Fireclay refractory brick for laying a furnace:
As already noted, fireclay bricks are used to create the furnace. You need seven of it. They should be docked. It is recommended to lay the products in the form of a pipe. This will then become the functional oven chamber and protrude.

Fireclay refractory brick
Bricks are laid in the chamber using a composition that includes clay. Place all the bricks you use in a row in advance. Make a cutting mark on each one. The presence of marks will then (after cutting) allow you to make a pipe out of them. Cutting is carried out with a grinder. Also, for ease of laying, the bricks can be numbered. Make grooves on their inner base, into which you then insert the wire. But first create a spiral from wire. Its parameter is 6 mm. To comply with this indicator, wrap the wire around a special electrode or pencil. Apply the formed spiral to the brick and calculate the markings for future grooves. The grooves are cut with the same tool.
The installation of the wire should be strictly in a spiral. The spiral shape should be along the entire length, from bottom to top. Any contacts of turns are excluded. Otherwise a short circuit will occur.
If you are building a stove and using brick, then prepare the composition necessary for its laying, including clay of the highest quality. A mandatory requirement for it is homogeneity. It is better to buy it in reliable stores.
When building a furnace using the indicated technology, bring out the wire to connect to the machine. Therefore, arrange a special channel between the joining bricks. It requires pre-prepared cut tile elements.
No matter how you build the stove, using the brick or steel method, all materials used must be of the highest quality. After all, the furnace is awaiting serious thermal tests.
What should the ventilation be like?
In reality, manufacturing, or rather the process of firing ceramics itself, is not so beneficial to health. And then many can conclude that the stove has no place in the house at all. There should be a special closet for her. Many people think even longer that they pollute the air a lot and so on and so forth. But compared to other indicators of pollution, the emissions from such a stove are simply nothing to the air.
But for those who dared and brought the stove into the house. What kind of ventilation should there be so as not to cause harm. So, the room must be well ventilated, since the firing time is many hours and during this time there is a constant release of substances that are harmful to health. Ventilation options for a room with a stove for firing ceramics:
- several open windows will help make air move and remove all odors and harmful particles immediately from the window;
- a special design of the ventilation system (a hole with a fan in the wall itself, through which air from the street will be taken into the room and emissions from the stove will be removed);
- Downdraft system and Updraft are special ventilation systems that craftsmen have thought out specifically for rooms where kiln firing takes place.
Here are many ways to help your hands not give up your favorite activity, and your health not to suffer from the harmful release of substances during firing.

We build a kiln for firing ceramics with our own hands
The type of furnace is selected based on the number of products to be fired. If the volume is small, we make an oven of 250–300 liters. For larger-scale work, you will need a large furnace, the size of a small room.
Tools
To build a small kiln, you will need the following tools:
- Metalworking tools - for working with metal. Welding machine, set of wrenches, files, angle grinder (angle grinder), drill, hammers.
- To work with fireclay bricks and ceramics - a mason's hammer, a trowel, a diamond disc for an angle grinder.
- Individual protection means. A respirator, goggles, gloves and thick cotton clothing are a must when working with angle grinders and mineral wool.
Work order
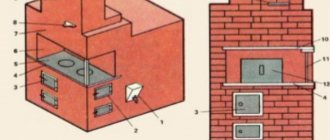
The stove consists of a body, a burner, a ceiling, an insulated chamber, and a lid.

