Доброго времени суток, дорогой гость!
Первый лист с гальваническим покрытием сошел с конвейера одного из британских заводов еще в 1867 году. Правда в то время металл покрывали исключительно золотом и серебром. Но перед первой мировой войной на поток было поставлено производство деталей с защитным слоем из цинка, и с тех пор они невероятно популярны.
Это и не удивительно — цинк продлевает жизнь железа в 20-30 раз. Изделия, выполненные из оцинковки – прочны, не поддаются ржавчине, и ведут себя в быту не хуже нержавейки, хотя стоят на порядок дешевле.
В сегодняшней статья я предлагаю уделить больше внимания этому скромному материалу и расскажу, как сделать трубу из оцинковки своими руками.
Преимущества и недостатки такой трубы
Оцинковка – это в первую очередь сталь, материал, имеющий много неоспоримых достоинств.

К ним относятся:
- Прочность;
- Способность выдерживать высокие температуры;
- Превосходная теплопроводность;
- Низкая стоимость по сравнению с другими материалами.
Но без защитного покрытия черный металл подвержен коррозии, быстро ржавеет и приходит в негодность. Цинкование с успехом решило эту проблему. И, несмотря на то, что трубы из оцинковки и стали по форме одинаковы, оцинкованное изделие имеет ряд преимуществ.
Дополнительные плюсы оцинкованного изделия:
- Коррозионностойкость, способность противостоять негативным воздействиям окружающей среды;
- Увеличенный срок службы;
- Повышенная прочность;
- Широкий диапазон рабочих температур;
- Высокая сопротивляемость механическим воздействиям;
- Оцинкованная труба выдерживает высокое внутреннее и наружное давление;
- Простота и удобство монтажа;
- Высокая стойкость к возгоранию;
- Цинк убивает все патогенные микроорганизмы;
- Оцинковка практически не уступает в качестве низколегированной нержавейке, но стоит на порядок дешевле.
Но, как любое инженерное решение, трубопровод из оцинкованного железа неидеален.
Недостатки изделия:
- Не очень привлекательный дизайн;
- Дороговизна по сравнению с обычной сталью;
- Цинк усложняет процесс сварки;
- В отличие от пластика, при наличии выступов на стенах, обеспечить плавный переход в конструкции из оцинкованных труб, практически невозможно.
Оцинковка и полимерное покрытие: в чём различия
Для большинства современных станков нет разницы, гибка какого типа листового металла на нём выполняется. Но есть свои сложности в работе с металлом, покрытым полимерным составом. С оцинковкой проще, ибо её защитный слой более стоек к истиранию и повреждениям. Поэтому ничего не мешает гнуть оцинкованную сталь ударами или елозить ей по ржавому шаблону — главное, чтобы не было глубоких царапин.

Покрытие специальной краской имеет меньшую механическую прочность, оно более тонкое и относительно легко обдирается. Будет не лучшим решением гнуть полимер-прокат на старых листогибах с дефектами валков, поворотных балок или с расшатанными шарнирами, а уже тем более такой металл не стоит обрабатывать киянкой. Равно как не стоит пользоваться любыми подручными приспособлениями, способными повредить пленку «антикора».
Советы по выбору и примерная цена
Как обычно – начнем с цены. Готовая труба диаметром 100мм и длиной 3 метра обойдется нам с вами примерно в 500 рублей.
Себестоимость материала в данном случае — 150 рублей, остальное — трудозатраты и наценка продавца.

А если планируется организация целой системы водостока? Сами видите, переплатить за готовые изделия придется в 2.5-3 раза. Самостоятельное изготовление труб значительно облегчит финансовую нагрузку.
К тому же заводские изделия имеют строго определенные размеры, и иногда подобрать нужный именно для вашей системы – сложно. Да и толщина готовой трубы обычно не превышает 1мм.
Обязательно следует помнить — любое заводское изделие, в отличие от самодельного, проходит строгий контроль ОТК, имеет идеально круглую поверхность и точность сварного шва.
Сможет ли домашний мастер обеспечить соблюдение всех этих условий — далеко не факт.
Техника изготовления воронок
Если понимать, что фальцевое соединение — суть чуть ли не любого жестяного изделия, можно дать волю воображению и собирать сложные изделия из нескольких более простых. Пример тому — всевозможные воронки, тройники и угловые отводы.

