Sooner or later, every owner has to replace old pipes that have served their time. Light and reliable polypropylene pipes have recently become one of the worthy opponents of massive cast iron or metal products. Not the least reason for the popularity of this material is the possibility of self-assembly. Soldering polypropylene pipes with your own hands is not so difficult that a home craftsman cannot handle it alone, however, each job requires both its own tool and certain knowledge. Understanding what you will encounter in practice will help you avoid many of the mistakes that inevitably lie in wait for every beginner.
Properties and types of pipes

Polypropylene (PP, PP) is a product of the polymerization of propylene - a solid white substance. To give it color, special organic dyes and pigments are added to the material. In industry, polypropylene (homopolymer) is used, which has an isotactic structure, which is distinguished by hardness, frost and heat resistance, increased strength, and resistance to aggressive reagents.
Water supply pipes are made from primary third type PPR polypropylene. Materials in condition:
- withstand high pressure (10-25 atmospheres);
- be reliable in operation for more than 50 years;
- withstand temperatures up to +95° (pipes for hot water supply).

Polypropylene has one significant drawback - linear expansion when heated. It causes these plastic hot water pipelines to sag. To reduce the risk of deformation and increase strength, these products are reinforced with reinforcement (fiberglass, aluminum foil) - external or internal. This protection allows the use of polypropylene pipes not only for water supply systems, but also in heating systems.
The disadvantage of aluminum reinforcement is the difficulties that arise for the home craftsman during the installation process: both the external and internal metal belts require a different approach to soldering the pipeline.
Pipe brands
Now they produce several varieties of products, all of them differ to some extent in properties, characteristics, and therefore, purpose. There are 4 brands, the numbers indicate the maximum pressure (atmosphere) that they can withstand.