Construction sequence:
Frame. We choose a rectangular metal box if the lining is fireclay bricks or a metal barrel if we insulate it with fire-resistant mineral wool.
In a cylindrical design, heat distribution is more even. We weld the legs to the body.
- We lay a lining on the bottom of the frame, place four ceramic insulators from power lines or fireclay bricks on the edge - they will serve as posts for the roof.
- We line the walls and roof. It is better to lay fireclay bricks on mortal clay. We use high-density kaolin or basalt wool. We twist a cylinder from a sheet of cotton wool in several layers to avoid seams - bridges of heat loss. Attach to the walls with asbestos cord and ceramic buttons. The edges of the top of the insulation are folded outward, this will seal and thermally insulate the joints of the lid and body.
- We lay the roof on the posts.
Important! The roof is not tightly fitted to the walls - hot air must penetrate through the cracks. The flame does not come into contact with the fired products
If the weight of the products is large, we use dry masonry made of fireclay bricks for the roof; if the weight is small, we use porcelain tiles of appropriate sizes.
- Install the burner. It can be purchased at gas equipment stores. It is better to select a power of at least 2 kilowatts (depending on heat loss and the volume of the structure).
- We drill a hole for the burner at the bottom of the body and lining. The flame should not touch the products; this is the main principle of nozzle placement. Mounting the nozzle horizontally makes adjustment and maintenance easier.
- We insulate the cover of the structure. To minimize heat loss, we insulate the entire structure from the outside.
- We leave a hole in the lid to allow combustion products to escape and control the process. We provide a valve to regulate the temperature.
- To take data on the temperature inside the furnace, we install a thermocouple of an electronic thermometer.
The oven is ready. Conducting a test run. If masonry with fireclay bricks was used, then first the oven is dried in a gentle mode.
Method two. We make a stove without having a metal casing at hand
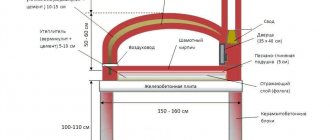
The manufacturing process in this case is not much different from that described above, but there are definitely some nuances here. Let's start with the fact that the working volume of the design below will be about 13 liters. The spiral, as mentioned above, can warm up to a thousand degrees in just 1.5 hours, while the temperature of the outer walls of the device will not exceed 100 degrees. The algorithm of actions should be as follows.
Step 1. First, using a 4x2 centimeter profile pipe (with a square cross-section), we build a stand for the device. After this, we paint the finished stand with enamel.
Step 2. We attach a sheet of galvanized steel on top of the stand (its thickness should be approximately 0.1 centimeters), using “metal” self-tapping screws.
Step 3. We make the walls from fireclay bricks and a special fireplace composition (everything is the same as in the previous version). After the solution hardens, we make grooves for the spiral.
Step 4. We assemble the bottom from brick separately, and use the same mortar for fastening. Before continuing work, wait until the structure is completely dry. Do not forget to wet each brick immediately before laying.
Step 5. We lay a thermal insulation layer on top of the metal base (we can use the same basalt wool for this). In order to maximize compaction of this layer, it must be moistened before fixing the brick bottom.
Step 6. We continue the traditional laying of the stove, but we try to ensure that all voids and seams are carefully filled.
Step 7. We traditionally make the lid for the chamber from fireclay bricks, but at the same time we fasten them together with a metal tie.
Step 8. Place the spiral in the prepared grooves and insulate the structure from the outside with thermal insulation material. Next, we cover everything with sheets of galvanized steel, which are cut according to the dimensions of the resulting chamber.
Materials and tools for manufacturing
To make a homemade muffle furnace, you need to collect a number of tools and materials:
- electric welding and electrodes;
- grinder with circles for metal and brick;
- metal scissors;
- personal protective equipment – mechanical respirator, goggles, gloves, closed clothing;
- sheet steel for assembling the housing (a housing from an old oven will do);
- metal corners;
- stainless steel mesh with a cell of 20x20 mm;
- oven door;
- fireclay brick (or any refractory);
- fireproof mixture;
- heat-resistant silicone;
- roofing insulation (perlite or basalt at least 15-20 mm thick);
- nichrome wire 1 mm thick.
Homemade muffle furnace If the muffle furnace has a homemade body, then the sheet steel must be at least 2 mm thick, because it needs to withstand the impressive weight of the finished product. If an old oven is used for the body, then its edges are reinforced with steel corners.
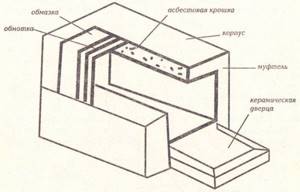
Making a muffle
The ideal material for creating a homemade muffle is fireclay brick. In this case, fireclay clay is not suitable because it does not have sufficient thermal conductivity. To bring the material to the required state, the clay must be fired at a temperature of at least 2000°C, which is impossible to do at home.
When using fireclay bricks, it is necessary to take into account that nichrome wire tends to evaporate, so it is better not to melt high-value metals in homemade furnaces. A grinder is used to fit brick blocks. To lay the heating wire, grooves must be made. The oven itself of the required size is built from bricks. When laying, a refractory mixture is used, and the brick is placed in a bucket of water for 20 seconds to better set with the mortar.
First, the bottom is laid out (it is assembled directly on insulation, which is pre-treated with heat-resistant glue, and on a sheet of steel, which will be the bottom of the body), then the walls are laid, the ceiling is laid with a vault using interlocking bricks. The brick can be laid out in the form of a small chimney to create a vertical stove with a muffle. Then, several layers of insulation are glued to the outer surface of the assembled stove. The steel body is welded according to the size of the product. If a ready-made oven body is used, then the muffle assembly procedure is performed in the reverse order - first, insulation is glued to the inner walls, and then bricks are laid inside with a seam of no more than 5 mm.