Воронка состоит из двух коротких отрезков труб большего и меньшего диаметра. Они собираются как и обычные трубы, вот только края у них развальцовываются наружу на 8–12 мм. Впоследствии эти отогнутые бортики и используют для дальнейшего изготовления фальцев, либо, если нет претензий к герметичности, загибают жёсткие кромки и скрепляют между собой просекателем.
Техника клепания разных изделий может существенно отличаться, но на деле это не так важно, как правильное составление выкройки. Все заготовки следует вырезать только по шаблону
Например, для центральной части воронки — усечённого конуса — выкройка представляет собой сегмент кольца, где длина внутренней дуги определяется диаметром слива, а внешней — диаметром приемного раструба.

К сожалению, оборудование для производства подобных изделий имеет весьма узкую специализацию, а потому недоступно в виду как высокой цены, так и малой распространённости. Однако все изделия из жести и листового металла, будь то ведро, бак или обычный конёк, можно изготовить и вручную, станки лишь облегчают некоторые операции.
Приобрести трубы из оцинковки можно свободно, но стоимость таких изделий бывает достаточно высокой, поэтому желание сделать трубу из оцинковки своими руками продиктовано, в первую очередь, соображениями экономии.
При этом изготовление оцинкованных труб не требует применения особых усилий, специальных дорогостоящих приспособлений и инструментов и каких-то профессиональных знаний, поэтому справиться с этим может любой домашний мастер, в арсенале которого имеется набор стандартных плотницких инструментов.
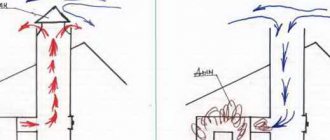
Трубы из оцинкованного металла применяют для оборудования дымоходов, они пользуются популярностью из-за легкого веса и, соответственно, простотой установки. Дымоходы из оцинковки не требуют сооружения фундамента, а это существенно снижает затраты на оборудование дымохода.
Такие трубы отвечают нормам пожарной безопасности, выдерживая температурный режим до 900°, поэтому они могут применяться даже для дымоотведения из твердотопливных отопительных котлов и печей.
Также оцинкованные трубы в домашнем строительстве применяют для оборудования водостоков. Такие трубы и так довольно демократичны по затратам, но при этом процесс можно удешевить еще больше, используя собственноручно изготовленные изделия.
Характеристики материала
Тонколистовая сталь, покрытая цинком в заводских условиях, должна соответствовать ГОСТ14918-80. Основные характеристики, на которые следует обратить внимание при выборе:
- Толщина листа
Самые распространенные толщины оцинковки – от 0.35 до 3мм. Чем лист тоньше, тем он легче обрабатывается, что немаловажно для изготовления изделий в домашних условиях. Но не стоит забывать – меньше толщина — меньше прочность.
- Толщина цинкового покрытия
Различают 3 класса материала, в соответствии с толщиной слоя нанесения цинка. Сведем данные в таблицу для удобства.
| Класс стали по толщине цинкового слоя | Масса защитной прослойки, имеющейся с обеих сторон (гр) | Толщина покрытия (мкм) |
| П (Повышенный) | 570 — 855 | 40-60 |
| I | 258-570 | 18-40 |
| II | 142.5-258 | 10-18 |
ГОСТ допускает некоторые отклонения по толщине и наличие некоторых дефектов
Маркировка:
- НР – нормальная разнотолщинность;
- УР – уменьшенная разнотолщинность.
Варианты внешнего вида листа:
- КР – С узорами кристаллизации (некоторыми трещинками и потемнениями);
- МТ – без узоров.
Немаловажной характеристикой для изготовления труб является способность металлического листа к вытяжке:
- Н – нормальной вытяжки;
- Г – глубокой вытяжки;
- ВГ – весьма глубокой вытяжки.
Стали маркировки ВГ имеют самую высокую пластичность, Н — соответственно самую низкую.
Как правильно гнуть металл
Кровельные элементы, как правило, скрыты от глаз прохожих и какие-либо претензии по декоративной части к ним не предъявляются. Это делает возможным ручное изготовление деталей с использованием шаблонов, но приходится постоянно оправлять изделие киянкой.

