дуговой сварки
Суть сварки труб отопления электросваркой заключается в том, что на электрод подается напряжение (обычно плюс, но не обязательно), а к контуру подводится минус. Движение электронов направлено от плюса к минусу. Когда от электрода для сварки труб отопления до рабочей поверхности остается совсем немного (расстояние приблизительно равно его диаметру) возникает электрическая дуга. Она настолько мощная, что плавит металл. С этого момента начинаются отличия. Подача металлической проволоки может выполняться вручную, либо же автоматически. Сварка труб отопления электросваркой бывает:
- ручной;
- полуавтоматической (аргонной).
В обоих случаях процесс плавления проволоки в варочной ванной происходит в газе, который выталкивает кислород и улучшает сплавление металла. Для ручной сварки нужны электроды – это металлический плавящийся стержень в специальной обмазке. При горении обмазки выделяется газ и шлак, которые защищают варочную ванну.
В полуавтоматической сварке из баллона подается аргон. Электрод для сварки труб отопления состоит из вольфрама, температура плавления которого 3000 град. Сварка может быть на постоянном и переменном токе. На переменном варят алюминий. При сварке используют присадочную проволоку, аргоновый стержень выступает в качестве нагревателя, по аналогии с газовой сваркой. Также электросварка труб отопления бывает импульсной и безимпульсной.
Как варить трубы отопления:
- двигать электрод от стенки к стенке, ёлочкой;
- чередовать движения вперед и назад по прямой;
- чередовать движения вперед по прямой и назад по наружному краю. Края каждый раз чередуются.
Важный момент – это формирование корня шва. Также имеет значение расположение электрода относительно рабочей поверхности. Трубу с обратной стороны варят, смотря в зеркальце, такое получается не у каждого. Как видите, тема очень обширная и сварщик должен обладать определенным багажом знаний и, конечно же, опытом.
Газовая сварка металлических труб отопления
Газовый резак
Звук, когда загорается пламя на резаке газовой сварки, нельзя перепутать ни с чем. Это как взлет маленького реактивного самолета. Как сваривать трубы отопления:
- на резак подается из баллона ацитилено-воздушная смесь. У нее очень высокая температура горения;
- вентилями на резаке регулируется подача;
- факел пламени расплавляет металл, создавая варочную ванну, и вручную в нее макается проволока;
- нельзя давать варочной ванне остыть и потихоньку продвигать ее вдоль шва.
Остается вопрос о том, как правильно варить трубы отопления с обратной стороны. При таком методе чтобы заварить стояк со стороны стенки, нужно совершить дополнительную процедуру. На лицевой стороне, в месте соединения, нужно вырезать окошко и через него с внутренней стороны стояка заварить шов. После этого окошко закрывается тем же вырезанным клочком и заваривается. Газовая сварка труб отопления предпочтительней при работе с малыми диаметрами и тонкостенными катушками.
Полезные советы и возможные ошибки
Чтобы сделать все правильно сразу и не переделывать через время плохую работу, нужно следовать некоторым советам:
- В труднодоступных местах лучше использовать согнутый электрод и контролировать процесс с помощью зеркальца.
- Если необходимо поменять электрод, то шов нужно продолжить с накрытием в 1-2 см.
- Металл током лучше прогревается с помощью прямой полярности, а не обратной.
Чаще всего дефекты возникают из-за того, что неопытные мастера невнимательны во время работы. В случае со сваркой даже небольшое отклонение шва приведёт к тому, что он не будет герметичен и прочный. Если изменить длину дуги, то в швах образуются пустоты и не проваренные места. Также дефекты могут возникнуть из-за оборудования или плохого качества труб.

Пример некачественного шваИсточник varim.by
Также во время сварки необходимо помнить о технике безопасности:
- проверить жилы и детали аппарата, они должны быть изолированы;
- корпус оборудования должен быть заземлён;
- вся одежда, рукавицы и маска должны быть сухими;
- перед началом работы необходимо обуть резиновую обувь или постелить под ноги коврик из этого материала, это обеспечит дополнительную изоляцию;
- обязательно нужно надевать защитный щиток, чтобы обезопасить глаза и лицо.
Если игнорировать правила техники безопасности, то можно получить ожоги или удар током.
После того, как сварочные работы окончены необходимо проконтролировать качество шва, так как сварка водопроводных труб требует тщательного анализа. Наружно можно определить, есть ли на швах прожоги, поры, свищи или другие дефекты.