Door
The closing part is made similarly to the furnace body. A brick is laid on it, which is welded with a steel angle to maintain the mass and give additional strength. The hinges are replaced with more powerful ones, because the weight of the door will be large
It is important that when closing the door, it fits as tightly as possible to the oven body. To do this, heat-resistant silicone is applied to the previously degreased edges of the body and door.
You can use the seals that are installed in ovens. For a tighter fit, the muffle furnace must be closed with a wedge or screw lock, then the tightness of the chamber will not allow heat to escape.
Thermocouple
Only one type of sensor can control such a high temperature - a thermocouple. It uses wires made of dissimilar conductive metals, usually aluminum and chromel. To accurately measure temperature, you can use ready-made solutions.

Drying the finished oven
Before heat treatment of parts begins, the finished product must stand for several weeks so that all moisture is removed from it. The brick and seams must be completely dry, because with strong heating there is a chance of splits and cracks in the brick and insulation. The oven should be left open in a well-ventilated area. You can check the quality of drying by turning it on to the minimum temperature; when the device is ready for use, there should be no steam.

Electric brick kiln for firing clay products
This homemade clay kiln has a working volume of 13 liters. The open spiral allows you to heat the chamber to 1000 degrees in an hour and a half. In this case, the temperature of the external walls of the equipment does not exceed one hundred degrees.
The stand for the unit is welded from a 20*40 mm profile pipe and coated with enamel.
You can paint the metal base with hammer enamel
A sheet of galvanized steel 1 mm thick is attached to the top, screwing it with self-tapping screws.
Sturdy metal base
For the walls you will need a lightweight refractory brick - this can be ready-made fireclay brick or made in-house. For masonry you need a good fireproof mixture for fireplaces. First, the shape of the fireplace is laid out dry so that, if necessary, the parts can be adjusted and inconsistencies can be eliminated. This can be done on the table to make it more visual and convenient to work. At the same stage, grooves for the heater are prepared.
Dry assembly and groove preparation
The brick bottom is assembled separately, fastening the parts with mortar. Before continuing work, the structure must dry thoroughly. Before laying, the bricks must be soaked so that they do not take moisture from the mortar.
The first row is assembled on the table
A layer of thermal insulation is laid on the metal base; fire-resistant mats made of ceramic fiber are suitable for this purpose. In order to compact the thermal insulation layer as much as possible, it is wetted before attaching the brick bottom.
The base is ready
Next, the stove is placed as usual, but very carefully filling the seams and possible voids.
Laying the walls of the pottery chamber
The lid for the chamber is formed from refractory bricks, fastening the structure with a metal tie.
Brick cover
The heating coil, and here there are three of them, is placed in the prepared grooves. The outside of the unit is insulated with fire-resistant mats, after which it is covered with a galvanized steel casing, cut to the size of the resulting product.
Chamber after firing Finished brick pottery kiln
Building this oven requires not only bricklaying skills, but also electrical knowledge. If your own experience is not enough, it is better to contact a specialist for full or partial help.
Design Features
An electric muffle furnace for firing ceramics consists of a heating chamber and a heat-insulating body that retains heat and protects the environment and workers from it. Temperatures inside the oven can reach 1000°C or higher.
The best thermal insulation effect is obtained using refractory bricks, which are additionally insulated with modern materials. To achieve and maintain the set temperature, the oven door must be tightly closed.
Depending on the design features, there are several types of muffle furnaces. But you can only make an air unit with electric heating yourself. Such a unit can be constructed of any shape, horizontal or vertical, from available materials.
Types and conditions of processing of raw materials
The main methods of processing materials in a homemade chamber are:
- Firing ceramics
- Hardening of metal products
- Melting of non-ferrous metals
Firing ceramics
The process of obtaining finished ceramic products involves firing blanks from raw clay and then covering them with glaze. At home, a do-it-yourself muffle furnace can fire several pieces of dishes and other crafts at once
In heat treatment, it is important to maintain an even heating regime for the chamber. Theoretically, it is impossible to indicate the exact time frame for processing a material at a certain temperature - this is achieved practically