Это не самый лучший подход: линии сгиба и всё изделие в целом получаются волнистыми, а работа над одной деталью может растянуться на долгое время. Для штучных изделий это вполне терпимо, но если приходится обносить водостоком весь дом — следует получить в своё распоряжение необходимое оборудование и приспособления.
Сегодня листогибы занимают собственный сегмент на рынке профессионального инструмента и доступны повсеместно. Цена их довольно высока, но ведь только на собственном, проверенном оборудовании можно изготовить детали отличного качества. Арендовать листогиб — тоже вариант, но станок, переходящий из рук в руки, не будет обладать необходимой точностью и безотказностью.
Что понадобится для работы
После приобретения листа с необходимыми характеристиками, следует запастись нужным инвентарем.

Необходимые инструменты:
- Ножницы по металлу. Выбирайте удобный инструмент для резки широкого листа металла;
- Молоток ручной отбойный (он же киянка) с резиновым или деревянным наконечником. Киянка должна быть твердой, тяжелой, но без острых краев;
- Стальная трубная заготовка для формовки тела трубы («пушка»). Длина ее — не менее 1 метра, диаметр — зависит от необходимого диаметра готового изделия;
- Линейка;
- Инструмент для разметки оцинковки (острый металлический стержень);
- Верстак. На углу стола-верстака должен располагаться металлический уголок, длиной не менее 1м. Он будут использоваться для загиба краев трубы, поэтому закреплен должен быть очень надежно;
- Плоскогубцы.
Монтаж
Установка дымоотвода своими руками выполняется так:
- Проводятся все необходимые замеры.
- Составляется схема укладки.
- Подготавливаются поверхности под монтажные работы.
- Выполняется закупка необходимых материалов.
- Закрепляются к стене кронштейны с интервалом через каждые 40-60 см.
- Элементы дымоотвода устанавливаются поэтапно.
- В местах прохода плит перекрытия и кровли крепится теплоизоляционный и негорючий материал.
- Монтируются ревизионные колодцы для обслуживания.
- Проверяется качество сборки, тяга, запускается отопительное оборудование.
Правила монтажа:
- повороты ходов выполняют под углом 45°;
- стыки необходимо герметизировать термоклеем или хомутами;
- от горизонтальных участков лучше отказаться либо минимизировать их количество;
- на всех углах или поворотах необходимо устанавливать ревизионные окна;
- на верхнюю часть нужно устанавливать зонтик, сетку;
- высота оцинкованного изделия над кровлей должна быть выше на 2 м;
- сборка выполняется по конденсатному способу (верхняя часть вставляется внутрь нижней) либо по ходу дыма (последующая часть вставляется поверх предыдущей).
Что понадобится для работы
Для монтажа оцинкованных труб для дымохода понадобятся следующие инструменты:
- ножницы по металлу;
- рулетка;
- уровень;
- маркер;
- плоскогубцы;
- инструменты для создания отверстий в перекрытиях или стене.
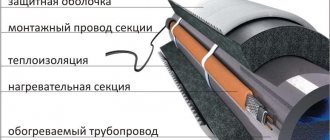
Как и чем утеплить оцинкованный дымоход
Дымоход из оцинкованной стали нужно утеплять, насыпным или минераловатным рулонным изоляционным материалом. Чтобы защитить его от влаги (конденсата), требуется обмотать фольгированным слоем. Все швы и стыки нужно проклеить специальной металлизированной лентой, чтобы предотвратить контакт утеплителя с внешней средой.
При повышенных ветровых нагрузках утеплённый слой рекомендуется дополнительно обвязать проволокой или хомутами с интервалом 40-60 см.
Для утепления необходимо выполнить следующее:
- Очистить поверхность дымоотвода от загрязнений, окалин и ржавчины.
- Обмотать её минватой.
- Закрепить слой при помощи обвязки стальной проволокой или сеткой.
- Надеть сверху стальной кожух или обмотать фольгированным слоем.
- Окрасить кожух в специальную термостойкую краску.
Для утепления шахтных дымоотводов сначала утепляют трубу, затем её опускают в кирпичную конструкцию, соединяют с подводным патрубком. В образовавшееся пространство засыпают бой кирпича, керамзит, шлак. Рекомендуется изначально при строительстве выполнять все эти действия, чтобы плотнее уложить насыпной материал.
Утепление дымовой трубы
Можно ли покрасить дымоход из оцинковки
Оцинкованные дымоходы при длительной эксплуатации теряют эстетические свойства, поэтому возникает необходимость нанесения декоративного слоя. Нужно использовать порошковые краски для отделки кровельных стальных листов.
Обычные эмали для этих целей не подходят, так как при резких перепадах температур они начинают растрескиваться и отслаиваться.
Пошаговая инструкция по изготовлению оцинкованной трубы своими руками
Расчет размеров
Стандартный лист из оцинкованной жести имеет размеры 1000×2000мм, либо 1250×2500мм, хотя можно найти и другие раскрои.
Ширина заготовки рассчитывается по формуле:
L (длина окружности, она же ширина заготовки) = 2*3.14*R (R –необходимый радиус трубы, мм).
Таким образом, для изготовления трубы диаметром 100мм понадобиться заготовка шириной
2×3.14×50мм = 314мм.
К полученной чистовой длине прибавляем загиб 15мм и получаем необходимую величину для раскроя -300мм.
Важный момент – ширина заготовки — величина не постоянная. С одной стороны она равна 330мм, с другой 340 (для трубы и даметром100мм). Делается это для удобства последующего монтажа труб друг с другом либо с другими элементами системы .
Чертеж и схема
Рис. 1. Выкройка листа для трубы диаметром 100мм.
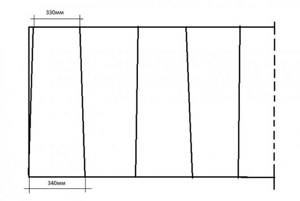
Схема формирования фальца выглядит следующим образом:
Рис. 2
Выкраивание заготовки
После вычисления необходимых размеров выкраивается заготовка будущего изделия. Для этого:
- Лист жести раскладывается на горизонтальной поверхности, наносится разметка ровными линиями, строго по размерам полуфабриката.
Для трубы диаметром 100мм по одному краю листа отмеряются друг за другом отрезки 340 и 330мм (см.рис.1). Такие же отрезки, но в противоположной последовательности размечаются на противоположной стороне. Все перпендикулярные линии следует проводить с помощью угольника.
Не забывайте прибавлять 15-20мм к ширине изделия на загиб!
- Жесть режется на прямоугольники согласно чертежу.
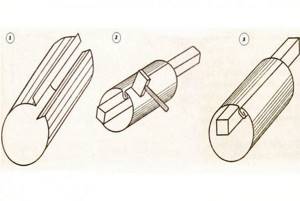
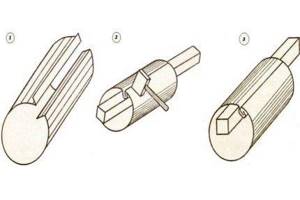
Формирование профиля
Полученные прямоугольные заготовки необходимо «превратить» в трубу. Для этого сформируем ее профиль.