Для проверки швов на трещины необходимо использовать компрессор. На концы устанавливаются заглушки, а швы обмазываются мыльной пеной. После этого в трубу под давлением необходимо закачать воздух. На местах, где соединение недостаточно прочное будут появляться мыльные пузырьки.

Так выглядит окалина на сварном швеИсточник a.d-cd.net
Сварка стояков отопления и водоснабжения
Когда в помещениях жилого и нежилого фонда проводятся строительные или ремонтные работы, в частности заменяют или устанавливают впервые стояки для отопления, водопроводные и канализационные стояки. Этот процесс необходим для того, чтобы обеспечить нормальное функционирование разного рода коммуникаций. Без их бесперебойной работы уют и комфорт в квартирах проживающих там людей невозможен. А без этих основополагающих вещей невозможны нормальные труд и отдых
В настоящее время существует два способа монтажных работ по установке и замене стояков. Это резьбовое соединение и традиционная сварка. Тот или иной метод зависит от обстоятельств. На выбор влияют различные факторы, в частности габариты помещения или используемые трубы.
Сварочный способ установки и замены стояков отличается большей надежностью. Монтаж стояка методом сварки гарантирует ему более длительную эксплуатацию, в сравнении со стояком, установленным посредством резьбового соединения.
Сварочные работы по установке стояков отопления и водоснабжения могут производиться в помещениях любого рода. Их технико-эксплуатационные параметры не могут влиять отрицательно на возможность осуществления сварки. Традиционно стояки водоснабжения заменяются чаще, чем канализационные стояки. Чаще всего работа по замене стояков производится в одной квартире. Однако бывает и так, что задействуются сразу несколько квартир или нежилых помещений. В этом случае стояки меняются во всех них единовременно. Это имеет отношение к тем случаям, когда производится сваривание стояков для отопления. Эти работы могут производиться в помещении жилого или нежилого типа.
Сварочный способ установки и замены возможен для стояков любого рода, какой бы материал не применялся при их изготовлении. Это в равной степени касается как чугуна, так и полиэтилена.
Производство современных стояков осуществляется в частности из поливинилхлорида. ПВХ в этом качестве становится популярным и востребованным. И не случайно, так как произведенный из этого материала продукт имеет существенные преимущества в сравнении с аналогами из другого сырья.
Переварка стояков отоплений и водоснабжений является сложным и ответственным участком при проведении работ строительного и ремонтного характера. Чтобы эта операция прошла безупречно, нужно заранее хорошо подготовиться, к примеру, позаботиться о заготовке, разместить отводы водоснабжения.
Работы по сварке стояков производятся только специальными сварочными инструментами. Задействованные специалисты обладают высоким уровнем квалификации. Как правило они состоят в штате компаний, имеющих разрешение на ведение подобной деятельности. Для переварки стояков, или осуществления сварочных работ повторно, рабочим также нужно иметь соответствующие знания и опыт.
Сегодня производство стояков осуществляют из высококачественного полиэтилена. Этот материал характеризуется отличными техническими и эксплуатационными свойствами, которые не уступают чугуну и меди.
При всем при этом цена полиэтиленовой продукции ниже этого сырья.
Особенность сварки стояков отопления состоит в том, что она производится под давлением. Виды сварки подразделяются на электродуговую, газовую, аргонную и полуавтоматическую.
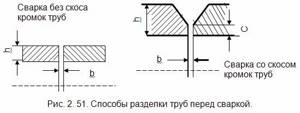
Во время сварочных работ кромки могут сниматься и не сниматься. Их не снимают в тех ситуациях, когда величина диаметра трубы составляет три и менее миллиметров. Если же этот показатель выше, кромки зачищают. Образующийся в ходе процесса шов, может иметь различное качество. Оно зависит от чистоты металла, правильности зазора, а также применяемых расходных материалов.
При замене стояков бывает целесообразен их перенос в другое место, чтобы установить другие приборы и оборудование. Это могут быть водяные счетчики или водонагревательное устройство.
Подобная перетасовка используется также при перепланировке помещения.
Редактор: nfydck
masterdv66.ru
Коротко о главном
Самая важная часть в подготовке к сварке – выбор подходящего электрода. Для каждого вида сварки они разные.
Для магистралей лучше брать с целлюлозной оболочкой, для аккуратных швов желательно брать рутиловые и рутилово-целлюлозные.
Основная группа считается универсальной, но чаще всего её берут для использования при минусовой температуре.
Перед сваркой нужно зачистить поверхность до блеска, сделать фаску, обезжирить и проверить трубы на наличие дефектов.