Clay materials placed in a home muffle furnace for firing are divided into 3 groups:
Porcelain
The dried clay is subjected to heat treatment in two stages. Primary firing is carried out in the range from 800 0 C to 1000 0 C. The clay gains strength and becomes porous. Then it is dipped into a container with glaze. Repeated firing is carried out at different temperatures, depending on the purpose:

- natural porcelain - 1400 0 C
- dining room - 1350 0 C
- plumbing parts - 1250 0 C
Faience
The use of refractory raw materials during firing practically does not form a liquid phase. To mature the shard of the product, it is processed at a temperature of 1200 - 1250 0 C. Repeated heat treatment with the applied glaze is carried out at a temperature of 900 - 1000 0 C. If it is necessary to apply painting, then for the third time they return to the primary level of the temperature regime.

Majolica
Red refractory clays are used. Heat treatment requires precise adherence to the heating regime. When heated to 950 0 C, loose, fragile products are obtained. When heated to 1050 0 C, the raw material is sintered into an unusable, dense glassy mass. To accurately maintain a heating level of 1000 0 C, it is necessary to build a thermocouple into the chamber with the oven connected to a digital display.

The repeated processing of glazed materials is carried out at a temperature of 900 - 950 degrees.
Hardening of cutting metal products
Hardening the cutting surfaces of steel tools by heat treatment is called metal hardening. Hardening of metal products has been done by people since ancient times. The essence of the process is to roast the metal until a change in the structure of the crystal lattice is obtained (polymorphic transformation).
The metal is brought to a red-hot state in a heating chamber at a temperature of 750–850 0 C. It should be noted that some grades of steel are hardened under higher heating conditions, ranging from 1250 to 1300 degrees. Then the hardening furnace is emptied of hot products, which are then subjected to rapid cooling in an oil environment or in water. In this way, the hardness of the metal is increased.
This process is important for hardening the cutting surfaces of steel tools (knives, drills, chisels, milling cutters, etc.). Quenching (tempering) is best done in an oil environment. When hot metal is released into water, its surface is covered with a mass of steam bubbles, which slows down the process.
As a rule, finished tools or workpieces made of stainless steel are subjected to hardening. These products usually do not require a large volume quenching chamber, so a fuse muffle furnace is best suited for this purpose. A description of the creation of such a design will be given below.
Melting of non-ferrous metals
A muffle furnace is convenient to use for melting non-ferrous metals, but this does not apply to tin and lead. Their melting point is so low that it is enough to use a gas burner on a household stove.
In order to melt metals such as copper, bronze and brass, you will need a heating container. A liquid mass of metal is obtained in a crucible, which is then poured into special molds. Home craftsmen create various decorative elements for lamps, furniture, figurines and many other crafts.
Melting temperature of non-ferrous metals:
- copper - 1080 0
- bronze (depending on brand) - from 930 0 to 1140 0
- brass ranging from 880 to 950 degrees
Species and types
Such furnaces are divided into several groups.
| Characteristic | Description |
| Type of fuel | Run on gas, electricity or solid fuel |
| Operating temperature of devices | Available:
|
| Device power | In this category, the choice is influenced by the size of future products. The average power of firing furnaces is 5-10 kW. To calculate, use the formula - for 1 liter of volume you will need to provide a power of 0.7-1 kW. |
| Configuration type | Such devices are manufactured:
|
Industrial furnaces should be made only from high-quality fireproof and heat-resistant materials, with a low thermal conductivity value and capable of withstanding being in an aggressive environment for a long period.
Gas kiln for firing ceramics with fireclay bricks - this design is not popular. Fireclay has been replaced with modern materials.
It is important to consider all qualities when choosing an industrial furnace and when developing a homemade design.
How to choose the right device?
To operate the equipment as efficiently as possible, you need to pay attention to the following characteristics:
- options;
- maximum possible loads;
- power;
- maximum firing temperature;
- operating voltage;
- supply voltage;
- uniform heating;
- safety of equipment operation;
- price.
First of all, you need to decide on the volume of the working chamber, as well as the temperature range
In addition, be sure to pay attention to the difficulty of heating
Types of laboratory furnaces