Этапы формирования профиля:
- По всей длине заготовки, с отступом 5мм с одного края и 10мм – с другого , проводятся две линии. Эти линии – границы загиба фальцев.
Под фальцем или фальцевым замком в нашем случае подразумевается вид соединения краев трубы;
- Загибаем края по отмеченной линии, строго под углом 900. Используем для этого металлический уголок, совмещая линию сгиба с ребром уголка. Начинаем плоскогубцами, продолжаем киянкой;
- Проходим молотком по всей длине, постепенно формируя будущий шов;
- На сгибе шириной 10мм делаем еще один загиб в форме буквы Г. Ширина верхней планки 5мм, расположение – строго параллельно заготовке;
- После формирования фальцев переходим к корпусу трубы. Заготовку укладываем на пушку и с помощью молотка придаем листу круглую форму.
Обработка стыковочного шва
Финальный этап — обработка (обжим) стыковочного шва. Для этого следует верхнюю часть Г образного фальца загнуть вниз, оборачивая ей противоположный край. В результате получается складка из нескольких слоев металла, которую необходимо прижать к трубе по всей длине.
В заводских условиях дополнительную прочность шву придают специальными металлическими заклепками.
Для изделий, изготовленных вручную, дополнительная обработка не требуется.
Как свернуть лист в трубу
Что, если мы нацелены на изготовление ещё более сложных элементов: приёмных воронок и труб? Конечно, сперва лучше потренироваться на отрезках, но в остальном и эти навыки вполне постижимы.
Изделия с замкнутой поверхностью, такие как трубы, баки и воронки, собираются на так называемых фальцевых соединениях. Фальц, для простоты, это замок, которым можно соединить края достаточно прочно и даже герметично. Обычный (одинарный) фальц изготавливается как складка на краю с двумя перегибами. На разных сторонах соединения фальцы направлены в противоположную сторону.