Для труднодоступных мест лучше использовать согнутый электрод и контролировать процесс с помощью зеркала. При смене электрода шов нужно делать внахлёст на 1-2 см.
Чтобы проверить прочность шва нужно присоединить трубу к компрессору, с обоих сторон установить заглушки и места сварки смазать мыльным раствором. Если есть трещины, то из них будут появляться пузыри.
Особенности и рекомендации перед началом работ
При подготовке к сварке трубопровода изучают следующие моменты:
- Выбор полярности – зависит от материала изготовления и толщины стенок свариваемых элементов, типа электродов. Нужную информацию можно найти в руководстве по применению стержней.
- Толщина расходного материала – влияет на силу тока, задаваемую при настройке сварочного аппарата. Рассчитывают эту величину, умножая сечение стержня на 30-40.
Рекомендуем к прочтению Как починить бензобак с помощью сварки
Строгих требований к скорости сварки не предъявляется. Однако дугу не стоит долго держать в замковой точке. Края прогорят, из-за чего придется заново срезать и зачищать их.
Перед началом работы собирают стыки трубопровода.
Почему полипропилен для сварки лучше, чем металл
Разнообразные колена и фитинги, а также профильные и круглые отводы из полипропилена пользуются заслуженной популярностью, поскольку:
- Образуют после правильно проведенной сварки монолитные детали, которые способны прослужить более пятидесяти лет.
- В процессе эксплуатации не снижают своей пропускной способности.
- Обладают очень высокой устойчивостью к различной бытовой химии.
- Стоимость таких изделий в несколько раз ниже стоимости аналогичной продукции, произведенной из металла.
Кроме того, если изделие подобрано правильно и сварка произведена качественно, то можно сказать, что полипропиленовые трубы во многих случаях являются просто идеальным элементом соответствующей системы в том числе и .
Сварка стояков опытными газоэлектросварщиками Строй ОВК
Тел
Тел
Всё в нашей жизни взаимосвязано. Так же, как и в любой работе. В том числе и сантехнической. Возьмём к примеру замену стояков. Вы задумали ремонтировать квартиру и никак не можете обойти ремонт санузла, а тот, в свою очередь, потянет за собой частичную или полную замену коммуникационных труб – стояков водоснабжения, канализации. Наша предлагает вам произвести сварку стояков еще до того момента когда они образуют протечку.
| 1 | Выезд сварщика | шт | бесплатно |
| 2 | Составление сметы | шт | бесплатно |
| 3 | Закупка материала | шт | бесплатно |
| 4 | Сварка стояка отопления ДУ 15-35 | шт | 2500 |
| 6 | Сварка стояка отопления ДУ 35-50 | шт | 3300 |
| 7 | Сварка стояка водоснабжения ХВС до ДУ 35 шт | шт | 6500 |
| 8 | Сварка стояка водоснабжения ГВС от ДУ 35шт | шт | 7500 |
Эту работу можно выполнять двумя способами:
- с помощью сварки
- резьбового соединения.
Остановимся на первом варианте – на сварке стояков. Как выполнить эту работу красиво, надёжно и профессионально? Успех заключается в выборе специалиста. Посмотрите, какое у него оборудование – современное, когда проходило техосмотр, есть ли у мастера документ об окончании курсов. Убедившись в надёжности, можно положиться на такого мастера и быть уверенным, что он выполнит работу с высоким качеством.
Латать отдельные дырки на стояке не приходится. Его надо менять полностью от пола до потолка. С чего начинает наш мастер свою работу? В первую очередь, проверяет отсутствие жидкости в стояке, и лишь после этого удаляет его. В городских квартирах обычно стояки стальные, или оцинкованные. В таком случае удобнее и надёжнее ремонтировать в резьбовом варианте. Газовая или электросварка стояка применяется, когда резьбовой монтаж невозможен. Но при этом надо помнить, что при сварке неопытный мастер сжигает оцинковку и в месте шва через несколько лет может появиться течь.
Что надо сделать, чтобы такого не произошло? Такие трубы соединяются электродуговой сваркой. Но перед началом сварки стояка надо зачистить цинковое покрытие на кромках труб, проверить их центровку, наличие зазоров. А в случае сварки полиэтиленовых труб применяется контактно-прессовая сварка. Главное в этом сложном сварочном деле какую бы трубу не сваривали – не допустить прожогов. Следить за отсутствием пор и прорезов и опасаться попадания металла внутрь.