No less important indicators when choosing equipment are the speed and uniformity of heating of the muffle chamber.
Depending on individual requirements, you can choose a horizontal or vertical oven: the first has a fairly large capacity, and the second heats up in a short period of time.
Laboratory muffle furnaces are equipped with open or closed heating elements. Devices of the first type are ideal for use in conditions where it is necessary to heat the chamber to a high temperature in a short time. However, such equipment is more susceptible to the negative effects of various aggressive substances released during the processing of objects.
Ovens that use a closed heating element have a longer service life and uniform heating of the working chamber, but it takes much longer to reach maximum heating. A significant disadvantage of devices of this type is that if the heating element breaks down, the entire chamber will have to be replaced.
The simplest design is for equipment that has a single-stage thermostat. Its main feature is that from the very beginning the chamber is heated to a certain temperature, and then it is maintained throughout the working process. Most often, these kilns are used for simple tasks such as drying or firing.

For more complex analytical work, muffle furnaces are used, which operate through special software control.
They allow you to adjust the heating process to several different levels. Control occurs using a microprocessor with a digital indicator and an audible alarm.
If necessary, the program can be launched automatically.
To choose a working stove, you need to check the equipment for any mechanical damage (chips, abrasions, scratches, etc.) on all components.
Classification of pottery kilns
Furnaces for firing clay and ceramics are primarily divided according to temperature conditions. The most powerful of them operate in the range from 1400 to 2000 degrees. The second category includes models whose operating temperature is 900-1400 degrees. Equipment operating in medium temperature conditions provides heating from 400 to 900 degrees. Low-temperature models can heat up no higher than 500 degrees. Of course, a stove with the ability to adjust the temperature will be most functional.
Depending on the fuel used, pottery hearths can be wood, gas or electric. Modern industry produces appliances powered by gas and electricity; wood-burning options can rarely be found and are only home-made. The combustion temperature of wood does not allow obtaining powerful high-temperature equipment.
Gas pottery kiln Electric clay kiln
The power of furnace equipment is one of the main selection criteria. For a small fireplace with a volume of up to 50 liters, 100 W per liter is required. If the chamber has a size of 100 to 500 liters, a power of 50-70 W per liter is sufficient.
The shape of firing furnaces can be bell-type, tubular with vertical loading or chamber with horizontal loading. Round kilns distribute heat evenly, while bell-type and chamber kilns are more convenient for serial firing and working with large products. Beginners are advised to pay attention to models with a viewing window that allows visual control of the process.
New-generation refractory raw materials, which are light in weight and have low thermal conductivity, are used as materials for the manufacture of pottery equipment. Heavy and massive equipment made of fireclay is practically never produced.
Disadvantages of homemade design
Each device is not without certain shortcomings, and a homemade device also multiplies them. Given the set goal, you can sacrifice some requirements for the sake of fulfilling others. However, everyone should know the list of negative consequences.
A homemade design is deprived of all guarantees, including safety guarantees. Evaporation of metal from the heater coil can lead to it being contained in the form of impurities in the composition of the precious metal being processed. Homemade thermal insulation will not provide full concentration of heat in the firebox, so the body of a homemade stove is very hot and requires careful handling. By the way, this is also a disadvantage of some factory models. Failure to properly monitor and regulate temperature may result in the oven not being able to perform a particular heat treatment task. https://www.youtube.com/watch?v=ABWK3hD9f1E
Ready-made factory-made ovens are designed to perform a fairly narrow range of tasks, but this is more an indicator of professionalism than a disadvantage. The main parameters and scope of application of a particular device are indicated in its passport.
The leaders in the production of compact and stationary muffle furnaces are such companies as TSMP Ltd (England), SNOL-TERM (Russia), CZYLOK (Poland), Daihan (South Korea). The presented list reflects the top list of companies for evaluating suppliers of high-temperature equipment to the Russian market.
Operating rules
The electric oven may only be plugged into a reinforced socket. You can also run a large cross-section wire directly from the shield. In addition, it would be useful to install a circuit breaker.
Since this device model has exposed wires, you need to be extremely careful with it. Do not touch the coils while the oven is running. To avoid accidents, it is recommended to install a limit switch on the door, which will turn off the unit when the door is opened. If you are not very good at electrical work, seek the help of a specialist who can help make the device as safe as possible, including grounding it.
Firing is the process of exposing products to high temperatures, which changes the physical and chemical properties of materials.
During firing, water evaporates, chemical reactions, dissolution, and crystallization of amorphous minerals occur. The technology is used to increase the density and strength of products and change their appearance.
Creating a muffle furnace body
You can create the muffle furnace body yourself or use blanks. As a workpiece, you can use an old oven, an electric or direct heating oven, a refrigerator, or a washing machine. It is also worth considering that it is necessary to remove all plastic parts, since they are not adapted to high temperatures.
You can create the case yourself. Sheet metal is suitable for this. You should choose a material whose thickness is more than two millimeters. A rectangular box should be made from it using a welding machine.