- PN 10. Material with the most budget cost. It is explained by not very outstanding characteristics. These pipes are purchased for cold water supply, in exceptional cases - for installation of connections to the contours of “warm floor” systems, if the maximum temperature does not exceed 45°.
- PN 16. These are the most popular pipes for cold water supply with high pressure, as well as for low-temperature heating, since the maximum permissible temperature is 60°.
- PN 20. A universal material that can be used for cold or hot water supply, as well as in autonomous heating systems where there is no danger of water hammer. Brand Gf-PPR PN 20 has fiberglass reinforcement. The coolant temperature should not rise above 80°.
- PN 25. These are the most durable pipes that can be used for cold or hot water supply in houses (apartments) with any heating system. The Al-PPR PN 25 brand is characterized by external reinforcement with aluminum, while PERT-Al-PPR PN 25 is characterized by internal reinforcement. Maximum temperature - 90-95°.
The lower temperature deformation (three to five times) of reinforced models is the reason why they are recommended for laying hot water pipes. The latest polypropylene products (PN 25) are more often purchased for the installation of heating systems, as well as for connecting such pipelines to metal ones.
The pipes are different
Before starting to describe the installation instructions, it is necessary to define the materials, types and scope of application. Selecting pipes based on price or availability in a hardware store is unacceptable. The wrong choice can lead to difficulties after installation. These may include leaks, cracks and deformation. This leads to the need to redo the system and incur additional costs.
Hydraulic calculations determine the dimensional grid for pipes. Communications differ from each other and require different pipe diameters. The range of diameters ranges from 16 to 110 mm to cover almost all installation options and needs. Practice shows that the needs of an apartment are met by pipes with a diameter of up to 50 mm; exceptions are rare. Larger diameter main pipes. They require a special approach to installation and are rarely found in the work of a home craftsman.
Polypropylene pipes differ in color schemes. The shades and varieties of pipe colors are in no way related to performance characteristics and do not affect anything. They should not be taken into account. This is a standard solution for manufacturers, helping them make their products more catchy and bright against the general background. The only way to choose a pipe with a specific color and purpose is to purchase a white heating product. The color makes it possible to fit into any interior.
If there are colored stripes on the pipe, then they will carry an information load that is understandable to everyone. The blue stripe indicates the use of the product for cold water supply needs. The red stripe indicates the design to withstand high temperatures during operation. The color markings are approximate and carry minimal information load. Certain types of products are not burdened with even such markings. The line on the pipes helps determine the load, properties and becomes a guide when joining at seams. The line is a convenient guide during installation.
Alphanumeric markings carry the bulk of the information. You need to look for it on the outer wall of the product. Here it is worth showing special care and delving into what the manufacturer has written.
The polypropylene pipe has the designation PPR, accepted as the international marking of polypropylene. The designations PPRC, PP-B, PP-N, PP-3 and others are found when indicating the type of material. For the convenience of the user, a different marking system is provided, taking into account the type, pressure of the liquid, and pumped temperatures. In practice, four types of pipes are used: PN-10, PN-25, PN-16 and PN-20. The performance properties of the pipe and the maximum temperature of use depend on the number. PN-25 is used for heating needs and can withstand temperatures of 95 degrees.
Performance properties are directly dependent on the thickness of the pipe walls. Thick walls can withstand high temperatures and high pressure.
Polypropylene, despite its advantages, has a significant drawback - when overheated, significant linear expansion is observed. Cold water pipes located inside the building do not feel the negative influence of the expansion factor. Hot water supply pipes can feel the problem more significantly, experience deformation, the appearance of stress inside the structure, and sagging in long sections.
Reinforcement of polypropylene pipes is used to reduce the effect of thermal expansion. Reinforced with fiberglass and aluminum. The fiberglass reinforcement belt is located in the center of the pipe wall thickness and does not affect soldering.
Aluminum reinforcement is divided into two types. In the first case, the foil layer is located next to the outer wall of the product. An alternative option involves passing a layer of aluminum through the center. Both types differ in installation and design features.
Both reinforcement options make it possible to achieve a significant reduction in the level of expansion of pipes when heated. The layer of reinforcing material becomes a barrier against diffusion (oxygen penetration through the surface of the pipe inside it).
The penetration of oxygen molecules and their entry into the water inside the pipe causes a number of negative consequences: a significant increase in gas formation, the occurrence of corrosion processes, which is very dangerous for boiler equipment. A reliable reinforcing layer significantly reduces the negative impact on pipes and communications in general. Reinforced pipes are widely used in heating systems. Pipes for water supply are chosen with standard fiberglass reinforcement, which does not have a significant effect or influence on diffusion.
Pipes are sold in standard size sections of 2 m and 4 m. Retail outlets cut pipes in multiples of 1 meter. Special components are added to the pipes: threaded fittings for switching to another type of pipe, plugs, couplings, compensators, bypass loops, etc.
A variety of structural elements and consumables allows you to select options for assembling a system of any level of complexity. Consumables and parts are inexpensive, which allows you to purchase with the necessary reserves for installation and use.
Methods for joining polypropylene

This polymer is thermoplastic: when heated, it quickly softens. When two parts are heated simultaneously and evenly, the molecules of the substance penetrate each other. This is called polyfusion. After the connected materials cool down, their technical characteristics do not change at all, therefore, with high-quality work, the unit turns out to be strong and monolithic.
This method of connecting pipeline elements is called polyfusion welding. The definition of “soldering” is also often found. Both words refer to the same process; there is no difference between the two concepts. Typically, in practice, two methods of joining parts are used - coupling and direct.
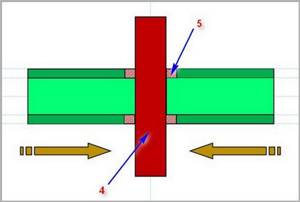
Socket welding
This method is more popular for simple reasons - it is accessible, simple, and always necessary. To connect two elements - a section of pipe and a coupling (tee, tap, threaded fitting, etc.) with an internal diameter smaller than the outer diameter of the pipe.
In this case, metal attachments (coupling and mandrel) are installed on the heating device under the pipe and the element necessary for the connection. After optimal heating is achieved, both parts are removed from the tool and immediately connected.
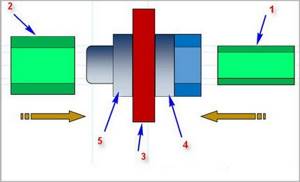
Direct (butt) method
This method involves simply joining elements of the same diameter with their ends. They are heated and then quickly connected. At first glance, it seems that such an operation is completely elementary, but this is not at all the case. This technology is more often used in industry.
The method is complicated, especially at home, since it is necessary to maintain the alignment of the connection, which is ideal in terms of accuracy. Another Achilles heel of the butt method is unreliability, which is why its popularity among home craftsmen is low.
Cold soldering (welding)