Сварка стояков отопления
Рассмотрим вариант подвода отопления в квартиру. В этом случае нужны трубы больше диаметром, чтобы предотвратить потери тепла. При сварке стояка отопления необходимо тщательно вымерить межосевое расстояние соединения радиатора. В противном случае мы не сможем соединить прибор отопления. Сначала врезается сваркой аварийный вентиль, чтобы в любой момент можно было отсечь поступление воды для срочного ремонта. После сварки стояков отопления производим установку отопительных батарей и свариваем отводы к ним. Важно обратить внимание на то, что на противоположном от сварки конце этих отводов заранее была нарезана резьба для подсоединения с радиатором. Цель перспективная: на случай течи радиатора можно без сварки заменить его на новый.
В системе теплоснабжения важно иметь в местах скопления воздуха краны (Маевского) для его стравливания. Обычно они расположены в самых верхних точках всей системы. Воздух занимает площадь труб и не пропускает горячую воду к радиаторам. Не помешает и кран на входе в систему, о котором уже упоминалось в первом абзаце данной статьи. Это делается для аварийного ремонта системы во время эксплуатации.
После окончания монтажа отопительной системы проверяем на течь. Если она обнаружится, то повторно провариваем швы, но с ещё большей тщательностью. Здесь важно не переусердствовать. Сварку стояков отопления доверяйте только проверенным монтажникам «Строй ОВК» ведь мы имеем большой опыт в этом виде монтажа.
Сварка стояков водоснабжения
Вся проблема в том, что в старых домах установлены чугунные и стальные стояки водоснабжения. Такой вариант ремонта предстоит самый сложный. Убирать такие стояки надо полностью от пола до потолка. И обязательно заменить кран на стояке для перекрытия или регулирования напора в системе. Сварка стояков водоснабжения требуется при любой замене износившихся, или зашлакованных труб. И в первую очередь засоряется стояк. И тянуть время до зимней беды просто безумно. Как назло, именно зимой выходят из строя системы водоснабжения, когда ремонт затрудняется опасностью заморозки труб.
Сварка необходима при замене стояков водоснабжения. Трубы из чёрного металла лучше поддаются газосварке, а из цветного — аргонной. В любом случае лучше всего не рисковать самостоятельно приниматься за сварку и замену стояков водоснабжения.
www.stroy-ovk.ru
Выбор электродов
К подготовительному этапу можно отнести выбор наиболее подходящего электрода. От качества этого расходного материала зависит герметичность получаемой системы, а также сложность проведения сварки. Сегодня используют электроды, которые представлены токопроводящим стержнем со специальным покрытием. За счет применения специального состава стабилизируется дуга и формируется более привлекательный, качественный сварочный шов. Кроме этого, в некоторых случаях включенные химические вещества снижают вероятность окисления металла.
В продаже встречается довольно большое количество различных вариантов исполнения подобных расходных материалов. По типу сердцевины выделяют:
- С сердечником, который не плавится. При их изготовлении применяется графит или вольфрам, а также электротехнический уголь.
- С плавящимся стержнем. В этом случае при изготовлении применяется проволока, толщина которой может варьировать в большом диапазоне. При проведении электросварки толщина электрода – наиболее важный параметр, который нужно учитывать.

Электроды с плавящимся стержнем
Классификация проводится также по тому, какое вещество применяется в качестве обмазки. Наибольшее распространение получили следующими варианты исполнения:
- Рутилово-кислотные зачастую применяются при создании системы трубопровода отопления или подачи воды бытового предназначения. При электросварке может образоваться шлак, удалить который не составляет трудности.
- Целлюлозные подходят в большей степени для работы с изделиями, которые имеют крупное сечение. Примером можно назвать случай изготовления магистрали для подачи газа и воды.
- Рутиловые применяются в случае, когда нужно получить аккуратный шов. Шлак с поверхности удалить просто и быстро. Кроме этого подходит для наваривания второго или последующего шва.
- Рутилово-целлюлозные подходят для сварки практически в любой плоскости. Этот момент определяет их частое применение при создании вертикально расположенного шва большой протяженности.
- Основная обмазка считается универсальным покрытием, которое подходит для электросварки самых различных деталей, в том числе и толстостенных изделий. Образующееся крепление характеризуется пластичностью и высокой прочностью.

Рутиловые электроды
Рекомендуется уделять внимание продукции известных производителей, заявленные эксплуатационные характеристики которых будут соответствовать реальным. Кроме этого, при выборе расходного материала нужно уделять внимание сроку годности изделия
Общие сведения
Принцип работы
Температура плавления иногда достигает 3500 градусов по Цельсию. Для достижения качественного соединения приходится заполнять стык расплавленным металлом и вдоль и поперек. Количество слоев напрямую связано с толщиной стенок изделия.