Sheet metal is suitable for creating the body
If you want to construct a cylindrical muffle furnace, you should bend the metal into a radius and weld the seam.
To protect the metal from corrosion, it is advisable to cover the stove with special fire-resistant paint. A special thermal insulation layer will improve the properties of the oven. It serves to reduce heat loss, thereby increasing the heat in the chamber. For the thermal insulation layer, you can use basalt wool, as well as perlite.
Possible problems when creating a furnace

When manufacturing a device, difficulties arise with the selection of material and installation of a temperature control system.
Incorrectly selected materials lead to rapid destruction of the muffle.
Thus, some craftsmen, to save money, use low-quality bricks and clay-sand mortar instead of fireclay. This leads to cracks in the muffle and heat loss.
The cracked muffle is temporarily sealed with a solution of fireclay clay. The camera needs to be removed and replaced with a new one.
If the furnace is connected to the network without a thermostat, the temperature in the muffle is not controlled. This leads to damage to products that require firing at a given temperature.
To solve the problem, you should purchase a thermostat and electrical equipment, assemble a control unit and connect it to the heating elements of the muffle.

For ease of assembly, it is better to make it with removable front and back covers that are secured with screws. A door is attached to the front cover on a hinge, which should open horizontally. A ceramic element is installed on the door using two bolts through asbestos gaskets, and the gaps are sealed with clay.
The ends of the nichrome wire are brought out to the back cover of the case. Ceramic insulating “beads” must be strung on both terminals. The wire is attached to the pin connector. Such connectors, as well as insulating “beads,” can be taken from old electrical appliances. A standard cord with a plug will be attached to the connector for connection to the electrical network.
All free space between the heating elements and the housing should be tightly filled with asbestos chips. In addition, the design of the furnace must provide a grounding terminal.
For ease of work, two small holes need to be made in the heating chamber: one on the back wall with a diameter of 10 mm - for installing a thermocouple, the other on the door with a diameter of 18-20 m - to observe the interior of the furnace during operation. Both openings must be equipped with closing metal curtains.
A lining plate made of thin stainless steel 0.5–0.8 mm should be placed at the bottom of the working chamber.
The oven is designed for 220 V AC. Heats up to a maximum temperature of 950 degrees within an hour. The weight of the stove is about 10 kg.
Automation with temperature-time tasks
There are three types of automation for hardening furnaces. The cost of organizing furnace control increases along with the comfort of use. The simplest option is a simple thermostat with a thermocouple as a temperature sensor. This device will simply maintain the set temperature with a hysteresis of about 30–50 °C. The holding time is controlled manually, as is the moment the temperature point is reached.

More advanced automation is being developed specifically for electric ovens. Thermal controllers of the Autonics TCN4 type have a proportional power control function, providing adjustable hysteresis up to 1 °C. The device is also equipped with additional functions, such as an alarm when the set temperature is reached. If desired, the alarm channel can be used to activate a time delay relay installed in series with the thermostat.