This method cannot be called a formidable competitor to hot types of compounds. Polypropylene pipes are coated with glue, the active component of which is a strong solvent. When he softens the areas being connected, they are inserted into each other.
A huge drawback is the lack of a guarantee of tightness and strength of the pipes. Another disadvantage is the long drying time of the “welded” elements: it takes at least a day. Therefore, this method did not find a large army of supporters. Its “legitimate” niche is PVC pipes.
The most reliable (and necessary) method at home is sleeve welding. It is about her that the further story will go.
Soldering methods
There are 3 ways to connect plastic pipes and fittings, two of which are thermal:
- Diffusion welding using a special soldering iron. It is based on the process of molecular diffusion (mixing) of organic polymer materials when heated to the melting point.

- Diffusion welding using special electrical fittings. The basis of the process is similar to the first method. The difference lies in the technology - it requires special, expensive fittings with implanted electrodes. Electric fittings allow you to install a heating system without using a soldering iron.

- Chemical welding (cold method of joining plastic parts). Cold welding is based on the chemical “melting” of polypropylene. The parts are lubricated with a special compound and connected.

Note! Only the first two soldering methods are suitable for installing a heating system. Cold welding does not provide sufficient joint strength for the installation of heating systems.
The soldering process can be schematically described as follows:
- The end of the heating pipe and the fitting are heated;
- connected in a heated state;
- hold in the required position until it cools.
The result is a strong connection of parts at the molecular level. As a result of correctly carried out soldering, the master receives a solid connection, which, when cut, has no visible joining boundaries.
Soldering tools, materials

A welding machine (soldering iron) is an essential item. The basis of household heating devices is a flat massive element designed for installing nozzles (metal blanks - “coupling-mandrel” sets) of various diameters, their number is 2-3.
Soldering irons for polypropylene pipes come in two types: with a cylindrical and with a flat heating surface. The price of the latest devices is not too high, and they are quite suitable for one-time work. Devices with a cylindrical surface are professional tools; they are used for installation in hard-to-reach places.

Some of the models are equipped with thermostats to maintain the optimal temperature; this will be a “paid bonus” for any master. If there is not much point in buying a device, then the device can be rented.
In addition to the soldering device, the master will need:
- scissors - pipe cutter for polypropylene;
- pencil, tape measure, square;
- trimmer-beveler - for removing internal reinforcement;
- scraper (otherwise shaver) - to “get rid of” its outer layer;
- rags and degreaser: isopropyl or ethyl alcohol.
A grinder or a hacksaw in this case is not the best option, since the surface will be uneven. Scrapers and trimmers are not only manual, but also mechanized - designed for a drill. The latest models are good for large volumes, but they require some experience from the master. Any work with serious high-temperature equipment requires the presence of thick gloves.
Required Tools

Before starting work, it is important to prepare all the necessary tools. Here's what you'll need:
Welding machine is a heating element with nozzles for different pipe diameters. Some models have a thermostat to maintain a set temperature; working with these devices is much easier.
Pay attention to the number of holes for nozzles. Optimal – 2-3 pcs . This will speed up the process of welding pipes of different diameters.
If you do not plan to use this device in the future, then there are many services where you can rent a welding machine for the duration of the repair. So you don't have to buy it.
Scissors. You can cut the pipe with a hacksaw, saw or even a grinder, but the quality of the resulting surface will be unsatisfactory. It is much more convenient and practical to purchase special scissors for these purposes.
Gloves to protect your hands - choose thick ones that do not conduct heat well. This will protect you from getting burned.
Shaver. The device removes the outer aluminum layer when working with reinforced pipes. The tool may not be useful, depending on the type of material
Trimmer. The device is designed to remove part of the internal reinforcement. This is necessary to avoid water getting between the layers of the pipe.
Degreasing agent. Necessary for cleaning the pipe from dirt and grease. You can use ethyl or isopropyl alcohol. It is not recommended to use acetone; it can soften polyvinyl chloride.
Carrying out welding work
Soldering polypropylene pipes with your own hands is not a harmless task. The process of heating and melting this plastic releases toxic substances, so it is important to ensure that the room is very well ventilated. Or work outside.
Preparation of products