Обычно для водосточных труб фальцы изготавливают с шириной складки от 4 до 10 мм. Края полосы отбиваются на стальном уголке, затем лист сворачивается, фальцы сцепляются и плотно запрессовываются молотком, когда труба надета на оправку.
В изготовлении труб есть лишь одна сложность — обеспечить возможность их стыкования друг с другом. Поэтому перед скручиванием листа его короткий край оправляют на площадке с небольшим порожком, чтобы один конец трубы получился утонённым на пару миллиметров. Также трубы могут соединяться на фальцах, но по месту их таким образом не скрепить: крупный сегмент водостока собирается внизу, а затем в сборе монтируется.
Конечно, производителям гибочного оборудования есть что предложить и на этот счет. Для изготовления замков существуют фальцепрокатные каретки, а металл сворачивается в трубу на продольно-роликовом листогибе. Для утонения на краю также могут использоваться зиговочные машины или отдельные пары прокатных валков.

Как сделать раструб на металлической трубе оцинкованной
Раструб -технологическое расширение, предназначенное для удобства монтажа элементов коммуникации друг с другом и врезки в плоскости. Раструб на готовой трубе делается по широкому краю, методом развальцовки края на глубину 15-20мм. В заводских условиях для развальцовки используется специальный инструмент -вальцовочный конус.
В домашних условиях расширить край трубы можно самостоятельно, с помощью плоскогубцев. В идеале – установить на концы заготовки специальные кольца — ребра жесткости.
Рис.3. Схема развальцовки:
Ручная работа: как согнуть сегмент водостока
Для изготовления из жести деталей с радиусным профилем следует заранее заготовить шаблон, «на коленке» вести подобную работу не реально.
Возьмите дюймовую трубку, приварите на её концах два прутка арматуры в качестве приводных рукояток. По шву трубки сделайте пропил болгаркой, затем хорошо обработайте края наждачкой, можно даже обклеить распущенным надвое силиконовым шлангом.

Зажмите полосу кровельного железа на краю стола, заведите торец в пропил и проверните трубку на 360º, чтобы «прямой» лепесток в центре скрутки расположился параллельно остатку листа.
Сформировать лоток можно реечным трубогибом, а можно по распущенной 200 мм трубе. Ровный край заготовки загибаем под 90º, прижимаем бортик к столу стенкой трубы и оправляем железо киянкой. Скрученный край доводим руками, загибая его немного внутрь дуги. Снимаем заготовку с шаблона и дожимаем прямоугольную складку.

Такой отлив может изготавливаться сегментами по 1–1,5 метра, которые затем легко стыкуются по месту монтажа и скрепляются просекателем. Наличие двух рёбер жёсткости не даст лотку прогнуться между креплениями под весом наледи, а скрытый паз позволит дополнительно укрепить водосток на крюках специальной формы.