The most advanced in this regard are automation devices for Profile-M type furnaces. They differ not only in built-in power relays, but also in the possibility of more flexible configuration. Such controllers have a preset timer, and also have the ability to configure heat treatment with a complex temperature profile, sequentially setting the duration of time periods during which a certain temperature should be maintained.
rmnt.ru
Finishing work
The working chamber for the furnace is made of brick or ceramics. After this, it is placed in a pre-prepared steel case, which already has thermal insulation
It is very important to note here that there must be a distance of at least 4 cm between the walls of the chamber and the walls of the housing. Insulation is placed in this gap
The cover for the muffle furnace must be made of two layers of metal, between which there is a layer of thermal insulation. Naturally, you must not forget about arranging a handle for opening the oven.
After this, you need to make several holes in the housing through which the wires of the heating element and thermal sensor can be brought out. The connection occurs to a separate cable, which, to increase security, will be attached to a 20A machine. A ceramic cartridge can be used to connect the output and cable. Steel pipes are used as legs for the body. They can be welded or screwed. If a bolted connection is used, the bottom of the chamber must be raised so that the bolts are on the outside.
DIY muffle furnace
People interested in pottery sooner or later come to the question of buying their own muffle kiln for firing ceramics.
Having studied the market, we are faced with unreasonably high prices for muffle furnaces. Our company is engaged in the manufacture and sale of muffle furnaces for firing ceramics at affordable prices.
In this article we will outline the main aspects of making muffle furnaces.
Calculation of dimensional and electrical parameters of the furnace
This stage is fundamental, since it determines the main parameters of the muffle furnace for firing ceramics.
The starting parameter is the internal volume of the muffle furnace. If the volume of fired products is large, kilns with a large volume are selected; if the volume of products fired is small (amateur potters), kilns with a smaller volume are chosen.
As our practice of manufacturing ceramic kilns shows, the GRIFON-60 kiln with a capacity of 60 liters is most often ordered. Because it combines optimal volume and price!
In parallel with the theoretical calculations, a 33-liter ceramic furnace will be calculated.
Calculation of muffle furnace volume
The figure below shows the muffle of a kiln for firing ceramics, i.e. the working layer of the furnace or otherwise the internal insulating layer. Basically, it has a dense structure, as it is most often used to attach heating elements (spirals), as well as to give the working layer mechanical strength.
Since the perimeter of our muffle furnace is an octagon, its volume ( V ) is calculated as follows:
furnace muffle
V=S*H (dm3=liters),
where S=2*K*(F)2 is the area of the muffle bottom; K =2.41 - coefficient; F is the length of the inner face of the muffle (dm) (see Fig. 1); H is the height of the inner part of the muffle (in dm) (see Fig. 1).
Since the volume of the furnace is usually expressed in liters, all quantities must be expressed in decimeters.
V = 13.76*2.39 = 32.8 ≈ 33 (dm3) =33 (liters), where
S = 2*2.41*(1.69)2 = 13.76 (dm2); K =2.41; F = 169 (mm) = 16.9 (cm) = 1.69 (dm); H = 239 (mm) = 23.9 (cm) = 2.39 (dm);
Materials for making the muffle and furnace cover
For the manufacture of stoves we use the most modern materials. For the working layer of the lining (muffle and furnace lid), we use lightweight refractory bricks, which we import from Germany.
This brick has excellent thermal characteristics, namely, low thermal conductivity, high thermal and heat resistance. The classification temperature for use of this brick is 1430°C. At the same time, the brick is quite light due to its low density and is well processed mechanically.
This allows you to mill grooves in bricks for installing heating elements. Milling ensures the highest precision of the grooves for the spiral.
Lightweight Firebrick Lightweight Firebrick Lightweight Firebrick
Oven cover
The furnace cover is made of two layers of refractory bricks. At the same time, the second layer overlaps the seams of the first layer, which increases the strength of the lid. On most Western and Russian-made stoves there is only one layer of bricks.
The bricks are also chamfered, which prevents the bricks from chipping when the material expands (heats).
In the outer layers of the muffle and the furnace lid, we use additional insulating refractory layers, which have even lower thermal conductivity and are significantly lighter in weight.
Such materials can be fire-resistant mats made of ceramic fiber, mullite-silica cardboard (MKKG), etc.
Thus, the lower the thermal conductivity of the materials, the better the thermal performance of the furnace.
| Material | Maximum application temperature, °C | Thermal conductivity, W/m*K | Material density, kg/m3 |