In accordance with the installation diagram, which is recommended to be drawn in advance directly in the place where the pipes will be located, a pipe and fittings of the appropriate diameter are selected. A slight deviation in diameters in this case is quite acceptable.
- Polypropylene pipes are cut with a pipe cutter. If reinforced products are soldered, the aluminum layer is removed with a shaver or trimmer. You should not immediately make blanks for all sections, because in the process of work there is almost always a need to correct the length of some elements.
- They process those surfaces (internal, external) of the parts that will come into contact. Even an alcohol wipe works well as a degreaser. In the future, these areas are no longer touched by hands. This stage will not only allow you to obtain a high-quality seam, but will also protect the nozzles from the rapid appearance of carbon deposits.
- On both elements, the boundaries for the connections are marked with a pencil - the length of the welded belt. A mark is needed on the pipe in any case, on the second part - if the angle relative to the axis is extremely important.
Heating polypropylene

A set of nozzles of suitable diameter is installed on the soldering iron. The device will be connected to the network; if necessary, the temperature will be set to 260°. There are no deviations for the value; only the processing time for different brands differs. All recommendations can be read in advance in the device passport. It warms up in 10-15 minutes. Do-it-yourself soldering of polypropylene pipes, as well as their preparation, is also carried out in several stages.
- The pipe and the connecting element are inserted simultaneously: the first, up to the mark, into the coupling, the second into the mandrel.
- After performing this operation, the warm-up time is noted, which is different for each diameter. Any overexposure will cause deformation of the product.
- After the expiration of the period, both parts, turning slightly, are removed from the heating elements, quickly inserted into each other, the alignment is instantly adjusted (1-2 seconds), then wound up to the mark. At this stage, it is no longer acceptable to turn the details. Otherwise, there is a risk of uneven distribution of the plastic, which can lead to damage to the integrity of the seam.
- Hold the connection until it cools, without allowing the slightest displacement.
- The system test begins after 1-2 hours.
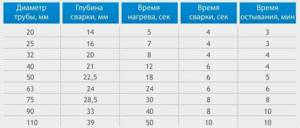
There are some notes to the above table:
- when soldering thin-walled PN 10 pipes, their heating time is reduced by half, and the mating part is heated “according to the rules”, focusing on the table;
- in a cold room (outside), where the temperature is below 5°, the warm-up time is doubled.
In this case, preliminary practice will not hurt; it will save you from defects and possible leaks. For training and a full test, you can take the most inexpensive products to carry out test soldering.
Methods for welding polypropylene pipes
To connect polypropylene pipes, several welding methods are used depending on their diameter, wall thickness and area of application:
- Stykova. The technique is used for joining large-diameter pipeline elements used in industrial and public utilities. The process occurs by simultaneous heating of pipe ends pre-cut at an angle of 90 degrees with a flat disk, after which their edges are forcefully pressed against each other on a special machine.
- Coupling. The technology is practically not used in welding polypropylene pipes (mainly with HDPE); the connection occurs using electric welded couplings, into which both ends of the pipe elements are inserted. When an electric current is passed, the inner casing heats up, becomes softer and loses its rigidity. As a result of this process, it is compressed under the pressure of the outer shell, forming a strong permanent joint between the connected elements (active hardening). After cooling, the active hardening effect remains, pressing the coupling tightly to the pipes.
- Bell method. The method, widely used in everyday life and in all areas of industry, consists of connecting the two ends of a polypropylene pipe using polypropylene fittings. For heating in everyday life and industry, special welding machines (irons) and heating nozzles are used, which simultaneously heat the surface of the pipe and the inside of the fitting, after which the elements are joined.

Rice. 2 Welding device - soldering iron
How do you deal with reinforcement?
Any layer of aluminum - on the surface or deep in polypropylene - will automatically make soldering impossible. If the reinforcement is on the surface, then the pipe will not enter either the mating element or the heating coupling. This layer is peeled off to the base material.
External protection

The pipe is inserted into the shaver, then they begin to rotate, removing the interfering layer of metal. Processing is completed when the product rests on the bottom of the tool. In this case, there is no need for preliminary marking. The finished, heated pipe is inserted into the connecting element until it stops: not even a millimeter of unprotected material should be left outside.
Internal protection
Aluminum hidden in the thickness also requires trimming: metal in contact with water will soon begin to corrode, and the liquid will cause bubbles to blow. In this case, the task of the tool is to cover the end with molten polypropylene. The trimmer cuts out 1.5-2 mm of foil at the edge of the pipe, so that when mating the parts, this place will be occupied by propylene.