Какого качества будет выполнено соединение, влияет не только сварочный аппарат, в первую очередь это зависит от правильного выбора и подготовки электродов.
- С целлюлозной пленкой – для труб с большим сечением
- Рутиловое покрытие – для угловых и коротких прихватывающих швов
- Целлюлозно – рутиловый – для сложной сварки.
Так же для осуществления дуговой сварки труб понадобится трансформатор – выпрямитель или инвертор, для создания постоянного тока.
Хорошо если сварочный агрегат оснащен несколькими режимами работы(с разного вида электродами)
Нюансы дуговой сварки
Аппарат следует включать, только тогда, когда электрод коснулся изделия Важно следить за размером образующейся электрической дуги. Сварка производится плавными движениями, что гарантирует равномерное заполнение шва расплавленным металлом Плавные движения из стороны в сторону контролируют толщину соединения Изделия с большим сечением и толстыми стенками свариваются с внутренней стороны и внешней.
Варианты сварных соединений
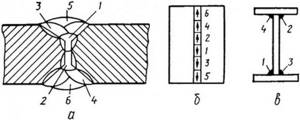
Существует множество различных видов сварных соединений. В частности, они могут быть:
- продольными стыковыми с одно- или двусторонним швом;
- поперечными стыковыми с внутренней расточкой или без неё, со скосом кромки или без;
- контактным стыковым;
- одно- или двусторонним угловым;
- раструбным.
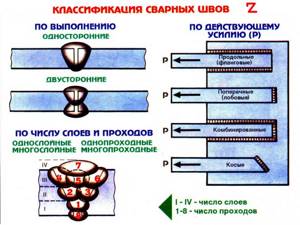
Наиболее широкое распространение при сварке трубопроводов отопительных систем получило стыковое соединение с поперечным швом. Это объясняется его высокой прочностью. Сварные швы могут быть:
- односторонними;
- двусторонними;
- односторонними с подкладным кольцом.
Проверенная технология сварки труб
Односторонние швы применяются при сварке труб с внутренним диаметром до 500 мм.
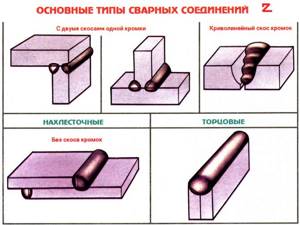
Раструбное соединение внахлёст является менее прочным. Оно используется для сварки пластиковых труб. Конец трубы при этом необходимо развальцевать.
Также металлические и полипропиленовые трубы могут соединяться при помощи муфт.
Типовая сварка стальных труб
Основные этапы монтажа
Монтаж системы отопления из стальных труб не требует особых навыков. Зависимо от материала, из которого изготовлены детали, нужно подготовить сварочный аппарат или газовую горелку. Основные этапы установки труб системы отопления:
- Нарисовать чертеж размещения системы отопления согласно проекту здания. На рисунке отображаются размеры, ключевые узлы, разводки, радиаторы, панель управления, краны спуска воды.
- Очистить помещение от лишних предметов, проштробить стены, сделать отверстия для труб.
- Собрать систему из отдельных деталей, сделать выходы к радиаторам. Места стыковки свариваются электрической дугой или газом из сопла аппарата. Швы зачищаются, обрабатываются антикоррозийными составами.
Прежде чем монтировать трубы отопления нужно продумать узлы разводки, систему управления, перекрывания трубопровода. Дополнительно к этому, необходимо сделать отдельный кран снаружи дома, через который можно вылить воду из системы. На радиаторах должны быть установлены регуляторы температуры, подачи жидкости. Первый запуск должен быть пробным, чтобы проверить целостность общей конструкции.
Монтаж отопления в частном доме. Часть 2. Работаем с металлическими трубами.

Разновидности сварных швов и соединений
Сварку стальных труб производят сварочным аппаратом методом плавления. Сварочный аппарат из переменного тока образует постоянный и посредством электрической дуги нагревает локальный участок изделия до нужной температуры. Формирование электрической дуги происходит на металлическом стержне (электроде). Там где работает дуга, образуется специальная атмосфера, которая при плавлении металла не позволяет ему окисляться. Благодаря качественному сварному шву протечки полностью исключены, т. к. соединение получается герметичным.