Особенности работы с жестью
Оцинкованная жесть – материал недорогой и надежный. Его основная особенность – небольшая толщина (чаще всего в домашних условиях используют лист толщиной от 0.3 до 1мм) и пластичность. Благодаря мягкости, работать с оцинковкой удобно и изготовить нужное изделие самостоятельно даже начинающему жестянщику не представит особого труда.
В тоже время, несмотря на мягкость стали, полученный фальцевый шов весьма надежен и способен выдержать значительные механические воздействия.
Самодельные патрубки водостока из жести
Чтобы изготовить прямой патрубок водостока из жести, отмеряют по размерам длины и ширины кусок оцинковки и обрезают ножницами по размеченным линиям.
Напильником тщательно зачищают кромки от заусенцев, обрабатывают их до гладкого состояния. По длинной стороне загибают в одном направлении обе кромки листа на ширину 10-15 мм.
Последовательность работы в процессе создания прямого патрубка водосточной системы из оцинкованной стали (из меди) своими руками. Главный инструмент – деревянный молоток жестянщика
На жёстко закреплённой трубе подходящего диаметра обстукивают оцинкованный лист до придания ему круглой формы. Затем накладывают загнутые ранее кромки одна на другую.
Пользуясь деревянным молотком и металлическим прямоугольным бруском, «заворачивают» кромки в замок. Тщательно обстукивают молотком вдоль шва до получения надёжно спрессованного соединения. Выравнивают форму изделия на трубе-болванке, стараясь получить цилиндр, близкий к идеальному кругу.

Пример изготовления прямого патрубка водостока из оцинкованного металлического листа. Правка под круглую форму осуществляется при помощи обычной металлической трубы подходящего диаметра
Обладая навыками изготовления прямых водосточных патрубков из оцинковки, несложно освоить технологию производства приёмных воронок и других деталей системы. С тем же успехом мастера-самоучки делают кронштейны под металлические желоба и для крепления водосточных труб.

Так своими руками делают кронштейны для металлических водосточных систем. Под круглые желоба и трубы достаточно толщины металлической полосы 1,5 мм. Под квадратные водостоки 3-4 мм

Технология изготовления стального (медного) кронштейна:
- Отрезать кусок стальной полосы длиной 300 мм.
- Обработать напильником торцевые части.
- Отступить от любого конца 10 мм, сделать загиб под 90º.
- Последовательно перемещая полосу и фиксируя в тисках, выгнуть её дугой под размер радиуса желоба.
- На оставшейся прямой части полосы высверлить отверстия под фиксатор и крепёж.
Точно так же делаются кронштейны для водосточных труб, но уже в виде хомута, состоящего из двух полос овальной формы, загнутые торцевые кромки которых дополнены отверстиями под стяжку болтами.
На нашем сайте есть несколько статей с подробными инструкциями по изготовлению водостоков для крыши, рекомендуем ознакомиться:
- Водостоки для крыши своими руками: инструкция по самостоятельному изготовлению системы водоотвода
- Как сделать водосливы для крыши: рекомендации по обустройству водоотвода своими руками
Прямоугольные воздуховоды
Трубы, которые выполнены в виде прямоугольного или квадратного сечения различной площади сечения, называются прямоугольными воздуховодами. Они соединяются с помощью фланцевой запрессовки на шине с использованием герметичной прокладки. По периметру канала выполняются зиги на расстоянии 250—350 мм друг от друга или делаются диагональные перегибы для создания жесткости воздушного пути. Зиг — это кольцеобразный соединительный рубец, который выполняется на прокатных фальцевых агрегатах.