Pipes that have fiberglass as a protector do not need additional processing before soldering.
PPR pipe welding process
The key to success is to perform the maximum number of knots in one position on the workbench. It is better to carry out soldering work on PPR pipes with an assistant, because when installing it yourself, it is easy to make a mistake.
Preparing the soldering machine

Working pairs - mandrels and couplings - are put on the heater and tightened with special screws. Diameters are selected to suit working needs. If you intend to work with one type of pipe, then it is enough to put on one pair, located as close as possible to the end of the heater.
Important ! It is more convenient to work if the device is securely fixed on the working surface of the workbench. It’s good if the design includes a screw for fastening to the edge of the tabletop. If this is not possible, then you can screw the device to the surface with self-tapping screws. For such fixation there must be a special surface.
To work with polypropylene, you need to turn on the soldering iron temperature to 260 degrees. The temperature is the same for all pipes. Only the warm-up time changes.
Care must be taken to ensure that the operating temperature is reached. To do this, you need to view the display tools available on a specific device.
Important ! Before connecting and heating, be sure to clean the connection points from dust and dirt, and also degrease them.
Connection marking

The next step is to mark the connection. You need to measure the length of the weld belt and make a mark with a pencil or marker. This will be the place where the pipe will be inserted into the heating sleeve. Each diameter has its own indicator and must be followed. If necessary, an additional mark is applied if the relative position of the parts for mating matters.
Expert advice
To ensure maximum reliability of pipeline connections, experts advise adhering to the following requirements:
- it is correct to start welding work 10 minutes from the moment the soldering iron warms up;
- perform welding or soldering operations only at above-zero ambient temperatures;
- sections of pipes connected by welding must be allowed to cool, preventing them from moving relative to each other or twisting;
- For wall thicknesses greater than 6 mm, butt welding of products is performed using a double seam. With a smaller wall thickness, the joint can be sealed with one seam;
- all structural elements fixed by soldering must be from the same manufacturer, since they may differ in the composition of the ingredients in the raw materials, which will negatively affect the quality of the weld.
Soldering in hard-to-reach places and corners
When soldering pipes located in hard-to-reach places, for example, close to the surface of walls or ceilings, a special technique is used, which consists of sequential heating of the direct and counter sections of the connection with a soldering apparatus. It is necessary to warm up the flange of the straight section for a longer period of time so that it does not have time to cool down while the counter part of the workpiece is in operation.

A smooth line at corner joints of pipes can be achieved by using special corner adapters and fittings. In this case, it is important to very accurately mark in advance on the supply pipes the depth of their entry into the body of the corner piece.
Connecting plastic pipes without soldering
Plastic pipes do not have to be welded; they can be joined using a special adhesive. It is applied to the entire pre-degreased surface of the pipe section that will be inserted into the socket. In the bell, the inner surface is also degreased and covered with glue, but only 2/3. For better adhesion, the surfaces of the pipes under the adhesive joint are treated with sandpaper before degreasing.
The prepared part of the pipe is inserted into the socket until it stops and rotated 90 degrees. In this position, the parts to be glued should be held for 1 - 1.5 minutes until the glue sets.
The adhesive will dry completely within a few hours.
Plastic sewer pipes leading to the Tank septic tank can be connected using a compression fitting. With this method, the process of connecting pipes consists of the following steps:
- cleaning the top layer of the pipe from contaminants;
- chamfering at the end;
- loosening the union nut on the fitting and installing the end of the pipe into it;
- tightening the nut in the reverse position, at this moment the pipe is clamped (compressed) by the ferrule ring.
Fittings are fixed manually or using an open-end wrench. The applied force should not be excessive, otherwise the pipes may burst.
The socket method involves the use of a highly elastic sealing ring. The tightness of the connection is ensured by compression of the gasket between the walls of the socket and the smooth end of the pipe.
Welding large diameter plastic pipes
To connect pipes with a diameter of more than 50 mm and a wall thickness of 4 mm, butt soldering technology is used, which consists of simultaneous welding of the ends of 2 segments along the entire plane. The most difficult thing in this welding method is to correctly align the joints and ensure the required length of the gap between the parts.