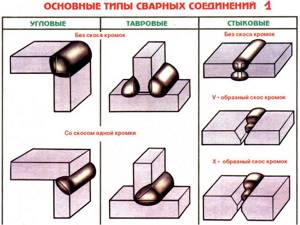
Есть много способов наложения швов. Какой способ выбрать, это зависит от толщины труб и материала, из которого они изготовлены. Основные типы швов:
- в тавр;
- встык;
- внахлест;
- угловые.
Также важно учитывать расположение труб по отношению друг к другу:
- Нижний шов. Во время сварочных работ электрод располагают над соединяемыми элементами. При таком способе сварщику хорошо видны все свариваемые участки, поэтому данный метод является самым удобным.
- Потолочный шов. Электрод располагают под свариваемым элементом. При этом оператор поднимает руку вверх и держит над головой, поэтому этот способ применяют только во время ремонта или при замене деформированного участка трубы. При обустройстве новой системы его не используют.
- Вертикальный шов. Такой способ соединения применяют, если 2 трубы располагаются горизонтально. Сварщик проводит электродом движения вверх и вниз и снизу вверх (в вертикальном направлении).
- Горизонтальный шов. Часто горизонтальными соединениями делают монтаж отопительных и водопроводных систем. При этом две трубы находятся в вертикальном положении.
Протокол сварки полиэтиленовых труб или муфт
После того, как проведена процедура аттестации и технологическая карта на сварку полиэтиленовых труб или муфт утверждена в НАКС — можно приступать к промышленной сварке изделий. Для того, чтобы отслеживать точность соблюдения параметров и режимов сварки предусмотрена обязательная регистрация этих данных в виде протокола.
Протокол сварки полиэтиленовых труб включает в себя информацию:
- название модели или номер сварочного аппарата;
- дата сварки;
- Ф.И.О. сварщика и/или клеймо;
- наименование проекта или объекта;
- материал;
- типоразмер трубы или муфты;
- SDR (стандартное размерное отношение трубы т.е. отношение номинального наружного диаметра к номинальной толщине стенки);
- температура воздуха окружающей среды;
- давление сопротивления;
- режимы сварки: температура, давления, время и т.д.;
- другая дополнительная информация: погодные условия, меры защиты, № шва, ошибки и т.д.
Каждый производитель сварочных аппаратов делает свое уникальное внешнее оформление протокола и добавлять как можно больше дополнительной информации, которая позволит с точностью проанализировать причину образования дефектов.
СПЕЦИФИКА

У ручной дуговой сварки на трубопроводах в сравнении со сваркой плоских деталей, существуют отличия. Есть основной набор параметров, которые нужно соблюдать. И у ее подвидов – аргонной и газовой – тоже. Они в ходу на газо- и водопроводах.
Для расчета оптимальной силы варочного тока d электрода умножается на 35. Допустим, у вас проводник 2 мм, значит, ток нужен 70 А. Некая условность примера не исключает закономерность. Если варите трубы малого d толщиной до 5 мм, то 175 А хватит за глаза.
Для удержания дуги дистанция, отделяющая проводник от металла, должно сохраняться на одном уровне. Ее расчет делают с учетом d электрода плюс 1. Допустим, электрод 5 мм, значит, дистанция – 6 мм.
Комплект для сварки труб
Если сварку полипропиленовых изделий приходится проводить регулярно, то целесообразно приобрести специальный сварочный комплект, который сразу продается в соответствующем чемоданчике. Средняя стоимость его составляет около ста долларов, а состоит он из:

- нагревательного элемента;
- тефлоновых насадок разных размеров;
- ножниц для резки полипропиленовых труб;
- болтов, которыми крепятся на нагревательном элементе насадки;
- уровня;
- подставки для нагревательного элемента;
- шестигранника для закрутки болтов.
В случае же, когда сварочные работы производятся от случая к случаю, более рационально взять сварочное оборудование в аренду.
Монтаж стальных отопительных трубопроводов
Процесс монтажа труб отопления из стальных труб может осуществляться двумя способами: резьбовым и сварочным. Оба способа достаточно надёжны, однако довольно сложны с технологической точки зрения, а потому для их осуществления требуется привлечение профессионалов.
При соединении стальных труб посредством резьбовой скрутки вначале на торцы стыкуемых изделий должна быть нарезана резьба, после чего они соединяются между собой посредством муфт, фитингов, сгонов и прочих промежуточных изделий, качеству которых должно уделяться особое внимание
Для обычных стальных труб лён в качестве подмотки не рекомендуется, поскольку постоянная влага в месте резьбового соединения может приводить к коррозии.