Прямоугольный воздуховод из оцинкованной стали монтируется с применением хомутов и траверсов. Крепежные элементы делаются из полосованного металла, нагруженные траверсы изготавливаются из уголка. При фланцевом соединении производится заклепывание сторон во избежание проседания на большой протяженности.
Что лучше и где применяют
Универсальность конструктивных решений позволяет применять стальные изделия для внутреннего и внешнего оформления зданий.
Оцинкованные трубопроводы используются для:
- систем вентиляции (естественного течения воздуха и принудительного);
- дымоходов на крышу;
- комплексов кондиционирования;
- систем аспирации, т.к. позволяют выводить частицы пыли из воздуха;
- организации комплекса по отводу газов и продуктов горения;
- транспортирования газов, смесей для очистки и увлажнения воздуха.
При подборе стальных изделий необходимо учитывать функциональное назначение и расположение воздуховода. Трубы с прямоугольной конфигурацией рекомендованы для жилых и общественных зданий.
Для конструкций, которые проходят снаружи строений, а также прокладываются для перемещения газовых составов, выполнения аспирации на промышленных производствах оптимальны воздуховоды с круглой формой сечения и сварочной обработкой швов. Конструктивные решения должны обеспечивать высокую скорость транспортировки воздушных масс и максимальную герметичность.
Особенности применения оцинкованных круглых воздуховодов
Данный тип вентиляционной продукции отличается универсальностью, поэтому такие воздуховоды могут использоваться с канальными вентиляторами:
- На промышленных объектах;
- В жилых помещениях;
- В административных зданиях.
Среди особенностей использования оцинкованной трубы круглого сечения стоит отметить:
- При соединении с круглыми вентиляторами и создании системы принудительной вентиляции круглые воздуховоды обеспечивают минимальные потери воздушных масс;
- Изделие соединяется только в одном месте (сварной шов), что повышает его прочность;
- Особая конструкция и совместимость с отводами канальных вентиляторов облегчает установку и эксплуатацию круглых воздуховодов.
Материалы для производства воздуховодов из оцинкованной стали
В зависимости от особенностей объекта и условий эксплуатации могут использоваться следующие материалы:
Тонколистовая холоднокатаная сталь толщиной 0,5-1 мм. Этот материал соответствует ГОСТ 14918-80 (односторонняя оцинковка поверхности, расход при которой составляет 200-420 г цинка на 1 м² листа). Он подходит для эксплуатации в нормальных условиях при низкой агрессивности окружающей среды. Максимально допустимая температура транспортируемого воздуха составляет 80 °С (кратковременно — не более 200 °С) при влажности до 60 %.
Тонколистовая холоднокатаная сталь толщиной 1–2 мм. Из нее можно производить металлические воздуховоды для вентиляции, рассчитанные на постоянную температуру воздуха до 200 °С. Для более жестких условий эксплуатации рекомендуется использовать изделия, выполненные из оцинкованной стали.
Круглые трассы
Трубы с круглым сечением изготавливаются с различным диаметром и толщиной стенок. Такие воздуховоды рассчитаны на большее давление, чем прямоугольные, при их использовании уменьшается шум от работы. Круглые каналы практичнее и применяются чаще. Соединение участков производится ниппельным методом с применением муфты.

Края крепятся заклепками и саморезами с помощью соединительной внутренней или наружной детали. Фланцевые соединения в конструкции выполняются герметично и снижают потери воздуха при транспортировке. Такое соединение осуществляется посредством специального пружинного приспособления или шурупов. Использование пружин ускоряет монтаж и увеличивает степень герметичности. Если заводские детали имеют крепежные борта на концах, то соединение производится без дополнительной фиксации.
Иногда круглые трубы соединяются с применением бандажа. Это приспособление надевается на отбортованные края воздуховода. Простой метод обеспечивает высокую герметичность, но увеличивает стоимость работ. Используется соединение методом разных диаметров — когда внешний диаметр одного куска равняется внутреннему диаметру другого участка. Концы вставляются один в другой и прикручиваются саморезами. Преимущества круглых воздуховодов:
- меньший показатель сопротивления потокам воздуха;
- форма без углов экономит до 15% материала;
- очистка внутренней поверхности не требуется;
- внутри отводов при транспортировке потоков отсутствует зона турбулентности.
Спирально-навивной метод
Для производства используется сплошная оцинкованная лента, которая формируется в спираль требуемого диаметра. Соединение боковых стыков приводит к получению трубы со сплошной поверхностью. Преимущества такого изделия заключаются в повышенной прочности, поскольку стыки придают каналу жесткость. Длина выпускаемых участков увеличивается.

Воздуховоды производятся на автоматизированных линиях, которые способствуют увеличению производительности. Спирально-навивные воздуховоды из оцинкованной стали требуют постоянной очистки. Внутренняя поверхность получается рифленой, поэтому на ней откладывается пыль.
Прямошовный способ

Каналы выпускаются методом сворачивания целого листа в трубу требуемых размеров. Шов закрепляется фланцевым соединением и заклепывается. Воздухопровод из таких труб отличается меньшим аэродинамическим сопротивлением. Стоимость элементов по прайсу меньше спирально-навивных отрезков, что значительно снижает цену вентиляции большой протяженности.
Соединение участков между собой требует большого количества унифицированных вставок, если прямошовные каналы применяются в маленьких помещениях и ограничиваются по длине. Вентиляция устанавливается в виде небольших систем, на ответственных производствах такие типы труб не применяются.