Therefore, in the process of butt welding of large diameter pipes, guides or a pipe centralizer are used. It will provide high-quality and reliable fixation of sections for welding.
The work itself is carried out in the following order:
- pipe preparation and edge cleaning;
- securing elements in a pipe centralizer;
- welding of joints of products.
Mistakes when soldering plastic pipes
An inexperienced plumber or owner who decides to carry out the installation of a polypropylene water line with his own hands often makes mistakes, not fully knowing the technology of pipe soldering and not knowing how to work with a soldering iron.
The most common errors include the following.

Rice. 8 Differences between budget and expensive irons
Wrong choice of soldering iron
The most popular and inexpensive devices for soldering are electric couplings with attachments for different diameters of PPR. When purchasing and using, you must consider the following factors:
- You need to purchase the device with a convenient holder so that you can easily and quickly install it in place when working independently. This will reduce the time that heated elements are in an undocked state, which can lead to cold welding and further depressurization.
- It is also better to choose the units used with the regulator and power buttons placed in such a way that you do not touch them with your hand during operation, thereby lowering the temperature or turning off the heating.
- If the device is used for regular use, it is better to purchase an expensive model with high-quality Teflon nozzles - this will prevent polypropylene from sticking and improve the quality of connections.

Rice. 9 PPR heating table
- Modern devices are produced with electronic indicators that maintain a constant temperature using a built-in processor, which is reflected on its display. This factor also helps to improve the quality of soldering, the time of which is determined based on the degree of heating of the couplings, which cannot be determined on old-style units.
- The device must maintain a given temperature, which increases with increasing pipe diameter. Many Chinese irons have high temperature parameters, which should be taken into account when choosing a manufacturer; Turkish-made models are considered to be some of the best units in terms of price and quality ratio.
- The shape of the iron and the location of the couplings play an important role in cases where polypropylene pipes are welded in hard-to-reach places. A narrower iron and placement of the couplings on the edge of the pointed end in this case are much more convenient to use.
Repay
Overexposure of elements in the soldering iron for more than the required time leads to their surface overheating and after connection, accompanied by excessive force, the pipe passage becomes clogged with molten plastic. If such an error occurs at a large number of joints of heating or water pipelines, the system will not be able to function normally. In order to avoid this situation, you should strictly follow the time intervals specified in the instructions for each type and diameter of pipes and carry out several test solderings of small sections.
You should also always clearly mark with a pencil the distance to which the pipe is deepened for a diameter of 20 mm. it is usually 14 - 17 mm.

Rice. 10 PPR soldering defects
Low heating, incorrect angle and other errors
Many beginners make a fairly large number of mistakes, which include the following:
- Soldering of dirty elements near the walls or with water remaining in the line, while due to dirt or water cooling, the plastic does not connect well and subsequently depressurization of the joint occurs.
- Insufficient deepening of pipes into sockets of larger diameter. It often occurs when there is a minor error in the installation of faucets - if its valve is not turned at a small angle, the air in the joined area will not have an outlet, preventing the mounted area from being completely immersed in the hole.
- If the elements being connected are not heated sufficiently, the plastic will not have a uniform structure and the joint will depressurize. This defect can be identified by the absence of a skirt at the edge of fittings with a large diameter.
- When manually joining elements, a single axis must be maintained - otherwise distortions will lead to insufficient density and depressurization.
- Also, after joining, the joined area should be kept motionless for a certain time until it cools completely.