Ещё большей надёжностью отличается метод соединения посредством сварки, однако, в отличие от резьбовой стыковки, он является неразъёмным, то есть разборка соединения при необходимости становится невозможной.
Процесс сварки стальных труб может осуществляться только квалифицированными специалистами. Данная работа требует наличия специального сварочного оборудования, работа с которым представляет значительные сложности и недоступна для тех, кто не обладает профессиональными навыками.
В целом, при проведении сварочных работ необходимо придерживаться следующих важных правил:
Монтаж отопления посредством стальных труб следует начинать с установки стояка; а затем именно со стороны стояка должна производиться укладка трубопровода. Однако в большинстве случаев работы в жилых объектах не ведутся с нуля, а сводятся к замене устаревших отопительных коммуникаций.
Поэтому, в зависимости от ситуации, сварочный процесс может иметь те или иные особенности.Оцинкованные стальные трубы свариваются с использованием самозащитной проволоки диаметром около 1 миллиметра. В некоторых случаях возможно использование электродов диаметром до 3 миллиметров, имеющих рутиловое либо фтористо-кальциевое покрытие.Соединение неоцинкованных стальных труб для отопления, которые в домашних условиях обычно имеют диаметр не больше 25 миллиметров, чаще всего производится внахлёст. Сборка таких трубопроводов методом стыковой сварки осуществляется только на предприятиях.Сварной шов при соединении стальных труб доложен быть ровным по отношению к поверхности соединяемых изделий, и не иметь наплывов, трещин либо прочих дефектов и изъянов (прочитайте: “Варианты сварки оцинкованных труб – преимущества и недостатки способов”).
Что необходимо?
Для успешного выполнения сварочных работ требуются две составляющие: оборудование и навыки. Причём второй пункт является ничуть не менее важным, чем первый. Исключение может составлять, пожалуй, только сварка с использованием электрофитингов, так как простота технологии позволяет качественно выполнить соединение даже непрофессионалу.
Во всех остальных случаях желательно участие специалиста. Нельзя забывать, что нарушение герметичности сварного шва в системе отопления может привести к очень неприятным последствиям (порче имущества, в том числе – чужого, ожогам и т.д.).
Инструменты
Набор инструментов и оборудования, необходимых для производства сварочных работ, определяется в зависимости от типа труб, используемых для обустройства отопительной системы, а также выбранного способа сварки.
В первую очередь, это – ручной сварочный аппарат.
Утепление балкона требует знаний, а восполнить их можно в нашеи статье, как утеплить балкон пенопластом. Детальная схема подключения алюминиевых радиаторов тут.
Используем знания и делаем индукционные котлы своими руками по ссылке далее: https://prootoplenie.com/otopitelnoe-oborudovanie/kotlu/indukcionnyjj-kotel-otopleniya.html
Устройство для соединения полипропиленовых труб также иногда называют паяльником. Для бытовых нужд вполне подойдёт аппарат, мощность которого составляет 650 Вт. Его можно использовать для соединения пластиковых труб диаметром до 60 мм. Насадки идут в комплекте с аппаратом.

Ручной сварочный аппарат
При использовании электрофитингов также требуется специальное устройство для их подключения. Помимо этого, в процессе работы может пригодиться роликовый труборез, позиционер, специальные устройства для снятия окислений и центровки труб, нож, молоток, а также расходные материалы (муфты, электрофитинги и т.д.).
Сварка труб из металла выполняется при помощи электрического или газового аппарата. Для резки используется «болгарка» или резак. Помимо этого, потребуется обычная экипировка сварщика: маска, брезентовый костюм, рукавицы, асбест, молоток, электроды, проволока и т.д.

Электрический и газовый сварочные аппараты
Подбор электродов
Электроды – это первое, что надо выбрать перед тем, как начать варить трубы. От их качества зависит надёжность швов и то, насколько система будет герметичной, а также сам процесс. Чем качественнее электрод, тем легче будет процесс.
Электрод – это тонкий стержень из стали, толщиной 0,2-0,5 см, на который нанесено специальное покрытие, позволяющее создать устойчивую дугу во время сварки. Также с его помощью формируется сварной шов, и он предотвращает окисление.
Классифицируют электроды по типу сердцевины и разновидностью покрытия.
По первому пункту электроды делят на два вида:
- С серединой, которая плавится. Внутри расположена проволока, толщину которой выбирают в зависимости от типа сварки.