| Lightweight brick | 1430 | 0.28 at 600°C | 770 |
| Ceramic fiber | 1260 | 0.27 at 1000°C | 128 |
| Cardboard MKRKG-400 | 1150 | 0.11 at 600°C | 400 |
The integrated use of these materials significantly saves energy resources, as well as time for heating and cooling furnaces. Unfortunately, many modern, both Western and Russian manufacturers make ceramic kilns using only refractory bricks, making the kilns less efficient.
Calculation of kiln power for firing ceramics
This stage is no less important and at this stage we will determine the power of the furnace. Depending on the volume of the kiln being designed, the power ( P ) can be calculated using the following formula:
P=J*V (W), where
V - internal volume of the furnace (l) (see volume calculation section);
J - specific power, which is determined based on the volume of the furnace:
- J =70÷100 (W/l) with a furnace volume of up to 60 liters;
- J =50÷70 (W/l) with a furnace volume over 60 liters;
P =81.81*33=2700 (W) = 2.7 (kW)
Calculation of kiln current strength
In this section, we will calculate the current strength, i.e. current that flows through the heating element (spiral):
I=P/U (A), where
P - kiln power (see power calculation section)
U - supply voltage (V)
It is advisable to select the supply voltage depending on the power of the firing furnace:
- U =220 (V), with furnace power up to 5÷7 (kW);
- U =380 (V), with furnace power over 7 (kW);
I = 2700/220 = 12.27 (A)
For your own safety, we recommend running a separate line of conductors from the panel of the apartment (house) to the stove. The line must have its own circuit breakers with the required rating. The cross-section of the conductors is selected based on the power of the furnace. Choose a larger cross-section of conductors.
Table 1. Selecting the wire cross-section depending on the current or power.
| Supply voltage U = 220 (V) | ||
| Wire cross-section, (mm2) | Current, (A) | Power, kWt) |
| 1,5 | 19 | 4,1 |
| 2,5 | 27 | 5,9 |
| 4 | 38 | 8,3 |
| 6 | 46 | 10,1 |
| 10 | 70 | 15,4 |
| 16 | 85 | 18,7 |
Calculation of heating element resistance
Knowing the current strength I and supply voltage U according to Ohm’s law, it is not difficult to calculate the resistance R :
R= U/I (Ohm) = 220/12.27 = 17.92 (Ohm)
Figure 2 shows the spiral of a muffle furnace with calculated current-voltage characteristics:
Fig.2 Calculation of electrical parameters of the muffle furnace spiral
Calculation of the diameter, length and specific surface power of the heating element wire
At this stage, the heating element material is selected . I would like to point out that nichrome and fechral are most often used for these purposes.
In GRIFON ceramic kilns we use GS SY superfechral for a number of good reasons:
- this is a cheaper alloy compared to nichrome, as it does not contain nickel;
- superfechral has better heat resistance than nichrome (highest operating temperature 1450°C);
- This brand of fechral has increased plasticity, which makes it easier to wind spirals.
After selecting the material, the diameter of the heating element wire is selected.
The diameter of the spiral is selected depending on the required electrical resistance (resistance in 1 meter of wire, see Table 2). Greater beat. email resistance corresponds to a smaller diameter of the conductor, a smaller beat. email resistance is correspondingly larger in diameter.
Table 2. Selecting the wire diameter depending on the desired diameter and length of the heating element
| Wire diameter d, mm | Physical properties of superfechral GS SY | |
| Electrical resistivity per 1 m of wire ρ, (Ohm/m) | Number of meters in 1 kg | |
| 0,18 | 54,7 | 5480 |
| 0,2 | 44,3 | 4512 |
| 0,3 | 19,7 | 2000 |
| 0,5 | 7,09 | 717 |
| 0,8 | 2,76 | 280 |
| 1 | 1,77 | 179,5 |
| 1,2 | 1,23 | 124,5 |
| 1,6 | 0,692 | 70,1 |
| 2 | 0,452 | 44,8 |
| 3 | 0,197 | 19,9 |
| 6 | 0,0491 | 4,98 |
| 8 | 0,0276 | 2,8 |
| 11 | 0,0159 | 1,45 |
The length of the heating element wire also depends on the diameter of the conductor. I would also like to note that the larger the diameter of the heating element wire, the longer the heating element will last.
Thus, combining the above parameters, a spiral is selected for the furnace muffle.
Knowing the required resistance R (see previous section) and the electrical resistivity ρ, the wire length L is calculated :
L = R/ρ , (m)
Since in this furnace we use a wire diameter
d = 2 (mm), then ρ = 0.452 (Ohm/m).
Then L= 17.92/0.452 = 39.64 (m) = 3964 (cm). The most important calculation in this section is the calculation of the surface power of the wire ψ, i.e. power that is released per unit area of wire.
In furnaces with high temperatures, the surface power ψ of fechral should not exceed 1.4 W/cm2 for wire with a diameter of up to 4 mm. If this value is significantly exceeded, the heating element will not withstand the temperature.
ψ=P/S , (W/cm2), where
P —furnace power, (W);
S=3.14*L*d – wire surface area, (cm2), where
L —wire length, (cm);
d - wire diameter, (cm)
ψ =2700/2489.4=1.08 (W/cm2), where S =3.14*3964*0.2=2489.4 (cm2). Thus ψ =1.08