Rice. 11 Method of repairing polypropylene pipes by heating the surface of the pipe being repaired with a nozzle
To ensure high-quality soldering of polypropylene pipes in hard-to-reach places, you need to choose the right soldering iron - the model should provide easy access and the required heating temperature without sticking of the PPR. For convenience, all work is divided into two stages - first, long chains are installed in a convenient place, and then they move to the walls, joining sections in weight.
Equipment for installation of polypropylene
Polypropylene water pipes have their own characteristics in terms of assembly technology, determined by the properties of the source material. Before soldering polypropylene pipes, you need to purchase a special tool for this.
Its set is not very extensive, but it contains some devices that are used only for this process:
Scissors for cutting polypropylene products. They are needed to ensure a strictly perpendicular cut. If a gap is formed at the interface during soldering, there is a possibility of a violation of the tightness of the connection.
Shaver is a device for cleaning the surface of products before soldering. Without this device, it is generally impossible to solder polypropylene pipes reinforced with any materials. The fact is that soldering polyethylene is a diffusion process in which mutual penetration of the molten material occurs.
Naturally, aluminum or fiberglass are unsuitable for this purpose. Using this tool, you can also chamfer at a 45-degree angle at the ends of the parts to be joined to facilitate joining during the soldering process.
There are many design solutions for this device, so when purchasing a tool, a wide choice is provided.
Soldering iron. The main product used for soldering polypropylene water pipes. Its basis is a plate onto which replaceable bushings of various sizes are attached. These nozzles are paired - one for the fitting, the second for the pipe.

The parts to be connected are installed on a replaceable tool. Switching on is done on the handle of the device, where the temperature regulator is also installed. The heating time of the mating parts is 6 seconds or more.
Recommendations for this parameter are given in the soldering iron passport. The parts heated to the point of melting are joined and held for up to 30 seconds. During this time, the material cools until it hardens.
Typically, the tool kit also includes a screwdriver for installing a replacement tool, a marker for marking, and a tape measure for taking measurements.
Preparation for installation of water supply from polypropylene pipes
It is safe to say that high-quality preparation for wiring assembly largely determines its performance and durability.
Watch the video
Secrets of installing polypropylene pipes. Master class for beginners
In addition, one of the main tasks of these activities is to calculate the real need for water supply elements.
Selecting a connection diagram
Currently, two main schemes for installing pipework are common:
Tee - with it, each water consumer is connected to a central pipe connected to a riser. Tees are used for this.
The disadvantage of this scheme is the fact that when several taps are opened simultaneously, the pressure in the supply pipe decreases sharply and the flow of water in each of them decreases. Parsing points remote from the riser are especially affected.
The second negative point is that if the need for routine repairs arises, you have to turn off the entire water supply circuit for this time.
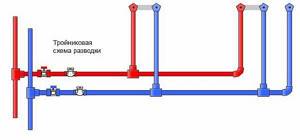
Tee circuits are used in apartments or small private houses. The advantages include ease of installation and relatively low consumption of materials.
Collector wiring diagram . This method of forming a water supply network is that from the riser the supply pipe is led to the topographic center of the water supply system and ends with the installation of a comb.
The comb is a short pipe with threaded elbows installed on it for a ball valve. Thus, a distribution node is formed, from which distribution to points of consumption is carried out.
As a result, it is possible to shut off any water consumption point separately. The rest of the system continues to function as usual with the same water flow.
Operating temperature conditions
Manufacturers of products for water supply systems declare a maximum coolant temperature of 95 degrees. However, the physical properties of the material differ somewhat from this indicator.
Softening of polypropylene begins to appear at a temperature of about 140 degrees, melting occurs at 175. Taking these parameters into account, we can conclude that this material is suitable for any heating water pipes, with the exception of steam.
The operating temperature in the steam lines is exactly 175 degrees.
It would seem, what could be better? But the peculiarity of the material is that at a temperature of 135 degrees it begins to soften. The wiring begins to sag, thin out, and eventually a rupture occurs.
Manufacturers of polypropylene pipes officially declare a significantly lower permissible temperature, wanting to insure their products and make them more durable.
It should be noted that in a properly equipped home with sufficient thermal protection of the walls, this operating temperature is quite sufficient.
It should be noted that in heating systems it is advisable to use reinforced polypropylene pipes, which have a number of advantages:
- Stability of linear expansion of water supply elements under the influence of thermal and mechanical loads. They can withstand pressures of up to 10 atmospheres without noticeable changes.
- The service life of a reinforced pipeline, constantly under pressure at elevated temperatures, is several times longer than that of non-reinforced products.
- The melting point in both products is the same, but under equal conditions, a pipe without reinforcement is destroyed, but a reinforced one is not.