- С неплавящейся серединой. Делаются они из графита, электротехнического угля или вольфрама.

Пример электродов из графитаИсточник bvbalyans.kz
Покрытие на электродах также может быть разное:
| Оболочка | Марка | Характеристика |
| Целлюлозная | C | Зачастую используются для соединения с трубами крупных сечений. Чаще всего это газовые или водные магистрали. |
| Рутилово-кислотная | RA | Применяются для сварки отопительных или водопроводных труб. При работе с таким электродом может появиться шлак, который можно убрать, постучав по нему или рядом с ним. |
| Рутиловая | RR | Такими электродами получаются аккуратные швы и минимум шлака (а налипший легко убирается). Чаще всего применяются для угловых соединений или при наваривании последующих слоёв. |
| Рутилово-целлюлозная | RC | Подходят для любой плоскости, зачастую используется для того, чтобы делать длинные вертикальные швы. |
| Основная | B | Универсальные электроды, зачастую применяются для соединения толстых труб или деталей, которые будут использоваться при минусовой температуре. |
В подборе электродов важно помнить, что качество зависит от цены. Если приобрести некачественный материал, то потом, возможно, придётся потратить ещё больше для переделки

Пример угольных электродов с медным покрытиемИсточник tk-gazmet.ru
Технология проведения работ
Вначале необходимо подготовить рабочее место и средства защиты. Чтобы разобраться, как правильно варить трубы отопления, нужно попрактиковаться на отдельном куске металла. Для этого понадобится толстая труба и универсальный электрод диаметром от 3 мм и выше, т. к. с ним легче учиться делать швы. Процесс работы:
- На одном сварочном кабеле есть держатель. В него вставляют электрод, затем подключают кабели.
- Аппарат имеет 2 кабеля и 2 выхода тока с положительной и отрицательной полярностью. Конец одного кабеля оснащен зажимом, который подключается к детали, конец второго — это держатель для электрода. Полярность выбирают в зависимости от вида работ. Наилучший прогрев металла происходит с прямой полярностью.
- Зажечь дугу можно 2 способами. Для этого кончиком электрода постукивают несколько раз по детали или проводят вдоль шва (чириканьем).
- Какого типа получится сварной шов на трубе, зависит от наклона электрода. Основной наклон составляет 30-60°. Чтобы сделать глубокий прогрев металла, наклон электрода делают «углом назад». При этом ванна и расплавленный металл поступают за электродом. Если требуется поверхностный прогрев, тогда угол наклона меняют в противоположную сторону.
Для каждого материала и типа шва применяется свое движение электрода. Для домашних работ достаточно освоить некоторые из них. Во время работы важно следить за величиной и состоянием сварной ванны. Для этого движения ускоряют или замедляют.
Как сварить пластиковые трубы
Сварка пластиковых труб проходит по особой технологии, т. к. из-за высокой температуры внутри них часто образовываются наплывы. Поэтому выполнять сварочные работы нужно аккуратно. Но если температура будет слишком низкой, то детали не зафиксируются. Порядок работ:
- Сварочный аппарат устанавливают на подставку и разогревают до 260° C.
- В насадку для сварки вставляют конец пластиковой трубы и подходящего диаметра фитинг таким образом, чтобы они располагались в одной плоскости.
- Если труба толстая, то уровень температуры увеличивают. Когда детали прогреются, их достают из устройства и соединяют.
Когда шов застынет, трубу проверяют на наличие протечек. Спайку изделий с большим диаметром (свыше 63 мм) проводят стык в стык. Срез торцовых труб расплавляют и соединяют, при этом сильно надавливая друг на друга. При муфтовой и раструбной спайке используют ручные приборы. Они оснащены центрирующим элементом и насадками, которые удерживают заготовки. Все детали трубопровода загоняют в разогретый сварочный аппарат и делают спайку. Чтобы детали соединились, всю работу проводят быстро.
Возможные ошибки в процессе
Качество готового изделия может стать низким из-за дефекта сварного шва. Дефект может находиться внутри или снаружи изделия, а также быть сквозным. Причины, из-за которых он возникает во время сварки металлических труб отопления и других изделий:
- из-за дешевого материала низкого качества;
- из-за некачественного оборудования;
- когда нарушается технологический процесс работы;
- из-за неопытности сварщика.
Иногда сварщики делают усиление шва до 4 мм. Из-за такой ошибки он становится хрупким. Высота усиления не должна превышать 2 мм, тогда шов будет иметь максимальную прочность.